一种汽车密封件成型模具的制作方法
[0001]
实用新型属于汽车零部件加工技术领域,具体涉及一种汽车密封件成型模具。
背景技术:
[0002]
模具是以特定的结构形式通过一定方式使材料成形的一种工业产品,同时也是能成批生产出具有一定形状和尺寸要求工业产品零部件的一种生产工具,大到飞机、汽车,小到茶杯、钉子,几乎所有的工业产品都必须依靠模具成形,用模具生产制件所具备的高精度,高一致性,高生产率是任何其他加工方法所不能比拟的。
[0003]
在汽车密封件生产过程中,模具是成型密封件产品所必需的,但是现有技术中,在进行实用模具对密封件进行生产时,动模座和定模座之间进行压紧时,压紧过度会对模座造成损害,同时,密封件生产完成时,脱模较为麻烦,并且在注塑高温溶液时,模腔内空气膨胀使得溶液喷溅,产生安全隐患。因此,需要对现有技术进行改进。
技术实现要素:
[0004]
针对上述现有技术的不足,实用新型所要解决的技术问题是:如何提供一种压紧力对模座伤害小、密封件脱模简单、模腔内注塑时溶液不会喷溅的汽车密封件成型模具。
[0005]
为了解决上述技术问题,实用新型采用了如下的技术方案:一种汽车密封件成型模具,包括底板,其特征在于:所述底板的上端固定安装有定模座,所述定模座的下端接触连接有顶板,所述定模座的上端开设有安装槽,所述安装槽内设置有第一弹簧,所述定模座的后端开设有换气孔,所述换气孔内滑动套接有塞子,所述塞子的后端焊接有连杆,所述连杆的外侧滑动套接有第二弹簧,所述连杆的后端焊接有按压板,所述底板的上端焊接有支撑框,所述支撑框的上端固定安装有气缸,所述气缸的下端设置有气缸杆,所述支撑框内滑动套接有气缸杆,所述气缸杆的下端焊接有安装板,所述安装板内滑动套接有支撑杆,所述支撑杆的外侧滑动套接有第三弹簧,所述支撑杆的外侧固定套接有限位块,所述支撑杆的下端焊接有动模座,所述动模座的上开设有注塑孔,所述动模座上开设有气孔,所述底板的上端焊接有导杆,所述安装板内滑动套接有导杆。
[0006]
同现有技术相比较,本实用新型便于脱模的汽车零部件模具有的优点是:
[0007]
1、在进行合模时,第三弹簧作用对动模座和定模座的接触进行缓冲,在保持定模座和动模座持续压紧的同时,避免压紧力过大造成定模座和动模座损伤。
[0008]
通过在支撑杆外侧套接第三弹簧,气缸杆伸长带动安装板移动,安装板移动带动第三弹簧移动,第三弹簧移动带动限位块移动,限位块移动带动支撑杆移动,支撑杆移动带动动模座移动,当动模座和定模座接触时,第三弹簧被压紧,使得动模座被压紧在定模座上。
[0009]
2、在产品进行脱模时,通过按压板推动塞子,瞬时进气将顶板顶起,进而将产品顶起,使得产品和定模座模腔脱离,使得产品脱模方便。
[0010]
通过按压板按压连杆,连杆移动带动塞子移动,塞子移动使得安装槽内气压增大,
使得顶板被顶起,使得产品和定模座脱离,脱离后,第一弹簧作用,使得顶板复位,进入容置槽内。
[0011]
3、在进行中注塑时,定模座模腔内的空气膨胀从气孔排除避免注塑孔溶液喷溅造成安全隐患。
[0012]
通过在动模座上端开设气孔,在溶液注入时,定模座模腔内的空气从气孔排除。
附图说明
[0013]
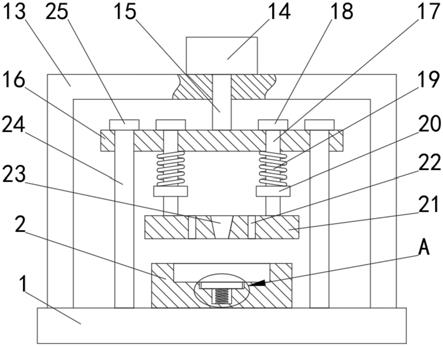
图1为一种汽车密封件成型模具的结构示意图。
[0014]
图2为图1的左视图。
[0015]
图3为图1中的a处放大图。
[0016]
图4为图2中的b处放大图。
[0017]
图中标记为:1、底板;2、定模座;3、顶板;4、容置槽;5、安装槽;6、第一弹簧;7、换气孔;8、塞子;9、连杆;10、导向套;11、第二弹簧;12、按压板;13、支撑框;14、气缸;15、气缸杆;16、安装板;17、支撑杆;18、支撑块;19、第三弹簧;20、限位块;21、动模座;22、气孔;23、注塑孔;24、导杆;25、挡块。
具体实施方式
[0018]
下面结合附图对实用新型作进一步的详细说明。
[0019]
具体实施时:如图1至图4所示,一种汽车密封件成型模具,包括底板1,所述底板1的上端固定安装有定模座2,所述定模座2的下端接触连接有顶板3,所述定模座2的上端开设有安装槽5,所述安装槽5内设置有第一弹簧6,所述定模座2的后端开设有换气孔7,所述换气孔7内滑动套接有塞子8,所述塞子8的后端焊接有连杆9,所述连杆9的外侧滑动套接有第二弹簧11,所述连杆9的后端焊接有按压板12,所述底板1的上端焊接有支撑框13,所述支撑框13的上端固定安装有气缸14,所述气缸14的下端设置有气缸杆15,所述支撑框13内滑动套接有气缸杆15,所述气缸杆15的下端焊接有安装板16,所述安装板16内滑动套接有支撑杆17,所述支撑杆17的外侧滑动套接有第三弹簧19,所述支撑杆17的外侧固定套接有限位块20,所述支撑杆17的下端焊接有动模座21,所述动模座21的上开设有注塑孔23,所述动模座21上开设有气孔22,所述底板1的上端焊接有导杆24,所述安装板16内滑动套接有导杆24。
[0020]
通过在支撑杆17外侧套接第三弹簧19,气缸杆15伸长带动安装板16移动,安装板16移动带动第三弹簧19移动,第三弹簧19移动带动限位块20移动,限位块20移动带动支撑杆17移动,支撑杆17移动带动动模座21移动,当动模座21和定模座2接触时,第三弹簧19被压紧,使得动模座21被压紧在定模座2上,在进行合模时,第三弹簧19作用对动模座21和定模座2的接触进行缓冲,在保持定模座2和动模座21持续压紧的同时,避免压紧力过大造成定模座2和动模座21损伤。
[0021]
通过按压板12按压连杆9,连杆9移动带动塞子8移动,塞子8移动使得安装槽5内气压增大,使得顶板3被顶起,使得产品和定模座2脱离,脱离后,第一弹簧6作用,使得顶板3复位,进入容置槽4内,在产品进行脱模时,通过按压板12推动塞子8,瞬时进气将顶板3顶起,进而将产品顶起,使得产品和定模座2模腔脱离,使得产品脱模方便。
[0022]
通过在动模座21上端开设气孔22,在进行中注塑时,定模座2模腔内的空气膨胀从气孔22排除,避免注塑孔23溶液喷溅造成安全隐患。
[0023]
本实施例中,所述定模座2的上端开设有容置槽4,所述容置槽4内滑动连接有顶板3。容置槽4用于放置顶板3,顶板3用于顶出定模座2模腔内的产品。
[0024]
本实施例中,所述顶板3的下端焊接有第一弹簧6,所述第一弹簧6的下端焊接有定模座2。第一弹簧6通过预紧力将顶板3拉紧压在容置槽4内。
[0025]
本实施例中,所述换气孔7和容置槽4联通,所述容置槽4位于定模座2的模腔内。通过换气孔7和容置槽4联通,使得换气孔7可以对定模座2的模腔内进气。
[0026]
本实施例中,所述换气孔7内固定套接有导向套10,所述导向套10内滑动套接有连杆9。通过设置导向套10对连杆9进行到支撑导向,避免塞子8卡顿。
[0027]
本实施例中,所述按压板12的前端接触连接有第二弹簧11,所述第二弹簧11的前端接触连接有导向套10。通过设置第二弹簧11,使得连杆9再按压进入换气孔7内后可以自动复位。
[0028]
本实施例中,所述支撑杆17有四个,四个所述支撑杆17均匀分布在动模座21的上端,四个支撑杆17的外侧均滑动套接有第三弹簧19。通过设置支撑杆17使得安装板16移动可以带动动模座21移动。
[0029]
本实施例中,所述支撑杆17的上端通过螺纹连接有支撑块18,所述支撑块18的下端接触连接有安装板16。通过设置支撑块18对支撑杆17进行限位,避免支撑杆17从安装板16上脱落。
[0030]
本实施例中,所述安装板16的下端接触连接有第三弹簧19,所述第三弹簧19的下端接触连接有限位块20。通过设置第三弹簧19对动模座21和定模座2之间的接触进行缓冲。
[0031]
本实施例中,所述导杆24的上端通过螺纹连接有挡块25,所述挡块25的下端接触连接有安装板16。通过设置挡块25对安装板16的行程进行限位,避免安装板16的移动超过最大行程。
[0032]
以上仅是实用新型优选的实施方式,需指出的是,对于本领域技术人员在不脱离本技术方案的前提下,作出的若干变形和改进的技术方案应同样视为落入本权利要求书要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1