一种弹性斜顶的注塑模具的制作方法
1.本实用新型涉及注塑模具,尤其是涉及一种弹性斜顶的注塑模具。
背景技术:
2.塑胶模具是一种用于压塑、挤塑、注射、吹塑和低发泡成型的组合式模具的简称。模具凸、凹模及辅助成型系统的协调变化,可以加工出不同形状、不同尺寸的一系列塑胶件。有的模具开模后,内部的塑胶件不方便取出,此时,需要在模具内安装顶杆,通过滑块带动顶杆移动,在开模后顶出塑胶件。当塑胶件上具有与开模方向不同的内外侧孔或侧凹等阻碍塑件直接顶出时﹐必须采用斜顶出机构,在顶出后,横向移动顶杆,实现脱模。
3.然而,由于顶杆可横向移动,并且顶杆倾斜设置,因此在顶出过程中,顶杆可能由于顶出的阻力过大而发生横向偏移,导致顶出失败的问题。
技术实现要素:
4.本实用新型技术方案是针对上述情况的,为了解决上述问题而提供一种弹性斜顶的注塑模具,所述注塑模具包括:上模座、下模座和顶出机构,所述上模座与所述下模座接合,并且所述上模座与所述下模座之间具有型腔;所述顶出机构包括:滑块、顶出件和横移轨道,所述滑块沿上下方向可移动地设置在所述下模座中,所述横移轨道固定在所述滑块的上表面;所述顶出件包括:填充头、斜杆、横移块和挡块,所述填充头与所述斜杆的上端形成固定,并且所述填充头位于所述型腔的内部,所述横移块的一端与所述斜杆的下端形成固定,并且所述斜杆与所述横移块的夹角小于90
°
,所述横移块的一端插入所述横移轨道中,另一端与所述挡块形成固定,所述顶出机构还包括:顶出弹簧,所述顶出弹簧的一端与所述横移轨道形成固定,另一端与所述挡块形成固定。
5.进一步,所述顶出机构还包括:横杆,所述横杆的一端与所述横移轨道形成固定,另一端穿过所述挡块,所述顶出弹簧环绕在所述横杆上。
6.进一步,所述上模座包括:上基板、上压板和上模仁,所述上基板和所述上压板从上往下依次形成固定,所述上模仁嵌在所述上压板的下表面,所述上模仁的下表面具有型腔凸台;所述下模座包括:下基板、支架、下压板和下模仁,所述下基板、所述支架和所述下压板从下往上依次形成固定,所述滑块沿上下方向可移动地设置在所述支架中,所述下模仁嵌在所述下压板的上表面,所述下模仁的上表面具有型腔凹槽,所述型腔凸台与所述型腔凹槽构成型腔。
7.进一步,所述顶出机构还包括:开模顶杆,所述开模顶杆固定在所述滑块的上表面,所述开模顶杆穿过所述下压板,并且所述开模顶杆与所述上压板接触。
8.进一步,所述顶出机构还包括:开模弹簧,所述开模弹簧的上端与所述下压板的下表面抵接,下端与所述滑块的上表面抵接。
9.进一步,所述上模仁的下表面还具有定位凹槽,所述下模仁的上表面还具有定位凸台,所述定位凸台插入所述定位凹槽中。
10.进一步,所述顶出机构还包括:定位顶杆,所述定位顶杆穿过所述定位凸台,并且所述定位顶杆与所述定位凹槽接触。
11.进一步,所述上模座还包括:定位插销,所述定位插销从所述上压板的下表面凸起;所述下模座还包括:定位筒,所述定位筒从所述下压板的上表面凹陷,所述定位插销插入所述定位筒中。
12.进一步,所述顶出机构还包括:引导柱,所述引导柱从所述下基板的上表面凸起,所述引导柱穿过所述滑块。
13.采用上述技术方案后,本实用新型的效果是:具有上述结构的注塑模具,即使在顶出件受到阻力的情况下,也能通过顶出弹簧的拉力进行抵消,将顶出件维持在初始位置,避免其发生偏离,从而保证塑胶件被顺利地顶出。
附图说明
14.图1为本实用新型涉及的注塑模具的示意图;
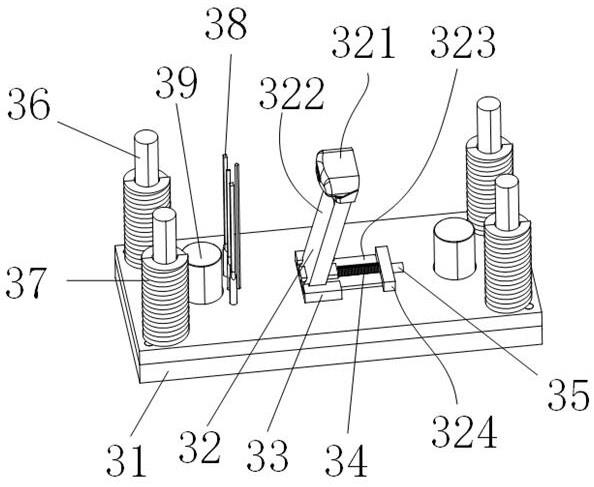
15.图2为本实用新型涉及的顶出机构的示意图;
16.图3为本实用新型涉及的上模座的示意图;
17.图4为本实用新型涉及的下模座的示意图。
具体实施方式
18.特别指出的是,本实用新型中的术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”、“第三”的特征可以明示或者隐含地包括至少一个该特征。本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
19.下面通过实施例对本实用新型技术方案作进一步的描述:
20.本实用新型提供一种弹性斜顶的注塑模具,如图1所示,注塑模具包括:上模座1、下模座2和顶出机构3,上模座1与下模座2接合,并且上模座1与下模座2之间具有型腔;如图2所示,顶出机构3包括:滑块31、顶出件32和横移轨道33,滑块31沿上下方向可移动地设置在下模座2中,横移轨道33固定在滑块31的上表面;在本实用新型中,顶出件32包括:填充头321、斜杆 322、横移块323和挡块324,填充头321与斜杆322的上端形成固定,并且填充头321位于型腔的内部,横移块323的一端与斜杆322的下端形成固定,并且斜杆322与横移块323的夹角小于90
°
,横移块323的一端插入横移轨道33 中,另一端与挡块324形成固定,顶出机构3还包括:顶出弹簧34,顶出弹簧 34的一端与横移轨道33形成固定,另一端与挡块324形成固定。
21.在注塑模具使用时,首先塑胶材料在型腔中进行注塑成型;成型后进行开模操作,使上模座1与下模座2相互分离;然后通过向上移动滑块31,带动顶出件32向上移动,将塑胶件从型腔中顶出;最后在横移轨道33上对顶出件32 进行横移,使填充头321与塑胶件脱离,完成脱模。在塑胶件被顶出的过程中,由于设置有自然状态的顶出弹簧34(未被压缩或拉
伸),因此即使在顶出件32 受到阻力的情况下,也能通过顶出弹簧34的拉力进行抵消,将顶出件32维持在初始位置,避免其发生偏离。在顶出后,横向移动顶出件32,此时顶出弹簧 34被压缩,进行脱模操作;脱模完成后,可以利用顶出弹簧34的推力将顶出件 32自动复位,不必人工操作,方便快捷。
22.具体地,顶出机构3还包括:横杆35,横杆35的一端与横移轨道33形成固定,另一端穿过挡块324,顶出弹簧34环绕在横杆35上。横杆35一方面可以引导挡块324的移动方向,另一方面可以对顶出弹簧34起到定位作用。
23.如图3所示,上模座1包括:上基板11、上压板12和上模仁13,上基板 11和上压板12从上往下依次形成固定,上模仁13嵌在上压板12的下表面,上模仁13的下表面具有型腔凸台131;如图4所示,下模座2包括:下基板21、支架22、下压板23和下模仁24,下基板21、支架22和下压板23从下往上依次形成固定,滑块31沿上下方向可移动地设置在支架22中,下模仁24嵌在下压板23的上表面,下模仁24的上表面具有型腔凹槽241,型腔凸台131与型腔凹槽241构成型腔。
24.具体地,请继续参考图2,顶出机构3还包括:开模顶杆36,开模顶杆36 固定在滑块31的上表面,开模顶杆36穿过下压板23,并且开模顶杆36与上压板12接触。当滑块31向上移动的过程中,开模顶杆36顶开上模座1,实现开模操作。
25.更具体地,顶出机构3还包括:开模弹簧37,开模弹簧37的上端与下压板 23的下表面抵接,下端与滑块31的上表面抵接。当需要重新合模时,开模弹簧 37可以促使滑块31自动向下复位。
26.具体地,请继续参考图3和图4,上模仁13的下表面还具有定位凹槽132,下模仁24的上表面还具有定位凸台242,定位凸台242插入定位凹槽132中。通过定位凸台242与定位凹槽132可以实现型腔凸台131与型腔凹槽241之间的精确定位。
27.更具体地,请继续参考图2,顶出机构3还包括:定位顶杆38,定位顶杆 38穿过定位凸台242,并且定位顶杆38与定位凹槽132接触。定位顶杆38可以实现定位凸台242与定位凹槽132之间的相互分离,避免定位凸台242与定位凹槽132之间的接合力过大而导致开模失败的问题。
28.更具体地,请继续参考图3和图4,上模座1还包括:定位插销14,定位插销14从上压板12的下表面凸起;下模座2还包括:定位筒25,定位筒25从下压板23的上表面凹陷,定位插销14插入定位筒25中。通过定位插销14与定位筒25可以实现型腔凸台131与型腔凹槽241之间更精确的定位。
29.具体地,请继续参考图2,顶出机构3还包括:引导柱39,引导柱39从下基板21的上表面凸起,引导柱39穿过滑块31。通过引导柱39可以引导滑块 31的移动方向,避免其发生偏离。
30.可见,具有上述结构的注塑模具,即使在顶出件受到阻力的情况下,也能通过顶出弹簧的拉力进行抵消,将顶出件维持在初始位置,避免其发生偏离,从而保证塑胶件被顺利地顶出。
31.以上所述实施例,只是本实用新型的较佳实例,并非来限制本实用新型的实施范围,故凡依本实用新型申请专利范围所述的构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型专利申请范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1