注塑机机架的制作方法
1.本实用新型涉及注塑机技术领域,具体是一种注塑机机架。
背景技术:
2.注塑机又名注射成型机或注射机。它是将热塑性塑料或热固性塑料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。注射装置和合模装置是注塑机中最主要的组成部分,注射装置能在规定的时间内将一定数量的塑料加热塑化后,在一定的压力和速度下,通过螺杆将熔融塑料注入模具型腔中,并在注射结束后,对注射到模腔中的熔料保持定型;合模装置能够保证模具闭合、开启及顶出制品,并且,在模具闭合后,供给模具足够的锁模力,以抵抗熔融塑料进入模腔产生的模腔压力,防止模具开缝而造成制品的不良现状。
3.注塑机按注射装置和合模装置配置的形式有卧式、立式、角式三种,其中,卧式注塑机是最常用的类型。目前,卧式注塑机中的注射装置安装于注射机架上,而合模装置安装在合模机架上,再通过将注射机架和合模机架拼接、注射装置与合模装置连接,使注射装置的中心线和合模装置的中心线同心或一致,且平行于安装地面。上述卧式注塑机中注射机架和合模机架两段拼接的方式具有整体性好、装配工序少的特点,但是,对于尺寸较长的注射机架而言,受制于型材的规格,不仅使注射机架的制造装配难度较大,而且,当注射台规格发生变化时,由于机架的尺寸固定,只能通过更换注射机架来适配新的注射台,造成生产成本增加。
技术实现要素:
4.本实用新型所要解决的技术问题是针对上述的技术现状而提供一种注塑机机架,不仅能够降低尺寸较长的注射机架的制造、装配难度,而且,适用范围更广。
5.本实用新型解决上述技术问题所采用的技术方案为:一种注塑机机架,包括注射机架和合模机架,所述注射机架用于供注射装置安装于其上,所述合模机架用于供合模装置安装于其上,其特征在于:还包括位于所述注射机架和所述合模机架之间的连接架,所述注射机架和所述合模机架通过所述连接架连接。
6.为了便于对注射机架、合模机架和连接架进行组装,还包括用于使注射装置的中心线和合模装置的中心线对应的辅助定位结构。
7.进一步设计,所述辅助定位结构包括分别设于所述连接架两端的第一连接块和第二连接块、设于所述注射机架一端的第三连接块、及设于所述合模机架一端的第四连接块,所述第三连接块与所述第一连接块形状一致,且所述第三连接块的端面与所述第一连接块的端面相贴合,所述第四连接块与所述第二连接块的形状一致,且所述第四连接块的端面与所述第二连接块的端面相贴合。组装时,通过将第一连接块与第三连接块对准、第二连接块与第四连接块对准,并将第一连接块的端面与第三连接块的端面相贴合、第二连接块的端面和第四连接块的端面相贴合,能够使注射机架和合模机架对准,以实现注射机架和合模机架的辅助定位,从而保障安装于注射机架上的注射装置的中心线与安装于合模机架上
的合模装置的中心线对应。
8.为了使连接架与注射机架、合模机架的连接更加牢固,所述第一连接块有至少两个,且间隔设于所述连接架的一端,相应地,所述第三连接块有至少两个,且与所述第一连接块对应设置;所述第二连接块有至少两个,且间隔设于所述连接架的另一端,相应地,所述第四连接块有至少两个,且与所述第二连接块对应设置。
9.进一步设计,所述第一连接块与所述第三连接块和/或所述第二连接块与所述第四连接块通过紧固件固定连接。由于注塑机对注射部件和合模部件的位移精度要求较高,因此,需要注塑机在使用过程中注射机架和合模机架的相对位置固定,通过紧固件实现连接架与注射机架、合模机架的连接,能够有效避免注射机架和合模机架之间产生相对位移,从而满足注塑机对精度的要求。
10.为了使连接架质量更轻的同时更加稳固,所述连接架包括框体部和设于所述框体部中的支撑部,所述框体部呈矩形,所述支撑部呈十字。通过框体部和呈十字的支撑部的设计使连接架局部镂空,能够减少连接架的原料消耗,节省原料成本,且使连接架更加轻便;支撑部的设计使连接架更加稳固,不易变形,在注塑机使用过程中能够稳定地连接注射机架和合模机架。
11.进一步设计,所述合模机架上依次安装有定模板、动模板和尾板,且所述动模板和尾板可相对所述定模板往复滑移,所述尾板上设有凸筋,所述合模机架上设有供所述凸筋插入的插槽,且所述插槽沿所述动模板往复滑移方向上的两端端部均具有开口。通过在尾板与合模机架之间设置凸筋和插槽的约束结构,从而能够在注塑机整机吊装时限制动模板和尾板相对于机架产生竖向位移,在客户收到合模装置时,由于插槽沿动模板往复滑移方向上的两端端部均具有开口,使得动模板相对于定模板往复滑移也不会造成注塑机的损坏,从而无需拆除凸筋和插槽的约束结构即可正常使用注塑机,使注塑机的使用更加方便。
12.由于合模机架通常尺寸规格较大,为了便于插槽的加工,所述凸筋设于所述尾板底部,所述合模机架上固定有与所述尾板对应的连接件,且所述插槽成型于所述连接件上。
13.为了使合模装置吊装时合模架两侧与合模机架的约束作用更加均衡,所述连接件有两个,且对称分布于所述合模机架上的两侧,相应地,所述凸筋有两个,且对称分布于所述尾板上。
14.进一步设计,在所述动模板往复滑移方向上,所述凸筋的长度大于所述插槽的长度,且所述凸筋和所述插槽之间的长度差大于所述动模板和定模板之间的最大距离。这样设计,能够使使凸筋在动模板相对于定模板往复滑移时始终约束于插槽中,能够对动模板的滑移进行导向。与现有技术相比,本实用新型的优点在于:通过设置在注射机架和合模机架之间的连接架实现注射机架和合模机架的连接组装,不仅能够有效缩短注射机架的尺寸,便于注射机架的制造和装配,还能够通过更换合适的连接架以使机架适应不同尺寸规格的注射台,无需更换成本更高的注射机架,使机架的适用范围更广。
附图说明
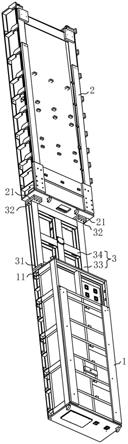
15.图1为本实用新型实施例中注射机架、合模机架和连接架的立体结构图;
16.图2为图1的局部分解图;
17.图3为本实用新型实施例中合模机架、定模板、动模板和尾板的结构示意图;
18.图4为图3中a
‑
a方向的剖视图;
19.图5为图4中b处的放大图。
20.其中,上述附图中的附图标记为:
21.1、注射机架;11、第三连接块;2、合模机架;21、第四连接块;22、空腔;3、连接架;31、第一连接块;32、第二连接块;33、框体部;34、支撑部;4、定模板;5、动模板;6、尾板;61、凸筋;7、连接件;71、插槽。
具体实施方式
22.以下结合附图实施例对本实用新型作进一步详细描述。
23.如图1
‑
2所示,本实施例中的注塑机机架,包括注射机架1、合模机架2和连接架3,该注射机架1用于供注射装置安装于其上,该合模机架2用于供合模装置安装于其上,连接架3位于注射机架1和合模机架2之间,且注射机架1和合模机架2通过连接架3连接。
24.本实施例中,通过设置在注射机架1和合模机架2之间的连接架3实现注射机架1和合模机架2的连接组装,不仅能够有效缩短注射机架1的尺寸,便于注射机架1的制造和装配,还能够通过更换合适的连接架3以使机架适应不同尺寸规格的注射台,无需更换成本更高的注射机架,使机架的适用范围更广。
25.为了便于对注射机架1、合模机架2和连接架3进行组装,还包括用于使注射装置的中心线和合模装置的中心线对应的辅助定位结构。如图1
‑
2所示,该辅助定位结构包括分别设于连接架3两端的第一连接块31和第二连接块32、设于注射机架1一端的第三连接块11、及设于合模机架2一端的第四连接块21,第三连接块11与第一连接块31形状一致,且第三连接块11的端面与第一连接块31的端面相贴合,第四连接块21与第二连接块32的形状一致,且第四连接块21的端面与第二连接块32的端面相贴合。在组装时,通过将第一连接块31与第三连接块11对准、第二连接块32与第四连接块21对准,并将第一连接块31的端面与第三连接块11的端面相贴合、第二连接块32的端面和第四连接块21的端面相贴合,能够使注射机架1和合模机架2对准,以实现注射机架1和合模机架2的辅助定位,从而保障安装于注射机架1上的注射装置(图中未示出)的中心线与安装于合模机架2上的合模装置(图中未示出)的中心线对应。
26.本实施例中,如图1
‑
2所示,第一连接块31有两个,且间隔设于连接架3的一端,相应地,第三连接块11有两个,且与第一连接块31对应设置;第二连接块32有两个,且间隔设于连接架3的另一端,相应地,第四连接块21有两个,且与第二连接块32对应设置。
27.为了使连接架3与注射机架1、合模机架2的连接更加牢固,第一连接块31与第三连接块11之间、第二连接块32与第四连接块21之间均通过紧固件如螺钉固定连接。
28.如图1
‑
2所示,连接架3包括框体部33和设于框体33中的支撑部34,该框体部33呈矩形,该支撑部34呈十字,且支撑部34与框体部33中各矩形边的中部分别连接,使连接架3局部镂空,能够减少连接架3的原料消耗,节省原料成本,且使连接架3更加轻便;支撑部34的设计使连接架3更加稳固,不易变形,在注塑机使用过程中能够稳定地连接注射机架1和合模机架2。
29.如图3所示,合模机架2上依次安装有定模板4、动模板5和尾板6,且动模板5和尾板6可相对定模板4往复滑移。如图5所示,该尾板6上设有凸筋61,合模机架2上设有供凸筋61
插入的插槽71,能够在注塑机整机吊装时限制动模板5和尾板6相对于合模机架2产生竖向位移;插槽71沿动模板5往复滑移方向上的两端端部均具有开口,使得动模板5相对于定模板4往复滑移也不会造成注塑机的损坏,从而无需拆除凸筋61和插槽71的约束结构即可正常使用注塑机,使注塑机的使用更加方便。
30.具体地,如图5所示,由于合模机架2通常尺寸规格较大,为了便于插槽71的加工,凸筋61设于尾板6底部,合模机架2上固定有与尾板6对应的连接件7,且插槽71成型于连接件7上。为了使合模装置吊装时合模架两侧与合模机架2的约束作用更加均衡,如图4所示,连接件7有两个,且对称分布于合模机架2上的两侧,相应地,凸筋61有两个,且对称分布于尾板6上。
31.在动模板5往复滑移方向上,凸筋61的长度大于插槽71的长度,且凸筋61和插槽71之间的长度差大于动模板5和定模板4之间的最大距离。从而能够使凸筋61在动模板5相对于定模板4往复滑移时始终约束于插槽71中,能够对动模板5的滑移进行导向。
32.需要说明的是,本实施例的描述中,术语“前、后”、“左、右”、“上、下”等指示的方位或位置关系均为基于附图所示的方位或位置关系,仅仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1