一种应用于注塑模具的双向侧抽芯结构的制作方法
1.本实用新型涉及注塑模具技术领域,尤其涉及一种应用于注塑模具的双向侧抽芯结构。
背景技术:
2.注塑成型又称注射模塑成型,它是一种注射兼模塑的成型方法;注塑成型方法的优点是生产速度快、效率高、操作可实现自动化、花色品种多、形状可以由简到繁、尺寸可以由大到小,而且制品尺寸精确,产品易更新换代,能成形状复杂的制件,注塑成型适用于大量生产与形状复杂产品等成型加工领域。
3.塑胶件注塑成型需要通过注塑模具来实现,且为了提高注塑加工效率,注塑模具也会设计成一模多腔结构。对于一模多腔的注塑模具而言,对于需要通过侧抽芯的塑胶件而言,每一个注塑成型腔室均需要配置一个侧抽芯组件,这就会增加整个注塑模具的结构并提高成本。
技术实现要素:
4.本实用新型的目的在于针对现有技术的不足而提供一种应用于注塑模具的双向侧抽芯结构,该应用于注塑模具的双向侧抽芯结构设计新颖、结构简单、稳定可靠性好。
5.为达到上述目的,本实用新型通过以下技术方案来实现。
6.一种应用于注塑模具的双向侧抽芯结构,该注塑模具包括有上模板、位于上模板下端侧的下模板,上模板装设有两个左右间隔布置的上模成型镶件,下模板于各上模成型镶件的正下方分别装设有一下模成型镶件;
7.上模板于两个上模成型镶件之间装设有呈楔形形状的中间铲鸡,下模板于左侧的下模成型镶件与中间铲鸡之间装设有左侧抽芯滑块,下模板于右侧的下模成型镶件与中间铲鸡之间装设有右侧抽芯滑块;合模时,中间铲鸡同时推动左侧抽芯滑块、右侧抽芯滑块移动,中间铲鸡推动左侧抽芯滑块朝左侧移动,中间铲鸡推动右侧抽芯滑块朝右侧移动;合模到位时,左侧的上模成型镶件、左侧的下模成型镶件、左侧抽芯滑块共同围装成左侧注塑成型腔室,右侧的上模成型镶件、右侧的下模成型镶件、右侧抽芯滑块共同围装成右侧注塑成型腔室;
8.下模板的中间位置开设有朝上开口的容置腔,左侧抽芯滑块设置有朝下凸出且延伸至下模板的容置腔内的左侧滑块延伸部,下模板的容置腔内嵌装有朝右侧顶推左侧滑块延伸部的左侧弹簧;右侧抽芯滑块设置有朝下凸出且延伸至下模板的容置腔内的右侧滑块延伸部,下模板的容置腔内嵌装有朝左侧顶推右侧滑块延伸部的右侧弹簧。
9.其中,所述下模板的容置腔的左侧壁开设有左侧定位孔,所述左侧弹簧的左端部嵌装于左侧定位孔内,左侧弹簧的右端部与所述左侧抽芯滑块的左侧滑块延伸部抵接。
10.其中,所述下模板的容置腔的右侧壁开设有右侧定位孔,所述右侧弹簧的右端部嵌装于右侧定位孔内,右侧弹簧的左端部与所述右侧抽芯滑块的右侧滑块延伸部抵接。
11.其中,所述下模板的容置腔的底面装设有限位块,限位块位于所述左侧滑块延伸部与所述右侧滑块延伸部之间。
12.本实用新型的有益效果为:本实用新型所述的一种应用于注塑模具的双向侧抽芯结构,该注塑模具包括有上模板、位于上模板下端侧的下模板,上模板装设有两个左右间隔布置的上模成型镶件,下模板于各上模成型镶件的正下方分别装设有一下模成型镶件;上模板于两个上模成型镶件之间装设有呈楔形形状的中间铲鸡,下模板于左侧的下模成型镶件与中间铲鸡之间装设有左侧抽芯滑块,下模板于右侧的下模成型镶件与中间铲鸡之间装设有右侧抽芯滑块;合模时,中间铲鸡同时推动左侧抽芯滑块、右侧抽芯滑块移动,中间铲鸡推动左侧抽芯滑块朝左侧移动,中间铲鸡推动右侧抽芯滑块朝右侧移动;合模到位时,左侧的上模成型镶件、左侧的下模成型镶件、左侧抽芯滑块共同围装成左侧注塑成型腔室,右侧的上模成型镶件、右侧的下模成型镶件、右侧抽芯滑块共同围装成右侧注塑成型腔室;下模板的中间位置开设有朝上开口的容置腔,左侧抽芯滑块设置有朝下凸出且延伸至下模板的容置腔内的左侧滑块延伸部,下模板的容置腔内嵌装有朝右侧顶推左侧滑块延伸部的左侧弹簧;右侧抽芯滑块设置有朝下凸出且延伸至下模板的容置腔内的右侧滑块延伸部,下模板的容置腔内嵌装有朝左侧顶推右侧滑块延伸部的右侧弹簧。通过上述结构设计,本实用新型具有设计新颖、结构简单、稳定可靠性好的优点。
附图说明
13.下面利用附图来对本实用新型进行进一步的说明,但是附图中的实施例不构成对本实用新型的任何限制。
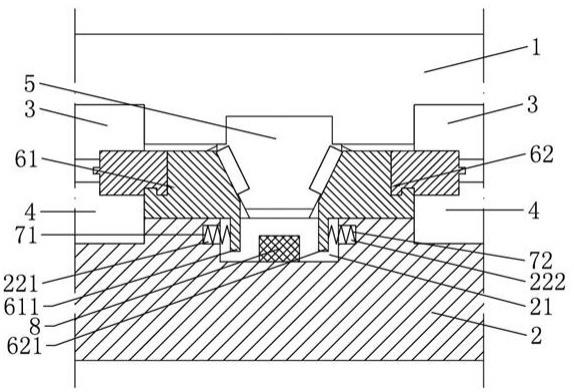
14.图1为本实用新型的结构示意图。
15.在图1中包括有:
16.1——上模板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2——下模板
17.21——容置腔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
221——左侧定位孔
18.222——右侧定位孔
ꢀꢀꢀꢀ
3——上模成型镶件
19.4——下模成型镶件
ꢀꢀꢀꢀ
5——中间铲鸡
20.61——左侧抽芯滑块
ꢀꢀꢀ
611——左侧滑块延伸部
21.62——右侧抽芯滑块
ꢀꢀꢀ
621——右侧滑块延伸部
22.71——左侧弹簧
ꢀꢀꢀꢀꢀꢀꢀ
72——右侧弹簧
23.8——限位块。
具体实施方式
24.下面结合具体的实施方式来对本实用新型进行说明。
25.如图1所示,一种应用于注塑模具的双向侧抽芯结构,该注塑模具包括有上模板1、位于上模板1下端侧的下模板2,上模板1装设有两个左右间隔布置的上模成型镶件3,下模板2于各上模成型镶件3的正下方分别装设有一下模成型镶件4。
26.其中,上模板1于两个上模成型镶件3之间装设有呈楔形形状的中间铲鸡5,下模板2于左侧的下模成型镶件4与中间铲鸡5之间装设有左侧抽芯滑块61,下模板2于右侧的下模成型镶件4与中间铲鸡5之间装设有右侧抽芯滑块62;合模时,中间铲鸡5同时推动左侧抽芯
滑块61、右侧抽芯滑块62移动,中间铲鸡5推动左侧抽芯滑块61朝左侧移动,中间铲鸡5推动右侧抽芯滑块62朝右侧移动;合模到位时,左侧的上模成型镶件3、左侧的下模成型镶件4、左侧抽芯滑块61共同围装成左侧注塑成型腔室,右侧的上模成型镶件3、右侧的下模成型镶件4、右侧抽芯滑块62共同围装成右侧注塑成型腔室。
27.进一步的,下模板2的中间位置开设有朝上开口的容置腔21,左侧抽芯滑块61设置有朝下凸出且延伸至下模板2的容置腔21内的左侧滑块延伸部611,下模板2的容置腔21内嵌装有朝右侧顶推左侧滑块延伸部611的左侧弹簧71;右侧抽芯滑块62设置有朝下凸出且延伸至下模板2的容置腔21内的右侧滑块延伸部621,下模板2的容置腔21内嵌装有朝左侧顶推右侧滑块延伸部621的右侧弹簧72。
28.其中,为便于左侧弹簧71安装定位,本实用新型采用下述结构设计,具体的:下模板2的容置腔21的左侧壁开设有左侧定位孔221,左侧弹簧71的左端部嵌装于左侧定位孔221内,左侧弹簧71的右端部与左侧抽芯滑块61的左侧滑块延伸部611抵接。
29.同样的,为便于右侧弹簧72安装定位,本实用新型采用下述结构设计,具体的:下模板2的容置腔21的右侧壁开设有右侧定位孔222,右侧弹簧72的右端部嵌装于右侧定位孔222内,右侧弹簧72的左端部与右侧抽芯滑块62的右侧滑块延伸部621抵接。
30.需进一步指出的是,下模板2的容置腔21的底面装设有限位块8,限位块8位于左侧滑块延伸部611与右侧滑块延伸部621之间。
31.本实用新型的注塑模具为一模两腔结构,在注塑成型过程中,左侧注塑成型腔室、右侧注塑成型腔室分别用于成型塑胶件。
32.下面结合具体的工作过程来对本实用新型进行详细的说明,具体的:
33.a、合模,上模板1与下模板2逐渐闭合,在此过程中,中间铲鸡5同时推动左侧抽芯滑块61、右侧抽芯滑块62移动,中间铲鸡5推动左侧抽芯滑块61朝左侧移动,中间铲鸡5推动右侧抽芯滑块62朝右侧移动,且左侧滑块延伸部611压缩左侧弹簧71、右侧滑块延伸部621压缩右侧弹簧72;合模到位时,左侧的上模成型镶件3、左侧的下模成型镶件4、左侧抽芯滑块61共同围装成左侧注塑成型腔室,右侧的上模成型镶件3、右侧的下模成型镶件4、右侧抽芯滑块62共同围装成右侧注塑成型腔室;
34.b、左侧注塑成型腔室、右侧注塑成型腔室同时注塑成型;
35.c、开模,上模板1与下模板2逐渐分离,中间铲鸡5随着上模板1同步移动,在此过程中,中间铲鸡5拉动左侧抽芯滑块61朝右侧移动且使得左侧抽芯滑块61退离左侧注塑成型腔室内的塑胶件,中间铲鸡5拉动右侧抽芯滑块62朝左侧移动且使得右侧抽芯滑块62退离右侧注塑成型腔室内的塑胶件;在此过程中,左侧弹簧71的复位弹力朝右侧顶推左侧抽芯滑块61的左侧滑块延伸部611,右侧弹簧72的复位弹力朝左侧顶推右侧抽芯滑块62的右侧滑块延伸部621,左侧弹簧71、右侧弹簧72的复位弹力作用能够保证左侧抽芯滑块61、右侧抽芯滑块62与中间铲鸡5联动,以提高侧抽芯的稳定可靠性;
36.d、待中间铲鸡5与左侧抽芯滑块61、右侧抽芯滑块62分离后,左侧弹簧71的复位弹力作用使得左侧滑块延伸部611抵靠于限位块8,右侧弹簧72的复位弹力作用使得右侧滑块延伸部621抵靠于限位块8,限位块8对左侧抽芯滑块61、右侧抽芯滑块62定位,以保证下次合模时中间铲鸡5与左侧抽芯滑块61、右侧抽芯滑块62准确对中。
37.综合上述情况可知,通过上述结构设计,本实用新型具有设计新颖、结构简单、稳
定可靠性好的优点。
38.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1