一种用于生产发动机曲轴密封盖骨架的注塑模具的制作方法
1.本实用新型涉及模具技术领域,尤其是指一种用于生产发动机曲轴密封盖骨架的注塑模具。
背景技术:
2.发动机的曲轴箱体由左曲轴箱体和右曲轴箱体连接而成,该曲轴是发动机中的主要旋转机构,用于将发动机中活塞的上下往复运动转变为自身的圆周运动,以驱动与其连接的其它动力装置运动,进而驱动车辆运行。曲轴的输出端通常设置有皮带轮,以通过与皮带轮配合的皮带将曲轴的旋转动力传递给车辆底盘的传动机构。
3.在进行发动机曲轴密封盖的生产时,会将预先生产好的塑料骨架放入注塑模具,注塑又称注射模塑成型,它是一种注射兼模塑的成型方法,注塑成型方法的优点是生产速度快、效率高,操作可实现自动化,花色品种多,形状可以由简到繁,尺寸可以由大到小,而且制品尺寸精确,产品易更新换代,能成形状复杂的制件,注塑成型适用于大量生产与形状复杂产品等成型加工领域。
4.现有的注塑模具中,曲轴密封盖骨架成型后定模与动模已经分离,但是,该已成型后的物料仍位于成型腔内,不便于将其取出,提高了模具的加工难度,降低了加工效率,所以需要研发出一种用于生产发动机曲轴密封盖骨架的注塑模具,用于解决上述技术问题。
技术实现要素:
5.本实用新型要解决的技术问题是提供一种用于生产发动机曲轴密封盖骨架的注塑模具,利于取出成型后的物料。
6.为了解决上述技术问题,本实用新型采用如下技术方案:
7.一种用于生产发动机曲轴密封盖骨架的注塑模具,包括底座、设于底座上的定模以及设于定模上方并与定模正对设置的动模,所述定模的顶面开设有注塑腔,所述注塑腔的底面开设有提拉口,所述动模的底部设有与注塑腔滑动配合的压块,所述动模的顶面开设有浇注口,所述浇注口纵向延伸,所述浇注口的底端与压块的下表面齐平,所述动模上开设有纵向延伸并位于浇注口正上方的通孔,所述通孔内穿设有连接杆,所述连接杆的顶端固连有气缸,所述气缸的伸缩方向与通孔的延伸方向平行,所述连接杆的底端穿出通孔后固连有限位体,所述限位体位于提拉口内,所述限位体的横截面大于连接杆的横截面。
8.通过外力驱动动模向定模运动,从而实现定模与动模的合模;处于合模状态时,压块位于注塑腔内,通过压块与注塑腔构成对该密封盖骨架进行加工的成型腔,随后将液体原料通过浇注口流入该成型腔中,进而对该密封盖骨架进行成型;由于提拉口开设于注塑腔的底面,液体原料会灌满该提拉口,从而使限位体的顶部上方被该液体原料覆盖,液体原料的底端会作用于限位体上;当成型结束后,通过气缸带动连接杆向上运动,带动限位体向上运动,当压块与定模分离的同时,即将该成型后的密封盖骨架取出,取出方便,可操作性强。
9.进一步地,所述提拉口的截面为圆形。
10.进一步地,所述限位体顶端具有限位部,所述限位部与提拉口滑动配合;利于提高密封盖骨架的成型效果,避免液体原料通过限位部与提拉口之间的间隙流入提拉口的底部。
11.进一步地,所述浇注口的侧面底部开设有扩张口,所述扩张口的横截面积大于浇注口的横截面积;利于提高液体原料的流量。
12.进一步地,所述注塑腔的截面为圆形。
13.本实用新型的有益效果:
14.1.通过外力驱动动模向定模运动,从而实现定模与动模的合模;处于合模状态时,压块位于注塑腔内,通过压块与注塑腔构成对该密封盖骨架进行加工的成型腔,随后将液体原料通过浇注口流入该成型腔中,进而对该密封盖骨架进行成型;由于提拉口开设于注塑腔的底面,液体原料会灌满该提拉口,从而使限位体的顶部上方被该液体原料覆盖,液体原料的底端会作用于限位体上;当成型结束后,通过气缸带动连接杆向上运动,带动限位体向上运动,当压块与定模分离的同时,即将该成型后的密封盖骨架取出,取出方便,可操作性强。
15.2.由于设有限位部,利于提高密封盖骨架的成型效果,避免液体原料通过限位部与提拉口之间的间隙流入提拉口的底部。
附图说明
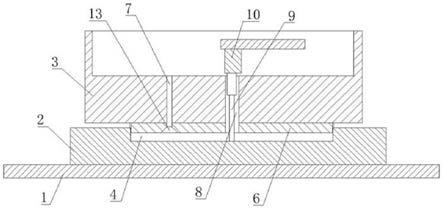
16.图1为本注塑模具的结构示意图;
17.图2为本注塑模具的结构剖视图;
18.图3为底座的结构示意图;
19.图4为连接杆的结构示意图;
20.附图标记说明:
21.1、底座;2、定模;3、动模;4、注塑腔;5、提拉口;6、压块;7、浇注口;8、通孔;9、连接杆;10、气缸;11、限位体;12、限位部;13、扩张口。
具体实施方式
22.为了便于本领域技术人员的理解,下面结合实施例与附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。
23.如图1
‑
4所示,一种用于生产发动机曲轴密封盖骨架的注塑模具,包括底座1、设于底座1上的定模2以及设于定模2上方并与定模2正对设置的动模3,定模2的顶面开设有注塑腔4,注塑腔4的底面开设有提拉口5,动模3的底部设有与注塑腔4滑动配合的压块6,动模3的顶面开设有浇注口7,浇注口7纵向延伸,浇注口7的底端与压块6的下表面齐平,动模3上开设有纵向延伸并位于浇注口7正上方的通孔8,通孔8内穿设有连接杆9,连接杆9的顶端固连有气缸10,气缸10的伸缩方向与通孔8的延伸方向平行,连接杆9的底端穿出通孔8后固连有限位体11,限位体11位于提拉口5内,限位体11的横截面大于连接杆9的横截面。
24.如图2所示,通过外力驱动动模3向定模2运动,从而实现定模2与动模3的合模;处于合模状态时,压块6位于注塑腔4内,通过压块6与注塑腔4构成对该密封盖骨架进行加工
的成型腔,随后将液体原料通过浇注口7流入该成型腔中,进而对该密封盖骨架进行成型;如图3所示,由于提拉口5开设于注塑腔4的底面,液体原料会灌满该提拉口5,从而使限位体11的顶部上方被该液体原料覆盖,液体原料的底端会作用于限位体11上;如图4所示,当成型结束后,通过气缸10带动连接杆9向上运动,带动限位体11向上运动,当压块6与定模2分离的同时,即将该成型后的密封盖骨架取出,取出方便,可操作性强;如图2、3所示,注塑腔4的截面为圆形。
25.如图3所示,提拉口5的截面为圆形;如图1、4所示,限位体11顶端具有限位部12,限位部12与提拉口5滑动配合;利于提高密封盖骨架的成型效果,避免液体原料通过限位部12与提拉口5之间的间隙流入提拉口5的底部。
26.如图2所示,浇注口7的侧面底部开设有扩张口13,扩张口13的横截面积大于浇注口7的横截面积;利于提高液体原料的流量。
27.本实施例中的所有技术特征均可根据实际需要而进行自由组合。
28.上述实施例为本实用新型较佳的实现方案,除此之外,还包括其它方式实现,在不脱离本技术方案构思的前提下任何显而易见的替换均在本实用新型的保护范围之内。
技术特征:
1.一种用于生产发动机曲轴密封盖骨架的注塑模具,包括底座(1)、设于底座(1)上的定模(2)以及设于定模(2)上方并与定模(2)正对设置的动模(3),其特征在于,所述定模(2)的顶面开设有注塑腔(4),所述注塑腔(4)的底面开设有提拉口(5),所述动模(3)的底部设有与注塑腔(4)滑动配合的压块(6),所述动模(3)的顶面开设有浇注口(7),所述浇注口(7)纵向延伸,所述浇注口(7)的底端与压块(6)的下表面齐平,所述动模(3)上开设有纵向延伸并位于浇注口(7)正上方的通孔(8),所述通孔(8)内穿设有连接杆(9),所述连接杆(9)的顶端固连有气缸(10),所述气缸(10)的伸缩方向与通孔(8)的延伸方向平行,所述连接杆(9)的底端穿出通孔(8)后固连有限位体(11),所述限位体(11)位于提拉口(5)内,所述限位体(11)的横截面大于连接杆(9)的横截面。2.如权利要求1所述的用于生产发动机曲轴密封盖骨架的注塑模具,其特征在于,所述提拉口(5)的截面为圆形。3.如权利要求2所述的用于生产发动机曲轴密封盖骨架的注塑模具,其特征在于,所述限位体(11)顶端具有限位部(12),所述限位部(12)与提拉口(5)滑动配合。4.如权利要求1所述的用于生产发动机曲轴密封盖骨架的注塑模具,其特征在于,所述浇注口(7)的侧面底部开设有扩张口(13),所述扩张口(13)的横截面积大于浇注口(7)的横截面积。5.如权利要求1或4所述的用于生产发动机曲轴密封盖骨架的注塑模具,其特征在于,所述注塑腔(4)的截面为圆形。
技术总结
本实用新型涉及模具技术领域,尤其是指一种用于生产发动机曲轴密封盖骨架的注塑模具。它解决了现有注塑模具不便于取出成型后的密封盖骨架的问题。它包括底座、定模、动模、注塑腔、提拉口、压块、浇注口、通孔以及连接杆,连接杆的顶端固连有气缸,气缸的伸缩方向与通孔的延伸方向平行,连接杆的底端穿出通孔后固连有限位体,限位体位于提拉口内,限位体的横截面大于连接杆的横截面。本实用新型通过气缸限位体向上运动,当压块与定模分离的同时,即将该成型后的密封盖骨架取出,取出方便,可操作性强。强。强。
技术研发人员:刘贺东
受保护的技术使用者:沈阳市瑞东机械有限公司
技术研发日:2020.12.18
技术公布日:2021/9/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1