分段式浸渍纤维增强热塑性树脂预浸料的成型装置的制作方法
1.本实用新型涉及热塑性复合材料的技术领域,特别是涉及分段式浸渍纤维增强热塑性树脂预浸料的成型装置。
背景技术:
2.热塑性预浸料的主要应用在汽车、缠绕rtp管道和冷藏车蒙皮等方面,其应用领域对材料的稳定性和尺寸精度提出了比较高的要求。例如热塑预浸料缠绕的高压rtp管道,主要在石油开采中,长度长达上千米的连续rtp管道在高压的苛刻条件下工作,其对增强的pe预浸料的厚度均匀性的要求达到
±
3%以内,而玻纤含量的公差一般在
±
2%内,为了维持产品的均匀性,宽度不超过650mm,宽幅在1000mm以上均匀性和浸渍程度都会变差。宽度较大时,所使用的玻纤纱增多,纤维磨损和断纱的概率大幅增加,生产的稳定性变差。同时,现有的技术生产预浸料,淋膜模头设置在浸渍模头的内部,并且是靠浸渍模头的上模头和下模头之间的流道内,该流道虽然能在封闭模头内部有保温作用,但是流道出料的均匀性调节复杂、比较难控制,必须不断的打开上模头和下模头进行拆卸,影响生产的可持续性。并且浸渍模头内的流道长期处于高温,浸渍模头内部形成的碳化物极易堵塞流道,清理比较麻烦。
技术实现要素:
3.针对现有技术中存在的技术问题,本实用新型的目的是:提供一种分段式浸渍纤维增强热塑性树脂预浸料的成型装置,本实用新型可以实现预浸料均匀的稳定生产,提高了生产的效率和同时提升产品的品质。
4.为了达到上述目的,本实用新型采用如下技术方案:
5.分段式浸渍纤维增强热塑性树脂预浸料的成型装置,包括用于挤出树脂的淋膜模头、浸渍模头;浸渍模头上设有依次连通的进料口、第一纤维通道、第二纤维通道、出料口;淋膜模头位于进料口处,纤维纱依次穿过进料口、第一纤维通道、第二纤维通道、出料口,第一纤维通道和第二纤维通道均呈波浪状,第一纤维通道的波幅小于第二纤维通道的波幅,第一纤维通道的波长大于第二纤维通道的波长。
6.进一步的是,浸渍模头包括上模头和下模头;上模头上设有第一波浪面和第二波浪面,下模头上设有与第一波浪面适配的第三波浪面和与第二波浪面适配的第四波浪面,第一波浪面与第三波浪面之间形成第一纤维通道,第二波浪面与第四波浪面之间形成第二纤维通道。
7.进一步的是,第一波浪面与第三波浪面之间的距离大于等于第二波浪面与第四波浪面之间的距离。
8.进一步的是,淋膜模头上设有加热管。
9.进一步的是,加热管的加热范围为170℃-300℃。
10.进一步的是,加热管有多个,多个加热管间隔分布。
11.进一步的是,分段式浸渍纤维增强热塑性树脂预浸料的成型装置还包括放卷器和展纱器;卷绕在放卷器上的纤维纱穿过展纱器后穿过进料口。
12.进一步的是,分段式浸渍纤维增强热塑性树脂预浸料的成型装置还包括定型器和牵引器;纤维纱从出料口出来后依次穿过定型器和牵引器。
13.进一步的是,第一纤维通道内的温度和第二纤维通道内的温度均为200℃-350℃。
14.总的说来,本实用新型与现有技术相比,其有益效果在于:本实用新型的淋膜模头设置在浸渍模头之前,能够根据产品质量状况实时调节树脂分布,保证将树脂均匀的挤出在纤维纱上面,确保产品的均匀性。浸渍模头设有第一纤维通道和第二纤维通道,实现两种不同强度的浸渍,,确保浸渍充分,减少纤维的磨损。本实用新型适合生产大宽度的预浸料,生产的预浸料不仅宽度达到1500mm,而且在厚度均匀和玻纤含量均匀性比较好,同时本实用新型也可以适合快速生产,速度可以达到10m/min以上。
附图说明
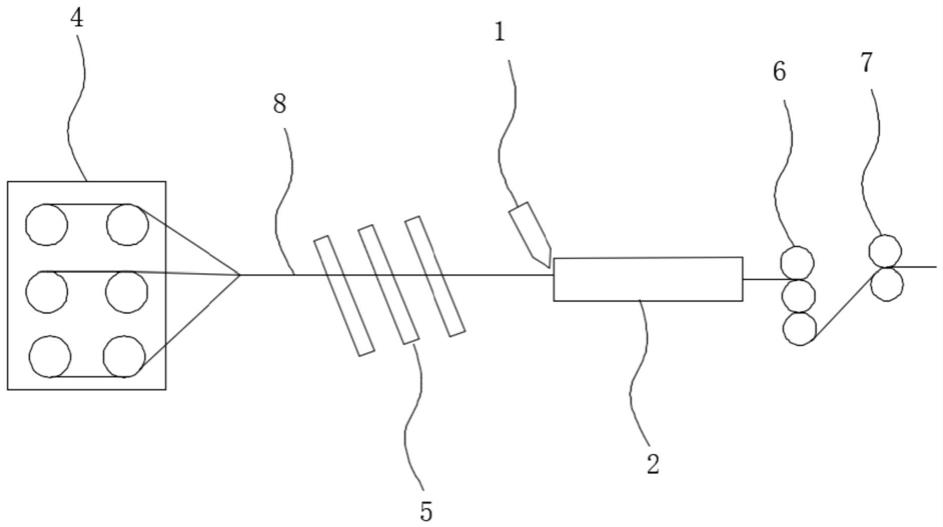
15.图1是分段式浸渍纤维增强热塑性树脂预浸料的成型装置的结构示意图。
16.图2是淋膜模头和浸渍模头的结构示意图。
17.图3是浸渍模头的结构示意图。
18.图中,1为淋膜模头,2为浸渍模头,3为加热管,4为放卷器,5为展纱器,6为定型器,7为牵引器,8为纤维纱;
19.21为上模头,22为下模头,23为第一波浪面,24为第二波浪面,25为第三波浪面,26为第四波浪面,27为第一纤维通道,28为第二纤维通道。
20.具体实施方
21.下面结合附图和实施例,对本实用新型的具体实施方作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
22.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“连通”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
23.为叙述方便,除另有说明外,下文所说的上下方向与图1本身的上下方向一致,下文所说的左右方向与图1本身的左右方向一致。
24.如图1至3所示,本实施例提供一种分段式浸渍纤维增强热塑性树脂预浸料的成型装置,包括用于挤出树脂的淋膜模头1、浸渍模头2;浸渍模头2上设有依次连通的进料口、第一纤维通道27、第二纤维通道28、出料口;淋膜模头1位于进料口处,纤维纱8依次穿过进料口、第一纤维通道27、第二纤维通道28、出料口,第一纤维通道27和第二纤维通道28均呈波浪状,第一纤维通道27的波幅小于第二纤维通道28的波幅,第一纤维通道27的波长大于第二纤维通道28的波长。采用外置淋膜模头1挤出树脂,把树脂出料和纤维纱8的浸渍分成两个步骤进行。其中淋膜模头1是将树脂均匀的挤出在玻纤(纤维纱8)上面,然后树脂随玻纤进入浸渍模头2内。浸渍模头2内部是设有第一纤维通道27和第二纤维通道28,第一纤维通
道27为缓浸渍区域,第二纤维通道28为强浸渍区域,实现分段式浸渍,适合均匀的大宽幅的连续纤维增强热塑性树脂预浸料成型。缓浸渍区域具有波纹幅度相对较小,波长相对较大的特征。在缓浸渍区域纤维刚进入浸渍模头2内,多处于干纱状态,树脂正逐渐涂覆在纤维上面,由于波纹较缓,减少了纤维干纱的磨损。随着纤维的浸渍,纤维进入强浸渍区域,纤维表面涂覆的树脂一定程度上具有了润滑作用,此时通过波纹幅度相对较大、波较短的第二纤维通道28进行相对较大的强浸渍,一方面保证了预浸料浸渍所需要的强度,另一方面也最大程度的减少了纤维的磨损。第一纤维通道27为缓浸渍区域,第二纤维通道28为强浸渍区域。
25.具体的,在一个实施例中,所述第一纤维通道的波纹数量不同于第二纤维通道的波纹数量。
26.具体的,在一个实施例中,第一纤维通道27的波幅为第二纤维通道28的波幅的0.35-0.65倍,使得纤维纱8从第一纤维通道27进入第二纤维通道28时可以平稳过渡的同时提高浸渍的质量,第一纤维通道27与第二纤维通道28的波幅比值太小,强浸渍强度不够造成浸渍效果不好,第一纤维通道27与第二纤维通道28的波幅比值太大,纤维纱8从第一纤维通道27进入第二纤维通道28时,纤维纱8前后受到的摩擦力差距过大,容易造成纤维纱8断裂。
27.具体的,在一个实施例中,第一纤维通道27的波长为第二纤维通道28的波长的1.8倍-2.65倍,使得纤维纱8在第一纤维通道27得到充分的缓冲。
28.具体的,在一个实施例中,第一纤维通道27的长度为第二纤维通道28的长度的0.3-0.5倍,第二纤维通道28的长度(沿着纤维纱8的流通方向)至少为第一纤维通道27的长度的两倍,使得纤维纱8进行强浸渍的时间足够长,保证了浸渍的质量。
29.具体的,在一个实施例中,浸渍模头2包括上模头21和下模头22;上模头21上设有第一波浪面23和第二波浪面24,下模头22上设有与第一波浪面23适配的第三波浪面25和与第二波浪面24适配的第四波浪面26。第一波浪面23与第三波浪面25相互平行,第一波浪面23与第三波浪面25之间形成第一纤维通道27,第一波浪面23与第三波浪面25之间的间隙为第二纤维通道28。第二波浪面24与第四波浪面26相互平行,第二波浪面24与第四波浪面26之间形成第二纤维通道28,第二波浪面24与第四波浪面26之间的间隙为第二纤维通道28。
30.具体的,在一个实施例中,第一波浪面23与第三波浪面25之间的距离大于等于第二波浪面24与第四波浪面26之间的距离。第一波浪面23与第三波浪面25之间的距离较大,可以减小树脂与纤维纱8表面的磨损,起到保护纤维纱8的作用。第二波浪面24与第四波浪面26之间的距离较小,可以增大树脂与纤维纱8表面的摩擦,使得浸渍更加充分。
31.具体的,在一个实施例中,淋膜模头1上设有加热管3。树脂出料是靠外置的淋膜模头1实现均匀的挤出,充分发挥衣架式淋膜模头1出料均匀、可控的优点。保持了进入模头内树脂含量的均匀性。为保持出料均匀,设置加热管3对淋膜模头1靠近喷嘴的地方进行控温,通过控温调节树脂流量。淋出树脂在纤维纱8上,有加热管3烘烤保温,确保树脂在进浸渍模头2内第一纤维通道27和第二纤维通道28时达到所需的温度。
32.具体的,在一个实施例中,纤维增强热塑性树脂预浸料是由纤维和热塑性树脂组成。其中纤维包括碳纤维、玻璃纤维、芳纶纤维的一种或多种的混杂物组成。树脂包括聚乙烯、聚丙烯、尼龙、聚碳酸酯、其他通用树脂或高性能工程塑料。
33.具体的,在一个实施例中,加热管3的加热范围为170℃-250℃。树脂在淋膜模头1挤出后,迅速进入浸渍模头2。淋膜模头1的温度设置为170℃-250℃,浸渍模头2内的波纹状的第一纤维通道27和第二纤维通道28使纤维和树脂充分浸渍。
34.具体的,在一个实施例中,加热管3有多个,多个加热管3间隔分布。淋膜模头1横向(沿着纤维纱8的宽度方向)设置了一排加热棒,使得挤在纤维纱8上每一处树脂的温度都能到达合适的温度。
35.具体的,在一个实施例中,分段式浸渍纤维增强热塑性树脂预浸料的成型装置还包括放卷器4和展纱器5;卷绕在放卷器4上的纤维纱8形成纤维纱团,纤维纱8穿过展纱器5后穿过进料口。纤维纱团通过放卷器放卷后再经过横向排布和整定,最终具有一定的幅宽,最后进入浸渍模头2进行浸渍。
36.具体的,在一个实施例中,分段式浸渍纤维增强热塑性树脂预浸料的成型装置还包括定型器6和牵引器7;纤维纱8从出料口出来后依次穿过定型器6和牵引器7。浸渍后的纤维纱8与树脂形成熔融态的纤维片材。纤维片材经过定型器6冷却定型,随后在牵引器7的牵引下收卷得成品。
37.具体的,在一个实施例中,第一纤维通道27内的温度和第二纤维通道28内的温度均为200℃-350℃,保证了浸渍的质量。
38.通过分段式浸渍纤维增强热塑性树脂预浸料的成型装置,实现预浸料均匀的稳定生产,将产品的厚度公差控制在
±
3%以内,玻纤含量公差控制在
±
2%以内,提升产品品质。同时,该成型装置在保证品质的前提下能够生产大宽幅的预浸料,将预浸料的宽幅提升到1000mm至1500mm之间,提高了生产的效率。
39.如图1至3所示,分段式浸渍纤维增强热塑性树脂预浸料的成型装置的使用方法包括如下步骤:
40.s1:准备淋膜模头、浸渍模头。
41.s2:在浸渍模头上开设进料口、波浪形的第一纤维通道、波浪形的第二纤维通道、出料口,并使得第一纤维通道的波幅小于第二纤维通道的波幅,第一纤维通道的波长大于第二纤维通道的波长。
42.s3:将淋膜模头安装在进料口处并使得淋膜模头的喷嘴对准进料口。采用外置淋膜模头的方式出料,能够根据产品质量状况在线调节树脂分布,保持树脂出料的均匀。淋膜模头温度范围在170-300℃之间,淋出来的树脂宽度在1000mm-1500mm之间,均匀稳定,且淋膜模头紧靠着浸渍模头的进料口,有保温效果,确保淋出来树脂能够迅速进入浸渍模头内。
43.s4:选择合适的纤维增强热塑性树脂预浸料,根据产品的宽幅、厚度和纤维含量计算出所需的纤维数量组成纤维纱团,连续纤维增强热塑性树脂预浸料的宽幅在1000mm-1500mm之间,纤维质量含量范围40%-75%之间。
44.纤维纱在放卷器中被引出展纱机中,加热并施加一定张力进行展纱,把带有上浆剂的纤维分散展宽;展纱温度设置为150℃-250℃。将展开的纤维纱依次穿过进料口、第一纤维通道、第二纤维通道、出料口。
45.s5:采用淋膜模头挤出树脂,保持树脂均匀挤到纤维纱上且淋膜模头紧靠着浸渍模头的进料口,使得树脂在淋膜模头挤出后与纤维纱一同迅速进入浸渍模头的第一纤维通
道和第二纤维通道。
46.s6:控制纤维纱进入第一纤维通道和第二纤维通道的速度,纤维纱经过第一纤维通道的缓慢浸渍和第二纤维通道的强力浸渍,使纤维和树脂充分浸渍。树脂在淋膜模头挤出后,迅速进入浸渍模头。使纤维和树脂充分浸渍。
47.s7:浸渍后的熔融态的纤维片材从出料口送出,待熔融态的纤维片材冷却定型后收卷得成品。纤维浸渍的速度是5m/min-20m/min之间,浸渍后的预浸料经过两辊定型器冷却定型,随后收卷得成品。
48.最后测试成品玻纤含量c,玻纤含量计算方式如下:
[0049][0050]
其中,是m1烧之前的样品重量,m2是烧之后的样品质量,测量玻纤含量的条件是将成品800℃烧10min。
[0051]
具体的,在一个实施例中,生产1200tex、玻璃纤维质量含量为60%-70%的产品时,树脂选择pe树脂,树脂和纤维纱的宽幅为1300mm。淋膜模头温度为150-220℃,浸渍模头温度为220-230℃,生产速度为8m/min,通过使用上述成型装置和成型方法,生产出来的片材厚度公差小于
±
2%,片材玻纤含量公差小于
±
2%。
[0052]
具体的,在一个实施例中,生产1200tex、玻璃纤维质量含量为60%-70%的产品时,树脂选择pp树脂,树脂和纤维纱的宽幅为1300mm。淋膜模头温度为150-220℃,浸渍模头温度为230-240℃,生产速度为8m/min,通过使用上述成型装置和成型方法,生产出来的片材厚度公差小于
±
3%,片材玻纤含量公差小于
±
2%。
[0053]
具体的,在一个实施例中,生产1200tex、玻璃纤维质量含量为60%-70%的产品时,树脂选择pa树脂,树脂和纤维纱的宽幅为1300mm。淋膜模头温度为190-260℃,浸渍模头温度为250-270℃,生产速度为8m/min,通过使用上述成型装置和成型方法,生产出来的片材厚度公差小于
±
2%,片材玻纤含量公差小于
±
1.5%。
[0054]
以上所述仅是本实用新型的优选实施方,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1