具有对缝功能的下模模具装置的制作方法
1.本实用新型涉及机械领域,具体涉及一种具有对缝功能的下模模具装置。
背景技术:
2.有一种汽车扶手骨架半成品需要进行粘贴表皮和包边,该汽车扶手骨架半成品的结构如图10
‑
12所示,汽车扶手骨架半成品1包括第一侧面部2和第二侧面部3,第一侧面部2包括由内至外依次设置的骨架2a、发泡层2b以及海绵层2c,其中,海绵层2c的外表面还预先喷涂有热熔胶层(图中未示出);第二侧面部3与第一侧面部2连接在一起,包括由内至外依次设置的骨架(图中未示出)以及发泡层(图中未示出),发泡层的外表面还预先喷涂热熔胶层。第二侧面部3上设置尖角状的缺口,第二侧面部3的靠近该缺口的部分称为缺口边部4。第二侧面部3的需要包边的边部中除了缺口边部4以外的边部,以及第一侧面部2的需要包边的边部,统称为外边缘边部5。如图12所示,所使用的表皮包括第一表皮部6和第二表皮部,第一表皮部6用于粘贴在第一侧面部2上,第二表皮部用于粘贴在第二侧面部3上。为了美观和实用,第二表皮部由两块表皮缝合而成,其缝合部位在表皮的外表面形成表皮缝合缝隙,并且第二表皮部的其中一块表皮延伸出去形成第一表皮部6。现在需要用上述表皮,来对该车扶手骨架半成品进行外表面粘贴表皮(pvc)加工以及对缺口边部4和外边缘边部5进行包边加工,从而得到产品。
3.现有技术中的包边设备一般包括上模、下模以及包边装置,上模固定骨架半成品并能够进行竖直至方向上的移动,下模通常包括一体式的模胎,通过该模胎将表皮进行固定,在加工时,将上模下移使固定骨架半成品压紧在下模上的表皮上(简称合模),从而使表皮粘贴在固定骨架半成品的表面,然后包边装置对骨架半成品的各个需要包边的边部进行包边。
4.由于汽车扶手骨架半成品1的第一侧面部2为比较垂直的弧面,且海绵层的海绵为软体,会膨胀,若采用现有技术中的上模和下模进行合模,压紧后会把海绵膨胀部分压进去,那么与海绵粘贴在一起的表皮就会出现明显的褶皱,使得产品不符合加工要求。
技术实现要素:
5.本实用新型是为了解决上述问题而进行的,目的在于提供一种具有对缝功能的下模模具装置。
6.本实用新型提供了一种具有对缝功能的下模模具装置,设置在汽车扶手包边设备中,用于固定表皮并将该表皮粘贴在汽车扶手骨架半成品的外表面上,该汽车扶手骨架半成品的外表面具有热熔胶层,并且该汽车扶手骨架半成品包括连接在一起的第一侧面部和第二侧面部,表皮包括连接在一起第一表皮部和第二表皮部,第一表皮部用于粘贴在第一侧面部上并且具有海绵层,第二表皮部用于粘贴在第二侧面部上,第一表皮部上还设置有表皮缝合缝隙,具有这样的特征,包括:第一支撑架;第二支撑架,固定连接在第一支撑架上并且位于第一支撑架的上方;侧面模具机构,用于对第一表皮部进行固定并推动第一表皮
部使其覆盖在第一侧面部上,包括上侧面模具部和下侧面模具部;底面模具机构,设置在第一支撑架上,用于对第二表皮部进行固定,包括与第二侧面部的位置相对应的底部模胎以及用于驱动底部模胎进行竖直移动的底部驱动单元,底部模胎上设置有与表皮缝合缝隙的位置和形状相匹配的对缝刀,该对缝刀用于插入表皮缝合缝隙内从而进行定位;以及真空发生器,其中,上侧面模具部设置在第二支撑架上,包括与第一侧面部的位置相对应的上侧面模胎以及用于驱动上侧面模胎进行水平后移或前移动作的上侧面驱动单元,上侧面模胎用于对第一表皮部进行固定,下侧面模具部设置在第一支撑架上,包括与第一侧面部的位置相对应且与第一侧面部的形状相匹配的下侧面模胎以及用于驱动下侧面模胎进行斜向上后移或斜向下前移动作的下侧面驱动单元,下侧面模胎的位置低于上侧面模胎,且下侧面模胎的上部表面与水平方向的夹角大于上侧面模胎的上部表面与水平方向的夹角,底部模胎和上侧面模胎上均设置多个通孔,真空发生器通过不同的真空管道分别与底部模胎和上侧面模胎上的通孔连接,用于对通孔抽真空使表皮被吸附并吸紧在相应的模胎上。
7.在本实用新型提供的具有对缝功能的下模模具装置中,还可以具有这样的特征:其中,上侧面模胎的表面在竖直方向上为平面,第一侧面部的外表面在竖直方向上为弧面。
8.在本实用新型提供的具有对缝功能的下模模具装置中,还可以具有这样的特征:其中,下侧面模胎的上部表面与水平方向的夹角为89
°
,上侧面模胎的上部表面与水平方向的夹角84
°
。
9.在本实用新型提供的具有对缝功能的下模模具装置中,还可以具有这样的特征:其中,上侧面模胎的上部比下侧定位模胎的上部更远离底部模胎8mm。
10.在本实用新型提供的具有对缝功能的下模模具装置中,还可以具有这样的特征:其中,上侧面驱动单元、下侧面驱动单元以及底部驱动单元均为气缸驱动结构。
11.在本实用新型提供的具有对缝功能的下模模具装置中,还可以具有这样的特征:其中,下侧面驱动单元包括用于驱动下侧面模胎进行水平移动的气缸和用于驱动下侧面模胎进行竖直移动的气缸,底部驱动单元通过导柱
‑
导轨结构来驱动底部模胎进行竖直移动。
12.在本实用新型提供的具有对缝功能的下模模具装置中,还可以具有这样的特征,还包括:模具控制机构,用于控制侧面模具机构和底面模具机构的运行。
13.在本实用新型提供的具有对缝功能的下模模具装置中,还可以具有这样的特征:其中,底部模胎上的多个通孔分为两部分排布,一部分通孔沿对缝刀的长度方向呈线状排布在对缝刀的旁边,另一部分通孔分别通过单独的真空管道与真空发生器连接。
14.实用新型的作用与效果
15.根据本实用新型所涉及的具有对缝功能的下模模具装置,因为包括包括第一支撑架、第二支撑架、侧面模具机构、底面模具机构以及真空发生器,第二支撑架连接在第一支撑架上并且位于第一支撑架的上方,侧面模具机构包括设置在第二支撑架上的上侧面模具部和设置在第一支撑架上的下侧面模具部,因此通过该模具装置粘贴表皮可以分两步进行,先通过上侧面模具部和底面模具机构对表皮定位,进而通过下压对汽车扶手骨架半成品的第二侧面部进行粘边,在该过程中上侧面模具部不会被第一侧面部上的海绵蹭到;然后上侧面模具部后移并且底面模具机构和汽车扶手骨架半成品一起下移,下侧面模具部斜向上后移,从而推动表皮由下往上逐渐包覆并粘贴在第一侧面部上,从而完成表皮的粘贴加工。通过该模具装置完成的粘贴加工不会产生一次性合模粘贴时的模具挤压海绵所导致
的表皮粘贴出现褶皱的问题。
16.进一步地,因为底面模具机构包括底部模胎,该底部模胎上设置有与表皮缝合缝隙的位置和形状相匹配的对缝刀,该对缝刀可以插入表皮缝合缝隙内从而进行可以实现对表皮的精准定位。
附图说明
17.图1是本实用新型的实施例中汽车扶手包边设备的结构框图;
18.图2是本实用新型的实施例中下模模具装置和包边装置的立体结构示意图;
19.图3是本实用新型的实施例中下模模具装置和包边装置的俯视图;
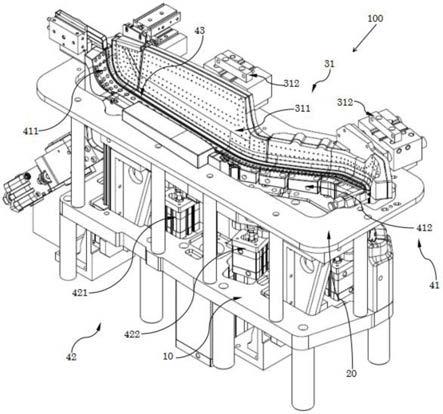
20.图4是本实用新型的实施例中下模模具装置的立体结构;
21.图5是本实用新型的实施例中下模模具装置的俯视图;
22.图6是本实用新型的实施例中上侧面模胎、下侧面模胎以及底部模胎均处于各自的初始位置时,下模模具装置的剖视示意图;
23.图7是本实用新型的实施例中第二底部子模胎和第二底部子驱动单元的立体结构示意图;
24.图8是本实用新型的实施例中下模模具装置的工作状态示意图一;
25.图9是本实用新型的实施例中下模模具装置的工作状态示意图二;
26.图10是本实用新型中待加工的汽车扶手骨架半成品的结构示意图一;
27.图11是本实用新型中待加工的汽车扶手骨架半成品的结构示意图二;
28.图12是本实用新型中第一侧面部粘贴表皮并包边后的结构示意图。
具体实施方式
29.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,以下实施例结合附图对本实用新具有对缝功能的下模模具装置作具体阐述。
30.图1是本实用新型的实施例中汽车扶手包边设备的结构框图。
31.如图1所示,本实施例中的汽车扶手包边设备1000用于对汽车扶手骨架半成品1粘贴表皮并进行包边,包括:支撑装置(图中未示出)、下模模具装置100、上模模具装置200、加热装置300、包边装置400以及控制装置500。控制装置500用于控制下模模具装置100、上模模具装置200、加热装置300以及包边装置400的运行。
32.图2是本实用新型的实施例中下模模具装置和包边装置的立体结构示意图;图3是本实用新型的实施例中下模模具装置和包边装置的俯视图;图4是本实用新型的实施例中下模模具装置的立体结构;图5是本实用新型的实施例中下模模具装置的俯视图;图6是本实用新型的实施例中上侧面模胎、下侧面模胎以及底部模胎均处于各自的初始位置时,下模模具装置的剖视示意图。
33.如图2
‑
6所示,下模模具装置100设置在支撑装置上,包括第一支撑架10、第二支撑架20、侧面模具机构30、底面模具机构40、真空发生器以及模具控制机构50。模具控制机构50与控制装置500通信连接,用于在控制装置500的控制下控制侧面模具机构30、底面模具机构40以及真空发生器的运行。
34.第一支撑架10固定连接在支撑装置上。第二支撑架20固定连接在第一支撑架10上
并且位于第一支撑架10的上方。
35.如图4、6所示,底面模具机构40设置在第一支撑架10上,用于对第二表皮部进行固定。底面模具机构40包括底部模胎41、底部驱动单元42以及对缝刀43。
36.图7是本实用新型的实施例中第二底部子模胎和第二底部子驱动单元的立体结构示意图。
37.如图4
‑
7所示,底部模胎41包括第一底部子模胎411、和第二底部子模胎412。第一底部子模胎411与第二侧面部3的位置相对应,且其形状和大小与第二侧面部3相匹配,因此其具有与第二侧面部3的尖角状的缺口相对应的缺口。第一底部子模胎411上设置有对缝刀43,该对缝刀43的形状与表皮缝合缝隙的形状相匹配,用于插入表皮缝合缝隙从而对表皮进行定位。第二底部子模胎412的形状与缺口边部4的形状相匹配,并对应设置在第一底部子模胎411的缺口处。
38.第一底部子模胎411和第二底部子模胎412上均设置有多个通孔。第一底部子模胎411上的多个通孔分为两部分排布,分别为第一通孔组4111和第二通孔组4112,第一通孔组4111中的通孔沿对缝刀的长度方向呈线状排布在对缝刀的旁边,第二通孔组4112中的通孔均匀分布在第一底部子模胎411上的其余位置。
39.底部驱动单元42包括第一底部子驱动单元421以及第一底部子驱动单元422。第一底部子驱动单元421用于驱动第一底部子模胎411进行上下移动。第二底部子驱动单元422用于驱动第二底部子模胎412进行上下移动。第一底部子驱动单元421以及第一底部子驱动单元422均为现有技术,例如气缸驱动的导柱
‑
导轨结构来实现竖直移动。
40.当第二底部子驱动单元422驱动第二底部子模胎412移动至其上表面与第一底部子模胎411的上表面相齐平的位置时,第一底部子模胎411和第二底部子模胎412用于共同对第二表皮部进行定位。当第二底部子驱动单元驱动第二底部子模胎412由与第一底部子模胎411上表面相齐平的位置向上移动时,第二底部子模胎将位于其上表面的表皮(该表皮为对应缺口边部4的第二表皮部的一部分)上推从而使表皮包覆在缺口边部4上。
41.如图4、6所示,侧面模具机构30用于对第一表皮部6进行固定并推动第一表皮部使其覆盖在第一侧面部2上,包括上侧面模具部31和下侧面模具部32。
42.上侧面模具部31设置在第二支撑架20上,且位于底面模具机构40的一侧,包括上侧面模胎311和上侧面驱动单元312。上侧面模胎311用于对第一表皮部6进行固定和预定型,与第一侧面部2的位置相对应设置。上侧面模胎311的表面在竖直方向上为平面(见图6),在水平方向上的形状与第一侧面部的形状相匹配。上侧面模胎311的上部表面与水平方向的夹角为84
°
。上侧面模胎311上设置多个通孔。上侧面驱动单元312为气缸驱动结构,用于在在控制装置500的控制下,驱动上侧面模胎进行水平后移或前移动作的上侧面驱动单元。本实施例中所涉及的“前移”为从水平方向看,向靠近底面模具机构40的方向移动;“后移”为从水平方向看,向远离底面模具机构40的方向移动。
43.下侧面模具部32设置在第一支撑架20上,位于上侧面模胎311的下方,并且与上侧面模具部31设置在底面模具机构40的同一侧。下侧面模具部32包括下侧面模胎321和下侧面驱动单元(图中未示出)。下侧面模胎321与第一侧面部的位置相对应且与第一侧面部的形状相匹配。下侧面模胎321的位置低于上侧面模胎311,且下侧面模胎321的上部表面与水平方向的夹角89
°
。下侧面驱动单元用于驱动下侧面模胎321进行斜向上后移或斜向下前移
动作。下侧面驱动单元包括两个气缸,这两个气缸分别用于驱动下侧面模胎321进行水平移动和竖直移动,两个气缸同时工作,从而实现上述倾斜移动。当下侧面驱动单元用于驱动下侧面模胎321进行斜向上后移动作时,下侧面模胎321推动第一表皮部6由下往上逐渐包覆并粘贴在第一侧面部上6。
44.真空发生器设置在第一支撑架20上,为真空泵,该真空泵通过不同的真空管道(图中未示出)分别与上侧面模胎311上的所有通孔通孔、第一通孔组4111中的所有通孔、第二通孔组4112中的所有通孔以及第二底部子模胎412上的所有通孔连接,并且上述各不同的真空管道上各设置由控制机构控制的阀门来控制通断。当真空发生器与相应的通孔相连通且抽真空时,能够将放置在相应模胎上的表皮吸附并吸进在该模胎上。
45.上模模具装置200设置在支撑装置上,用于对汽车扶手骨架半成品1进行固定,包括骨架固定单元(图中未示出)和垂直驱动单元(图中未示出)。骨架固定单元安装在垂直驱动单元上,且位于底部模胎41的正上方,用于固定汽车扶手骨架1并在垂直驱动单元的驱动下进行上下移动。当骨架固定单元下移时,能够正好将将第二侧面部3压紧在底部模胎41上。骨架固定单元为现有技术,比如采用定位模胎和夹爪相配合的结构。垂直驱动单元为现有技术,比如采用滑轨式结构。
46.加热装置300设置在支撑装置上,用于对汽车扶手骨架半成品1表面的热熔胶层进行加热,括加热单元(图中未示出)和水平驱动单元(图中未示出)。水平驱动单元用于驱动加热单元水平移动,从而在与汽车扶手骨架半成品1相对应的位置上,对汽车扶手骨架半成品1表面的热熔胶层进行加热。加热单元为现有技术,例如采用公告日为2019年6月21日的中国实用新型专利申请cn209007966u中的红外和热风联合加热单元。
47.包边装置400设置在支撑装置上,且环绕设置在下模模具装置100的周围,用于对汽车扶手骨架半成品1的外边缘边部5进行包边。包边装置400为现有技术,例如采用公告日为2019年6月21日的中国实用新型专利申请cn209007966u中的前角翻边装置、后角翻边装置。
48.图8是本实用新型的实施例中下模模具装置的工作状态示意图一;图9是本实用新型的实施例中下模模具装置的工作状态示意图二。
49.扶手包边设备1000开始运行时,上侧面模胎311、下侧面模胎321、第一底部子模胎411、第二底部子模胎412、骨架固定单元、加热单元位于各自的初始位置。当上侧面模胎311、下侧面模胎321、第一底部子模胎411以及第二底部子模胎412均处于各自的初始位置时,彼此之间的位置关系如图6、8所示,此时,第一底部子模胎411以及第二底部子模胎412的上表面相齐平,并且上侧面模胎311与第一底部子模胎411以及第二底部子模胎412拼合在一起。
50.控制装置500控制下模模具装置100、上模模具装置200以及包边装置400的运行,从而将表皮粘贴在外表面具有热熔胶层的汽车扶手骨架半成品1上并进行包边的过程包括以下步骤:
51.步骤s1,将表皮的表皮缝合缝隙对准对缝刀43从而将表皮以背面朝上的状态放置在上侧面模胎311、第一底部子模胎411以及第二底部子模胎412上。此时,第一表皮部6对应上侧面模胎311,第二表皮部对应第一底部子模胎411和第二底部子模胎412。并且,将汽车扶手骨架半成品1以其待粘贴表皮的面(外表面)朝下的状态固定在骨架固定单元上,然后
进入步骤s2。
52.步骤s2,给第一通孔组4111的通孔抽真空,判断对缝刀43是否准确插入表皮缝合缝隙中,若判断结果为否,然后进入步骤s3,若判断结果为是,然后进入步骤s4。
53.步骤s3,停止对第一通孔组4111抽真空,调整表皮的位置,然后进入步骤s2。
54.步骤s4,分别给上侧面模胎311、第二通孔组4112以及第二底部子模胎412的通孔抽真空。此时,表皮被吸紧在上侧面模胎311、第一底部子模胎411以及第二底部子模胎412上,并且其第一表皮部6被吸紧在上侧面模胎311上,第二表皮部被吸紧在第一底部子模胎411和第二底部子模胎412上。然后进入步骤s5。
55.步骤s5,垂直驱动单元驱动骨架固定单元由其初始位置下移至待加热位置,同时水平驱动单元驱动加热单元由其初始位置水平移动至加热位置。然后进入步骤s6。
56.步骤s6,加热单元加热,从而将汽车扶手骨架半成品1的热熔胶层融化,然后进入步骤s7。
57.步骤s7,水平驱动单元驱动加热单元由加热位置回退至其初始位置,然后进入步骤s8。
58.步骤s8,垂直驱动单元驱动骨架固定单元由待加热位置下移至第一压紧位置,从而将汽车扶手骨架半成品1压紧在第一底部子模胎上411,使得第二表皮部粘贴在第二侧面部3上,在该过程中,上侧面模胎311不会被海绵层2c蹭到。该过程完成时的状态如图8所示,然后进入步骤s9。
59.步骤s9,停止对上侧面模胎311和第一底部子模胎411抽真空,并且上侧面驱动单元312驱动上侧面模胎311由其初始位置水平后移至回避位置。然后进入步骤s10。
60.步骤s10,垂直驱动单元驱动骨架固定单元由第一压紧位置下移至第二压紧位置,第一底部子驱动单元421驱动第一底部子模胎411下移至其粘边位置,第二底部子驱动单元422驱动第二底部子模胎412下移至其粘边位置,并且固定单元、第一底部子模胎411以及第二底部子模胎412同步下移。然后进入步骤s11。
61.步骤s11,下侧面驱动单元驱动下侧面模胎321由其初始位置进行斜向上后移动作到达其粘边位置,从而推动第一表皮部6由下往上逐渐包覆并粘贴在第一侧面部2上。该过程完成时的状态如图9所示。然后进入步骤s12。
62.步骤s12,停止对第二底部子模胎412抽真空,然后进入步骤s13。
63.步骤s13,第二底部子驱动单元422驱动第二底部子模胎412由其粘边位置向上移动至其包边位置,第二底部子模胎412将对应缺口边部4的第二表皮部包覆并粘贴在缺口边部4上。同时,包边装置400对外边缘边部5进行包边。然后进入步骤s14。
64.步骤s14,垂直驱动单元驱动骨架固定单元由其第二压紧位置上升回到其初始位置,然后进入步骤s15。
65.步骤s15,第一底部子驱动单元421驱动第一底部子模胎411下由其粘边位置上升回到其初始位置,第二底部子驱动单元422驱动第二底部子模胎412由其粘边位置上升回到其初始位置,下侧面驱动单元驱动下侧面模胎321由其粘边位置进行斜向下前移动作回到其初始位置,上侧面驱动单元312驱动上侧面模胎311由回避位置水平前移回到其初始位置。然后进入步骤s16。
66.步骤s16,将完成粘贴和包边(加工完成)的汽车扶手骨架成品从骨架固定单元上
取下,至此完成一轮粘贴、包边加工。
67.实施例的作用与效果
68.根据本实施例所涉及的汽车扶手包边设备,因为包括模具装置,模具装置包括第一支撑架、第二支撑架、侧面模具机构、底面模具机构以及真空发生器,第二支撑架连接在第一支撑架上并且位于第一支撑架的上方,侧面模具机构包括设置在第二支撑架上的上侧面模具部和设置在第一支撑架上的下侧面模具部,因此通过该模具装置粘贴表皮可以分两步进行,先通过上侧面模具部和底面模具机构对表皮定位,进而通过下压对汽车扶手骨架半成品的第二侧面部进行粘边,在该过程中上侧面模具部不会被第一侧面部上的海绵蹭到;然后上侧面模具部后移并且底面模具机构和汽车扶手骨架半成品一起下移,下侧面模具部斜向上后移,从而推动表皮由下往上逐渐包覆并粘贴在第一侧面部上,从而完成表皮的粘贴加工。通过该模具装置完成的粘贴加工不会产生一次性合模粘贴时的模具挤压海绵所导致的表皮粘贴出现褶皱的问题。
69.进一步地,因为底面模具机构包括第一底部子模胎、第二底部子模胎、第一底部子驱动单元以及第二底部子驱动单元,第一底部子驱动单元以及第二底部子驱动单元分别驱动第一底部子模胎和第二底部子模胎上下移动,所以,当第二底部子驱动单元驱动第二底部子模胎移动至与第一底部子模胎上表面相齐平的位置时,第一底部子模胎和第二底部子模胎可以共同对第二表皮部进行定位从而进行后续的粘边加工;当第二底部子驱动单元驱动第二底部子模胎由与第一底部子模胎上表面相齐平的位置向上移动时,第二底部子模胎将对应缺口边部的第二表皮部包覆在缺口边部上,从而实现缺口边部的包边。
70.另外,因为本实施例中的汽车扶手包边设备还包括包边装置,通过包边装置能够汽车扶手骨架半成品的除了缺口边部以外的边部进行包边。
71.进一步地,因为第一底部子模胎上设置有与表皮缝合缝隙的位置和形状相匹配的对缝刀,该对缝刀可以插入表皮缝合缝隙内从而进行可以实现对表皮的精准定位。
72.综上,本实施例的汽车扶手包边设备能够对汽车扶手骨架半成品粘贴表皮并对汽车扶手骨架半成品进行包边加工。
73.上述实施方式为本实用新型的优选案例,并不用来限制本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1