将元件注射成型到线缆上的制作方法
1.本发明涉及一种用于制造线缆的方法,该方法使用具有模腔和至少一个第一开口的模制工具以及使用线路,其中,线路由至少一个芯线和包围该至少一个芯线的线路护套构成,其中,将线路放入模腔中并至少经由第一开口从模腔中引出,并且其中,将模制材料以一定压力注入到模制工具的模腔中。
背景技术:
2.这类方法需要围绕线路进行进一步加工。在此,利用注塑过程进一步加工线路,使得在线路上模制成型出功能元件。例如,这可以是线缆出线口、线缆分支或插接器。过去,是将它们作为附件附接并例如螺接在线路上。
3.但是在现有技术中,也已知的方法是将这类功能元件直接喷注到线路上。为此,在注塑过程之前将线路放入注塑模具中,然后在注塑过程中将功能元件加载到线路上。在此可以将针对插接器、短筒插口、线缆出线口或圈环和保持部的任意形状模制成型到线路上。根据所用的材料和过程数据而定地,这些功能元件被良好程度不同地保持在线路上。
4.目标是在线路与功能元件之间建立永久性连接。在此,不仅应建立机械上稳定的连接,而且还应确保功能元件与线路之间的环境密封的连接。
5.线路与功能元件之间的过渡和边界区域在此尤其是成问题的。为了在此建立环境密封连接,在注塑过程中需要特别高的压力,以便尽量建立密封的连接。另一方面,线路必须可靠地紧固在注塑模具中,以此使得在必要的高压下没有材料从模具中泄漏出来。这可能恰好在边界区域中导致过渡不清。
6.在现有技术中,这一问题通过如下方式来解决,即,将线路固定在注塑模具中。在此,要么被放入的线路借助固定元件与注塑模具的半部螺接并环境密封地固定在其中。替选地,要么在注塑模具中设置容纳部,该容纳部远比线路本身小得多。通过闭合模具,将线路挤压到容纳部中。为此,通常会强力压挤线路以确保可靠密闭。在注塑过程之后,必须再将固定元件从模具中取出。虽然该方法在连接密封性方面获得质量上良好的结果,但却具有两个关键的缺陷。
7.一方面,由于线路在固定元件区域中被压挤而在线缆中产生薄弱点。受压挤的线缆从模具中取出后在过渡区域中将再度膨胀。当功能元件尚未完全硬化时,这会直接导致功能元件的轮廓撕裂。此外,当将线路弯曲时,在功能元件的边界区域中,将有很大的力施加到线缆护套上。这会导致线缆过早出现失效、断裂和损坏。此时,过渡区域中的缺口效应尤为不利。
8.另一方面,将线路固定在注塑模具中是花费非常高且耗时的。必须将每个待包封的线路手动放入到模具中、固定,并再取出。无法实现自动化生产。因此,这样制成的线缆成本极高。
技术实现要素:
9.本发明的任务是简化已知的用于制造线缆的过程。这尤其应通过提高生产率和自动化过程来呈现。此外,应消除这样制成的线缆的机械缺陷。
10.该任务通过如下方式来解决,即,通过模制材料的压力将线路挤压到模腔的密封面上,并且线路在密封面处封闭模腔。
11.本发明的另外的适宜的实施方式在从属权利要求中说明。
12.本发明涉及用于制造线缆的方法。该方法在此使用具有模腔和至少一个第一开口的模制工具以及使用线路。线路由至少一个、优选至少两个芯线和线路护套构成。线路护套在此沿线路长度径向包围线路的芯线。
13.根据本发明,将线路的一个区域放入到模制工具的模腔中。线路的其余部分经由模制工具中的至少一个开口从模制工具中引出。
14.本发明的特别实施方式设置的是,模制工具拥有至少两个开口。由此,使得线路不仅可以以一个端部而且可以以两个端部从模腔和模制工具中引出。这就能够实现在线路的中间采用根据本发明的方法。也可行的是,模制工具设有多于两个的开口。因此,线路可以例如放射状展开,并且可以将多个线束从模制工具中引出。
15.根据本发明,借助压力将模制材料挤压到模制工具的模腔中。模制材料优选地完全充满模腔。在此,模制材料以如下方式作用到线路上,使得模制材料将线路从模腔挤出。在此,线路被挤压到模腔的密封面上。密封面被构造成使得线路在密封面处封闭模腔并使得模制材料不会从模腔中溢出。有利的设计方案设置的是,密封面围绕第一开口地布置在模腔中。
16.在本发明特别优选的实施方式中,线路具有密封元件。在此,密封元件包围线路并如下这样地容纳在模腔中,使得模制材料作用到密封元件上并将密封元件挤压到模腔的密封面上。通过模制材料的压力,使得密封元件在密封面处密闭模腔,从而使得模制材料不会流到第一开口中。由此适宜地,使得密封元件作用到密封面处的按压力随压力线性变大。这意味着,模制材料的压力越大,密封元件作用到密封面处的按压力就越大。
17.本发明的特殊实施方式设置的是,线路的密封元件椎体状构造。在此,密封元件以如下方式放入到模腔中,使得密封元件的较厚端部伸入到模腔中,而密封元件的较薄端部伸入到第一开口中。
18.适宜地,模腔的密封面与密封元件在其形状方面相匹配,从而使得线路的密封元件与模腔的密封面形状锁合地(formschl
ü
ssig)相互作用。因此可以在密封面处产生极佳的密闭。通过密封面和密封元件的锥形形状,使得密封元件被模制材料的压力挤压到密封面中。
19.密封元件的特别的实施方式还设置的是,密封元件一体式地成形到线路护套中。这意味着,密封元件与线缆护套一件式地制成。密封元件因此作为加厚部被整合到线缆护套中。由此有利地能在模制材料与线路之间建立机械上可靠且环境密封的连接。
20.为了使线路与模制材料之间的连接更佳,本发明的另外的实施方式设置的是,线路至少区段式具有能够与模制材料形状锁合连接的结构体。为此,容纳在模腔中的区域构造有至少一个径向加厚部。在注塑过程中,该径向加厚部被模制材料完全包住。由此,模制材料就不会拽走线路。该结构体适宜地直接与线路上的密封元件联接。
21.根据本发明,方法被用于将模腔中的模制材料构造成线路上的功能元件。在此,功能元件可以是线缆出线口或优选是插接器。该方法特别适用于直接在线路上模制成型出机械的且相对环境密封的插接器。在特别有利的实施方式中,线路上的密封元件形成插接器的或线缆出线口的抗弯折部。
22.所提出的方法能够实现将这类功能元件特别有利地直接制造到线路上。除了因元件在线路上的形状锁合而具有极佳的机械特性之外,该方法的制造成本比现有技术中已知的方法更低。根据所提出的方法制造的线缆可以以高度自动化的方式制得。特别是可以自动化将线路放入到模制工具中以及从中取出。已知的方法则无法实现这一点。因此,所提出的发明以特别有利的方式解决了现有技术中已知的缺陷。
附图说明
23.下面参照附图详细说明本发明的实施例。其中:
24.图1示出由现有技术已知的方法;以及
25.图2示出根据本发明的方法。
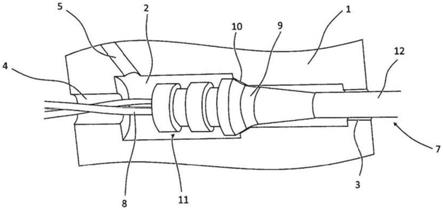
具体实施方式
26.图1示出如由现有技术中已知的方法。图1示出了高度简化的模制工具1。图中仅示出模制工具的两个模制工具半部中的一个。模制工具1具有模腔2,该模腔2延伸穿过模制工具1并被设置用于制造具有抗弯折部的线缆套筒(未示出)。线缆套筒在所示左侧区域中具有用于引入到例如插接器的壳体中的迷宫式密封部。在右侧区域中,线缆套筒过渡成渐缩的抗弯折部。
27.在模腔2右侧,模制工具1具有第一开口3。该第一开口3被设置成用于将线路放入到模制工具1中。线路可以经由第一开口3从模制工具1中引出并因此线路具有不同的长度。
28.为了在注塑过程中防止模制材料穿透第一开口3,设置有固定元件6。构造为卡箍的固定元件6经由两个螺钉与模制工具1的所示半部螺接。线路可以容纳在固定元件6下方,并通过固定元件6固定在模制工具1上并被密闭。在此,借助固定元件6实现对线路的固定,使得线路被夹紧在固定元件6与模制工具1之间。因此可以防止在注塑过程期间模制材料通过第一开口3溢出。
29.在图1的左上区域中,模制工具1中还设置有注入通道5。注入通道5用于在注塑过程中注入模制材料。
30.在左侧除了注入通道5外,模制工具1中还设置有第二开口4。第二开口4用于将线路的第二端从模制工具1和模腔2中引出。这在功能元件、线缆接套、抗弯折部等不是成型在任一端部处而是居中地成型到线路上时尤其适宜。
31.图2示出根据本发明方法的模制工具1。图2同样仅示出模制工具1的半部。在此,模制工具1也具有第一开口3、第二开口4和注入通道5。在模制工具1中,第一开口3与第二开口4之间设置有模腔2。
32.将线路7放入到模制工具1中。在此,线路7的一个端部在右侧所示的区域中被线路护套12包围并穿过第一开口3从模制工具1中伸出。线路7的第二端部在无线路护套12的左侧区域中由两个芯线8形成并从模制工具1的第二开口4中伸出。
33.在图2的中间区域中,模腔2中,密封元件9一体式地成形到线路护套12中。密封元件9椎体状构成并在右侧区域中具有线路护套12的直径。在模腔2的左侧区域中,密封元件9逐渐变厚,直到它几乎具有模腔2的直径。
34.模腔2中引入构成密封面10的阶面。密封面10如下这样地构造,即,使得密封元件9形状锁合地贴靠到密封面10上。通过根据本发明经由注入通道5注入模制材料,使得密封元件9挤压到密封面10上,并且因此避免了模制材料渗入到第一开口3中。
35.此外,在模腔2中,给线路7模制成型有结构体11,该结构体能够实现与模制材料的形状锁合的连接。通过结构体11的适宜轮廓,可以有利地将很大的力从固化的模制材料引入到线路7上。这样就能够实现大幅延长连接部的耐久性。
36.根据本发明的密封元件9有利地通过3d打印法或由现有技术已知的类似方法与线路护套12一件式制成。
37.用于制造线缆的方法
38.附图标记列表
[0039]1ꢀꢀꢀꢀꢀ
模制工具
[0040]2ꢀꢀꢀꢀꢀ
模腔
[0041]3ꢀꢀꢀꢀꢀ
第一开口
[0042]4ꢀꢀꢀꢀꢀ
第二开口
[0043]5ꢀꢀꢀꢀꢀ
注入通道
[0044]6ꢀꢀꢀꢀꢀ
固定器件
[0045]7ꢀꢀꢀꢀꢀ
线路
[0046]8ꢀꢀꢀꢀꢀ
芯线
[0047]9ꢀꢀꢀꢀꢀ
密封元件
[0048]
10
ꢀꢀꢀꢀ
密封面
[0049]
11
ꢀꢀꢀꢀ
结构体
[0050]
12
ꢀꢀꢀꢀ
线路护套
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1