平台单元、3D打印设备及3D打印方法与流程
平台单元、3d打印设备及3d打印方法
技术领域
1.所提出的解决方案涉及用于3d打印设备的平台单元、3d打印设备以及3d打印方法。
背景技术:
2.在3d打印中,三维构件通常分层地由一种或多种材料构建而成。在此例如将塑料、树脂、陶瓷和/或金属用作材料。例如,在这方面中,所谓的熔层方法或熔融沉积成型方法(英文:“fused deposition modeling(熔融沉积成型)”,简称fdm)是已知的。在此,构件或工件分层地由能熔化的塑料或熔化的材料构建而成。
3.为了分层生产相应的构件,经由例如形式为所谓的3d打印机的打印设备的至少一个打印喷嘴将打印材料施加在底板上。在此,经计算机辅助地,通过在打印喷嘴处排出的打印材料分层地构建相应的构件。在这方面例如由wo 2018/039261 a1公知有相应的3d打印设备。
4.在迄今公知的3d打印设备中,通常在3d打印设备上设置有能更换的底板,其在3d打印设备之内是高度能调节的,以便将要打印的构件分层地构建在其上。因此,这样的底板通常用作3d打印设备的打印板,该打印板为要打印的三维构件限定平坦的打印面。恰恰是在较大型的3d打印设备中,这种底板尺寸规格确定得相对较大且较重,从而使得从3d打印设备移除底板,例如用于清洁底板,可能只能相对耗费地进行。
5.此外,在实践中所公知的底板典型地未集成任何附加功能,并且因此通常不太适合使利用3d打印设备所要打印的构件更加灵活。
技术实现要素:
6.基于此背景,所提出的解决方案在于,可以实现对3d打印设备和3d打印方法的改进。
7.该任务利用权利要求1的平台单元、权利要求17的3d打印设备和权利要求18的打印方法解决。
8.所提出的平台单元在此被设立且设置成用于布置在3d打印设备的底板上,并且为要三维分层地构建的构件限定打印面。所提出的平台单元以能拆卸的方式能紧固在底板上,并且具有
9.a)用于对打印面加温的至少一个加热装置,和/或
10.b)至少一个能(从平台单元)移除的烧结底板,该烧结底板限定了打印面的至少一部分,和/或
11.c)用以使用于打印构件的磁体颗粒取向的至少一个磁化装置。
12.根据该方面,所提出的解决方案所基于的基本思路在于:提供单独的且以能拆卸的方式能紧固在3d打印设备的底板上的平台单元,该平台单元提供至少一个附加功能。该附加功能所实现的是:用于在3d打印过程期间对打印面进行限定加温的可能性;提供烧结
底板,该烧结底板可以与布置在其上的被打印的构件一起输送给下游的烧结过程;或者对利用3d打印设备(随同)打印的用于待生产的构件的磁体颗粒进行磁化。
13.由于平台单元以能拆卸的方式紧固在3d打印设备的底板上,使得平台单元可以实施成能从底板移除,尤其是能更换。这尤其可以便于在将平台单元布置在3d打印设备上之前对其进行预先准备。此外,可以储备不同的平台单元,它们选择性地(根据所期望的附加功能)能被紧固在底板上。替选地或补充地,平台单元可以被设立和设置成用于装备不同的附加功能。在此,通过将平台单元以能拆卸的方式紧固在底板上也便于在3d基本设备之外装备平台单元。
14.原则上,在其上以能拆卸的方式紧固平台单元的底板可以本身能从3d打印设备上移除。然而,这绝不是强制性的。此外,3d打印设备上的底板可以是能高度调节的,以便能够实现或至少支持要生产的构件的分层结构。平台单元例如可以形成能单独预先装配的结构单元,该结构单元被设置成用于紧固在底板上。
15.在一个实施变型方案中,平台单元具有至少一个引导体,该引导体被设立并设置成用于支承在底板的引导装置上,以便使平台单元以能移动的方式支承在底板上。这种引导装置于是例如可以具有至少一个导轨,平台单元的至少一个引导体可以以能移动的方式布置在导轨上,以便在准备3d打印设备时能够使已经布置在底板上的平台单元相对于底板沿调节轨迹引导地被移动,直至平台单元卡锁在预先给定的最终位置中。
16.在这方面,例如可以设置的是,平台单元具有至少一个卡锁元件,经由该卡锁元件,使得平台单元能卡锁在借助引导装置所占据的最终位置中。因此,平台单元可以例如布置在底板的引导装置上,从而使得平台单元处于移出的起始位置中。随后,平台单元沿着引导装置转移到常规的最终位置中,在该最终位置中,可以借助至少一个卡锁元件实施卡锁。
17.替选地或补充地,在平台单元上设置有例如形式为锁定凸鼻或锁定钩的至少一个锁定元件,经由该锁定元件使得平台单元在底板上的常规占据的最终位置中能与3d打印设备的电源和/或控制电子器件导电连接。在将平台单元装配到底板上时,平台单元因此经由至少一个锁定元件与底板上的对应的锁定元件锁定并在此建立起导电连接,例如以便为至少一个加热装置和/或至少一个磁化装置供应电流并且/或者可以经由电信号控制至少一个加热装置和至少一个磁化装置尤其是在3d打印期间的运行。
18.原则上在此也可以设置的是,只有当平台单元在底板上已经转移到常规的最终位置中时,平台单元的至少一个锁定元件才与设备侧的或底板侧的对应锁定元件器嵌接。替选地,当平台单元被布置在底板上时,进而尤其是当只有在底板上形成该布置之后才将平台单元转移到最终位置中(例如借助底板侧的引导装置将其从起始位置移动出来)时,锁定元件可以已经锁入到对应锁定元件中。
19.在一个实施例中,平台单元包括基础载体,在基础载体上固定有至少一个加热装置和/或至少一个烧结底板和/或至少一个磁化装置。在这方面尤其可以设置的是:至少一个加热装置和/或至少一个能移除的烧结底板和/或至少一个磁化装置可以有选择地并且因此能更换地固定在基础载体上。由此,尤其能够实现的是,在具有和没有至少一个加热装置和/或至少一个能移除的烧结底板和/或至少一个磁化装置的3d打印设备中能使用平台单元。因此,在基于此的改进方案中,基础载体可以根据模块类型地按照需要仅装备有上述三个部件或结构组件中的一个或装备有这些部件/结构组件中的多个(至少两个)。
20.例如,设置有承载加热装置的至少一个第一(加热)板。同样地,可以设置有承载烧结底板的第二(承载)板和承载至少一个磁化装置的第三(磁化)板。如果现在在平台单元上要设置其中多个上述部件/结构组件,则平台单元被设立成将所提及的第一、第二和/或第三板可以上下相叠地布置、尤其是相互堆垛或成层,从而在借助3d打印设备打印期间可以在由平台单元提供的打印面上提供所有或仅其中一部分所提出的附加功能。因此,例如,只有当要打印的构件将被输送给后续的烧结过程时,才会在平台单元上例如设置有烧结底板。在此,能移除的烧结底板可以通过如下方式简化进一步的制造过程,即,使得烧结底板和在其上被打印好的构件一起可以与平台单元分离并且可以被输送给后续的烧结过程。如果未设置后续的烧结过程,则平台单元将在没有烧结底板的情况下使用。
21.例如,烧结底板可以由陶瓷材料构成。陶瓷的进而是非磁性的烧结底板尤其有利于与平台单元上的磁化装置组合。
22.如上所述,平台单元的一个实施变型方案可以设置:在平台单元的基础载体上可以以不同的组合方式固定有不同的第一、第二和/或第三板,其中第一(加热)板承载至少一个加热装置、第二(承载)板承载至少一个能移除的烧结底板,并且第三(磁化)板承载至少一个磁化装置。因此,这种平台单元能模块化地装备不同的板,以便可以在平台单元上尤其是依赖于要打印的三维构件和/或用于此的打印材料来灵活地提供不同的功能。
23.在一个实施变型方案中,尤其是关于对布置在其上的加热装置和/或磁化装置的方便的可更换性方面,基础载体具有(例如形式为联接插座或联接插头的)至少一个插塞连接器,以用于与至少一个加热装置和/或至少一个磁化装置电连接。因此,加热装置和/或磁化装置可以经由基础载体的插塞连接器以简单方式经由导电的插塞连接部与3d打印设备的电源和/或3d打印设备的电子器件联接。
24.与提供附加功能的装置和/或板的可能的可更换性无关地,可以设置有如下加热板,该加热板承载至少一个加热装置并且其在承载至少一个磁化装置的磁化板下方布置平台单元上。承载磁化装置的磁化板因此在该实施变型方案中布置在加热板上方并且因此尤其布置在加热板上,从而使得平台单元的例如由磁化板或布置在磁化板上的附加的板限定的打印面被加温并可以提供一定的磁场用于磁体颗粒的取向。
25.至少一个加热装置例如包括加热丝和/或加热线圈。
26.至少一个磁化装置例如包括磁体线圈和/或磁体。磁化装置的磁体例如可以是永磁体或电磁体。在一个实施变型方案中,平台单元例如具有多个能替换的磁化板,这些磁化板根据要生产的构件而定地能选择性地固定在平台单元上。这些磁化板于是例如在其上所设置的磁体/线圈的强度和/或磁体/线圈的数量和/或磁体/线圈的布置方式方面有所不同。因此例如可以设置的是,平台单元根据要打印哪种构件而定地装备有可供使用的多个磁化板中的另外一个,经由该磁化板在打印过程期间对磁体颗粒不同地取向。
27.烧结底板例如可以设置在承载板上,烧结底板能从承载板上抬起。例如,烧结底板经由承载板固定在平台单元上并且可以从该承载板上连同位于烧结底板上的经打印的构件一起抬起,以便将构件和烧结底板一起输送给后续的烧结过程。因此,该构件可以不必独自抬起并输送给进一步加工。而是,可以简单地将为此设置的、其上布置有经打印的构件的烧结底板抬起。
28.烧结底板例如布置在承载板的存放开口中。在此,改进方案设置的是,布置在存放
开口中的烧结底板与存放开口的环绕的边缘齐平地、尤其是面式齐平地闭合。以此方式,使得承载板的至少是包围存放开口的边缘的部分能够与烧结底板一起构成3d打印设备之内的打印面。
29.为了便于(自动化地或手动地)从承载板上抬起烧结底板,一个实施变型方案在烧结底板的圆周侧的板边缘处并且/或者在承载板上设置有用于作用于工具的至少一个留空部。借助工具可以经由该至少一个留空部将烧结底板从承载板抬起。例如,该工具是能手动操作的或能马达式(并且因此尤其也是经计算机辅助的)调节的提升工具。该提升工具可以经由留空部从后面嵌接烧结底板的板边缘,以便随后将烧结底板从承载板的存放开口抬出来,并将烧结底板和布置在其上的打印好的构件一起输送给后续的加工过程。
30.当然,所提出的解决方案还包括3d打印设备,其用于利用至少一个所提出的平台单元分层地构建三维构件。
31.与此无关地,所提出的解决方案的另一方面设置有一种3d打印设备,其包括至少一个磁化装置,用以使用于打印构件的磁体颗粒在3d打印设备的打印面上取向。
32.因此,根据该方面所提出的3d打印机设备具有相应的磁化装置,而与这种磁化装置是否设置在附加设置的平台单元上无关。相应地,其中例如还包括如下实施变型方案,其中,至少一个磁化装置设置在3d打印设备的底板上。在此,相应的磁化装置例如包括至少一个磁体和/或至少一个线圈,以用于有针对性地使存在于用于构造出构件的3d打印设备的打印面上的打印材料中的磁体颗粒取向。
33.另一方面涉及一种用于在3d打印设备的打印面上分层构建三维构件的方法,其中设置的是,用于打印构件的磁体颗粒借助至少一个磁化装置在打印面上取向。
34.相应的打印方法因此尤其能利用所提出的3d打印设备来施行,尤其是在使用所提出的平台单元的实施变型方案的情况下,但也能与此无关地施行。
35.例如,在所提出的打印方法的一个实施变型方案中,当所打印的磁体颗粒借助至少一个磁化装置在打印面上取向时,被打印的磁体颗粒存在于用于待构建的构件的打印材料的仍旧至少部分呈液态的接合剂中。因此,将打印材料和存在于其接合剂中的磁体颗粒施加在打印面上,在那里经由磁化装置和由其产生的磁场有针对性地使磁体颗粒取向,以便在打印过程期间就已经调整了设置在所生产的构件上的预先给定的磁化效果。
36.上面解释的所提出的解决方案的不同的方面可以很容易地相互组合,从而之前和之后针对特定方面提及的优点和特征也适用于其他方面的相应构成的实施变型方案。
附图说明
37.如附图示范性地说明了所提出的解决方案的可能的实施变型方案。
38.其中:
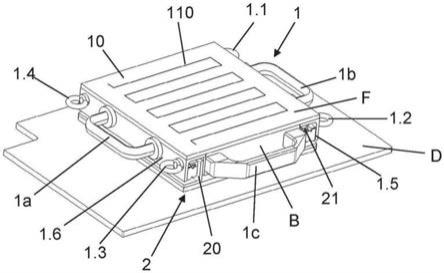
39.图1a
‑
1b以不同视图示出所提出的平台单元的实施变型方案,该平台单元具有在用于3d打印机设备的底板上的承载加热装置的加热板;
40.图2以俯视图示出没有加热板的平台单元;
41.图3a
‑
3b以不同视图示出图1a和1b的平台单元,其具有多个磁体和承载磁化装置的线圈的磁化板;
42.图3c示出图3a和3b的平台单元的放大图,其具有打印喷嘴,经由打印喷嘴施加束
状的磁性打印材料;
43.图4以俯视图示出具有承载能移除的烧结底板的承载板的平台单元;
44.图5示出图1a至4的平台单元在底板上处于移出的(起始)位置中时的透视图;
45.图6示出示范性的3d打印设备的透视图,其中使用了图1a至5的平台单元。
具体实施方式
46.图6以透视图示出了例如形式为所谓的3d打印机的3d打印设备v,其用于在3d打印设备的打印空间r之内分层地构建构件。在利用该3d打印设备v施行增材式制造方法的过程中,可以在3d打印设备的底板d上分层构建三维构件。例如,借助该3d打印设备,能施行所谓的熔层方法或熔融沉积成型方法(英文:“fused deposition modeling(熔融沉积成型)”,简称fdm)。
47.在图6的3d打印设备v的底板中设置有引导装置2,以便可以将单独的平台单元1以能拆卸的方式紧固到该引导装置上。在此,经由引导装置2,可以布置平台单元1(图6中未示出),并且随后移动到最终位置中。以这种方式,最终在以能拆卸的方式紧固在底板d上的平台单元1上限定打印面f,在打印面上,在打印空间r之内分层地构建三维构件。
48.图1a至5在此示出了待安置到底板d的引导装置2上的平台单元1的不同配备的变型方案。图1a
‑
1b、2、3a
‑
3c、4和5的平台单元1可以是相同的平台单元1的不同的配备变型方案或者是不同的平台单元1,这些平台单元能选择性地紧固在底板d上。其中每个平台单元1都具有基础载体b,经由基础载体b,可以实现在底板d的引导装置2上以能拆卸的方式的紧固,并且可以选择性地装备提供不同附加功能的不同的板10、14和15。
49.在图1a和1b的变型方案中,平台单元1的基础载体b被示出在引导装置2上的最终位置中。基础载体b在此经由形式为两个引导板条1.5和1.6的引导体以能移动的方式保持在引导装置2的两个相互间隔开的平行的导轨20和21上。在所示的最终位置中,基础载体2经由能从侧面接近的卡锁元件1.1
‑
1.4卡锁。每个导轨20、21进而是基础载体b的每个纵向侧在此分别配属有两个卡锁元件1.1、1.2或1.3、1.4。
50.为了让基础载体b在底板d上移动,基础载体b具有前把手1c。在该前把手上可以手动地加载力,以便让基础载体b进而是整个平台单元1经由底板d的引导装置2在最终位置与移出(起始)位置之间移动。经由基础载体b的两个侧把手1a和1b可以将在移出位置中的基础载体1从引导装置2上抬起,并且因此可以使整个平台单元1与底板d分离。
51.在图1a和1b的变型方案中,在基础载体b上设置有加热板10。该加热板10在上侧限定用于待以3d打印设备v打印的构件的打印面f。将形式为加热线圈100或加热丝的加热装置嵌入到加热板10中。加热线圈10在此以蜿蜒曲折的方式沿着加热板10延伸。经由加热线圈100,因此可以在打印过程期间有针对性地对打印面f进行加温,以便例如支持新施加的打印材料的层附着在已经存在的打印材料层上并保持已经施加的打印材料的层在一定的温度下。
52.为了与加热板10的加热线圈100进行电接触,基础载体b根据图2所示例如包括能从其上侧接近的例如形式为插头或插座的插塞连接器12。当加热板10常规地紧固在基础载体b上时,可以将加热板10的下侧上的相应的插塞连接器插入其中。作为插塞连接器12的替选或补充,还可以在基础载体b上设置不同设计的电子构件,以便可以实现对待安置在基础
载体b上的(模块)板进行控制和/或供电。此外,在所示的实施变型方案中,基础载体b还具有切换阀13。该切换阀13在一个变型方案中被设置用于将(模块)板以气动控制的方式卡锁在基础载体b上。经由与切换阀13耦接的气动回路,可以抗振动地夹紧布置在基础载体b上的板。
53.为了将基础载体1锁定在底板d上的最终位置中和/或为了电接触以用于将基础载体b与3d打印设备的电源和/或更高级别的控制电子器件连接起来,在基础载体b的背离前把手1c的后侧上可以设置有形式为锁入凸鼻11a、11b的锁定元件。当基础载体b已移动到底板d上的最终位置中时,这些锁入凸鼻11a、11b形状锁合地嵌接到底板d上的对应锁定元件中。
54.在图3a至3c的变型方案中,平台单元1的基础载体b装备有磁化板14。该磁化板14承载磁化装置,磁化装置在当前由多个磁体141a、141b、141c和线圈140形成。多个磁体141a至141c以限定的图案布置在磁化板14上并且例如被实施为电磁体和/或永磁体(其尤其包括电磁体和永磁体的组合)。在3d打印设备v之内的打印过程中,经由磁化板14的磁化装置140、141a
‑
141c有针对性地对打印在磁化板14的限定打印面f的上侧上的磁体颗粒进行取向。因此,如果施加在磁化板14的打印面f上的打印材料包含磁体颗粒,则这些磁体颗粒可以经由磁化装置140、141a
‑
141c在磁化装置140、141a
‑
141c的磁力的作用下有针对性地取向。例如,在这方面设置的是,对存在于所施加的打印材料的依旧至少部分呈液态的接合剂中的随同打印的磁体颗粒进行取向。
55.由于磁化板14在平台单元1的基础载体b上也可以容易地更换,使得也可以设置的是,可以将不同的磁化板14选择性地(尤其是依赖于要打印的且在其中所要取向的磁体颗粒地)固定在基础载体b上,这些不同的磁化板例如在其上所设置的磁体141a至141c的数量和/或布置方面有所不同。
56.在图3a、3b和3c中所示的实施变型方案中,磁化板14与加热板10组合。磁化板14在此设置在加热板10的上方,从而使得磁化板14完全覆盖加热板10,并且使得用于待打印构件的打印面f由磁化板14来限定。因此,在该变型方案中,在平台单元1的基础载体b上上下相叠地布置有并且在此是上下相叠地堆垛有用于集成不同附加功能的形式为板10和14的多个模块。在此,在加热板10的加热作用下,例如也可以有针对性地对施加在磁化板14的上侧上的打印材料进行加温。
57.图3c示出了配备有磁化板14的平台单元1在施加包含磁体颗粒的打印材料30期间的放大图。在此,经由打印喷嘴3将打印材料30束状地施加到磁体141b的区域中的磁化板14上,从而经由(被激活的)磁体使得包含在打印材料30中的磁体颗粒在打印过程期间可以有针对性地被取向。
58.在图4的平台单元1中,在基础载体b上设置有承载板15,该承载板承载能从平台单元1移除的烧结底板150。烧结底板150在此布置在承载板15的存放开口151中,从而使得烧结底板150利用限定打印面f的上侧与承载板15面式齐平地闭合。烧结底板在圆周侧在彼此间分布式地布置的多个(在当前为三个)位置处分别具有留空部150a、150b或150c。在当前呈圆盘形的烧结底板150的板边缘处的这些留空部150a
‑
150c上,可以作用有提升工具,并且可以穿过留空部150a
‑
150c从后面嵌接烧结底板,以便手动或自动化地例如借助机械臂将烧结底板150从承载板15抬起。
59.虽然留空部150a
‑
150c在图4中在横截面中呈圆弧段的形式示出,但留空部150a
‑
150c也可以具有其他的(横截面)形状,例如在横截面中呈圆形。替选地或补充地,承载板15在存放开口151的朝向烧结底板150的边缘上可以具有用于作用提升工具的一个或多个留空部。在对设置在承载板15上的留空部的补充情况下可以设置的是,使得在烧结底板150在存放开口151之内占据预先给定的取向的情况下,让烧结底板150的留空部150a
‑
150c与承载板15的留空部相对置,以便以此提供更大的开口用于作用于提升工具。
60.烧结底板150被设立且设置成用于输送给下游的烧结过程。以此方式,使得在3d打印设备v的打印空间r中打印好的三维构件可以与烧结底板150一起从平台单元1上抬起并输送给后续的烧结过程,而无需为此将构件事先与烧结底板分开地且存在损坏的风险地抬起。
61.具有烧结底板150的承载板15在此原则上可以独自设置在基础载件b上。然而同时,承载板15也可以作为另外的模块板与一个或多个形式为加热板10或磁化板14的模块板组合。尤其可以设置的是,在加热板10上方/其上、磁化板14上方/其上或由加热板10和磁化板14构成的复合体上方/其上地在基础载体b上布置有在其中置入有烧结底板150的承载板15。因此,在所示的平台单元1的实施变型方案中,基础载体b可以灵活地装备,以便根据需求概况在平台单元1上集成不同的功能。
62.烧结底板150例如由陶瓷制成。陶瓷烧结底板150尤其提供的优点是,由此使得由位于下方的磁化板14的磁化装置140、141a至141c产生的磁场不受影响。
63.此外,平台单元1可以作为一个整体从底板d上拆卸,以便可以将平台单元1作为单独的结构单元预先装配并且只有在之后才可以安置在底板d上。因此,利用平台单元1,不仅可以使能利用3d打印设备v施行的打印过程更加灵活地实现。更确切地说,也由此而大大地方便了对3d打印设备v的配备。
64.在图5中,示出了平台单元1在底板d上的移出的位置中。在图5中所示的移出的位置中,平台单元1能从引导装置2移除。为了转移到根据图1a至4的常规的最终位置中,平台单元1相应地沿着导轨20和21移动。
65.经由平台单元1在底板d上能移动的支承也方便了从通过平台单元1提供的打印面f上移除打印好的构件。因此,平台单元1可以经由其以能移动的方式保持在引导装置2的导轨20和21上的基础载体b沿着两个彼此反向的调节方向r1和r2纵向移动。在此,通过如下方式可以沿着调节方向r1将平台单元1移动到移出位置中,即,拉动前把手1c。由此使平台单元1移位到打印空间r之外。
66.附图标记列表
67.1平台单元
68.1a、1b(侧)把手
69.1c前把手
70.1.1、1.2、1.3、1.4卡锁元件
71.1.5、1.6引导体
72.10加热板
73.100加热线圈(加热装置)
74.11a、11b锁入凸鼻(锁定元件)
75.12电子构件/插塞连接器
76.13切换阀
77.14磁化板
78.140线圈
79.141a、141b、141c磁体
80.15承载板
81.150烧结底板
82.150a、150b、150c留空部
83.151板开口
84.2引导装置
85.20、21导轨
86.3打印喷嘴
87.30打印材料
88.b基础载体
89.d打印板/底板
90.f打印面
91.r打印空间
92.r1、r2方向
93.v3d打印设备
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1