用再供应和清洁细颗粒的优化系统浸渍纤维质材料的方法与流程
用再供应和清洁细颗粒的优化系统浸渍纤维质材料的方法
1.本发明涉及用于制造包括至少一种由连续纤维制成的纤维质材料和至少一种热塑性聚合物基质的经浸渍的纤维质材料的工艺,所述工艺包括将所述纤维质材料在流化床中用粉末形式的热塑性聚合物基质预浸渍的步骤,在预浸渍步骤的实施期间罐(20)中存在的所述粉末的水平(相对高度,level,料位)h和所述粉末的质量m在罐(20)中保持基本上恒定。
2.换而言之,在预浸渍步骤的实施期间,所述粉末的所述水平h为从hi至h
i-3%、特别是h
i-2%,hi为在预浸渍步骤的实施开始时所述罐(20)中所述粉末的初始水平,在预浸渍步骤的实施期间所述质量m为从mi至mi±
0.5%,mi为在预浸渍步骤的实施开始时所述罐(20)中所述粉末的初始质量。
3.在本说明书中,表述“纤维质材料”理解为意指增强纤维的集合体。在所述纤维质材料的成型之前,其为粗纱的形式。在其成型之后,其为条带(ribbon)(或带(tape))、条(strip)或片材的形式。它们的集合体构成单向增强体或布(fabric)或非织造物(ncf)。
4.在本说明书中,术语“条”用于表示宽度大于或等于400mm的、纤维质材料的条。术语“条带”用于表示具有小于或等于400mm的校准宽度的条带。
5.为了制造热塑性塑料预浸渍的带而用热塑性聚合物、特别是高粘度的热塑性聚合物对增强纤维进行浸渍的品质需要在浸渍过程期间完美控制所浸渍聚合物的量和该聚合物在增强纤维的粗纱内的分布品质。许多专利或专利申请,例如wo2018/229114、wo 2018/234436、wo 2018/234439和ep 2788408,描述了如下事实:纤维的铺展对于在最终带上获得在纤维内均匀的聚合物浸渍品质是必要参数。
6.通常,增强纤维例如碳纤维的铺展是经由机械、气动和/或振动系统产生的。这些方法的主要缺陷是,在粗纱内产生纤维错位(通过吹气或抽吸而铺展)和/或因施加太高的横向应力引起的纤维的机械劣化。
7.无论使用任何系统,铺展的产生都能够产生纤维的破损或者起码产生这些纤维的部分恶化。于是形成一种称作“毛丝”的纤维绒毛。该毛丝(通常由数个堆积的纤维碎片构成)主要是在纤维和浸渍生产线元件(导向销、支承辊等)之间的接触点处产生的。施加的机械应力越大,毛丝倾向于产生得越多。于是随时间推移而观察到了毛丝,其被产生并且最终堆积、特别是在预浸渍浴中堆积。在流化床型预浸渍浴中,毛丝使流化品质局部劣化并且流化床品质不断降低。结果,流化床的水平降低并且粉末颗粒的局部浓度改变。于是观察到了不再使得在该过程期间可正确和不断地浸渍的不均匀粉末浴。纤维粗纱所俘获的粉末的量和因此浸渍在带中的聚合物的量倾向于随着时间推移而减少。
8.还观察到了粉末颗粒的结块,其可出现在盲点中并且不是来自于毛丝的堆积。本领域技术人员公知,由于与罐壁接触的粉末失速,所有粉末最终沉降在角落、特别是罐的角落中,从而导致结块。此外,由于它们之间的接触以及它们通常不是完美球形的几何形状,所述粉末还最终附聚并且因此沉降。因此,这对罐中粉末的水平高度有总体影响并且因此使其减小。
9.文献fr2659595描述了通过经由流化床而被供应有粉末的气溶胶浸渍纤维的工
艺,所述流化床包括用于将之前引入,但是未浸渍的颗粒再引入的系统,所述粉末颗粒被有意地带上静电。
10.文献ep0246167描述了通过气溶胶浸渍纤维的工艺,其中纤维和被带走的聚合物的体积或重量被保持为预先选择的值。
11.文献wo2018/234436描述了用于浸渍纤维的静电工艺。
12.用于粉末的流化床预浸渍工艺中使用的颗粒尺寸通常集中在100-200μm,并且具有相对大的偏差(d10和d90远离d50)(参见特别是文献wo2018115737a1和wo2018115738a1)。该分散对于获得均匀且稳定的流化、以及优化的预浸渍品质是必要的。由于最小颗粒(直径几μm或者细颗粒)和最大颗粒(例如最高达500-600μm)之间在尺寸方面高的差距,因此细颗粒从流化罐(20)飞走(飞走的粉末的超过99%体积具有0.01μm-60μm的尺寸)。这些细颗粒的飞走导致数种主要问题:
13.流化床在细颗粒方面的贫化,其可导致纤维粗纱的预浸渍品质和流化浴的稳定性以及其水平的改变,
14.材料的显著损失和因此制造工艺的利润率的下降。优选能够俘获所述细颗粒和将它们提质,
15.对于操作员和设备而言由细颗粒(《10μm)的飞走导致的qhse(品质、健康、安全性和环境)问题。
16.类似地,在生产期间,必须向预浸渍罐(20)补充组成与初始引入到预浸渍浴中的组成相同的“储备溶液”。在流化床系统中,因此必须在流化罐(20)中不仅保持恒定的粉末高度,而且保持恒定的粉末质量,以获得被良好浸渍并且就聚合物含量而言恒定的产品。粉末的补充通常是手动和定期进行的,从而在生产时间期间在浴的组成方面引起小的但是非常当前的变化。
17.因此必须解决以上列出的各种问题。
18.因此,本发明涉及用于制造包括至少一种由连续纤维制成的纤维质材料和至少一种热塑性聚合物基质的经浸渍的纤维质材料的工艺,所述工艺包括将所述纤维质材料用粉末形式的热塑性聚合物基质预浸渍的步骤,特征在于所述预浸渍步骤在包括流化床(22)的罐(20)中干法进行,所述预浸渍步骤在将罐(20)中存在的所述粉末的水平h和所述粉末的质量m保持基本上恒定的同时进行,在预浸渍步骤的实施期间所述水平h为从hi至h
i-3%、特别是h
i-2%,其中hi为在预浸渍步骤的实施开始时所述罐(20)中所述粉末的初始水平,在预浸渍步骤的实施期间所述质量m为从mi至mi±
0.5%,其中mi为在预浸渍步骤的实施开始时所述罐(20)中所述粉末的初始质量。
19.预浸渍步骤在所述粉末的水平h和质量m保持基本上恒定的情况下进行,这在本发明的工艺中是必要的。
20.实际上,在开始预浸渍步骤的时候,当流化开始时,在罐(20)中存在初始高度hi或初始水平的流化用粉末并且在罐(20)中还存在初始质量mi的粉末。
21.在预浸渍步骤的实施期间,罐(20)中存在的粉末的水平和粉末的质量两者均必须保持基本上恒定,即在罐(20)中在预浸渍步骤的实施期间,所述水平h必须连续地保持基本上恒定;换而言之,水平h必须为从hi至h
i-3%、特别是h
i-2%,其中hi为在预浸渍步骤的实施开始时所述罐(20)中所述粉末的初始水平,并且所述粉末的质量必须连续地保持基本上
恒定;换而言之,在预浸渍步骤的实施期间所述质量m必须为从mi至mi±
0.5%,其中mi为在预浸渍步骤的实施开始时所述罐(20)中所述粉末的初始质量。
22.粉末的初始水平hi可根据使用粉末流化床的领域的技术人员公知的各种技术测量。
23.例如,其可通过传感器、特别是膜型位置传感器,或者通过超声位置测量(例如由flowline inc.(usa)出售)测量或者甚至通过激光测量罐中流化床的水平来测量,例如由keyence(france)出售的激光位移传感器或者通过由endress和hauser(france)出售的连续水平测量和水平检测装置而测量。
24.如果必要,可进行流化床中的实际用于进行纤维预浸渍的区域中的测量结果的平均。
25.根据fr2659595和ep0246167,流化床像容器中的液体一样具有水平表面。
26.因此可容易地测量沿着流化床的长度和宽度的粉末的初始水平。
27.有利地,本发明中使用的流化床的表面是水平的,特别是像容器中的液体一样。
28.有利地,在罐的整个宽度和长度上流化床的高度是恒定的。
29.基于连接至其上搁着流化罐的天平并且连接至流化床水平传感器的重量计量装置使用对罐进行粉末补充的自动系统,可获得在流化床中恒定的粉末质量以保持随着时间推移的恒定的预浸渍品质。这些计量装置对流化罐在该罐的无用区域中连续进料,以不干扰该工艺。
30.有利地,在预浸渍步骤的实施期间,水平h必须为从hi至h
i-2%,并且质量m必须为从mi至mi±
0.5%。
31.在一个实施方式中,所述热塑性聚合物粉末颗粒的体积平均直径d50为30-300μm、特别是50-200μm、更特别地70-200μm。
32.所述热塑性聚合物粉末颗粒的体积直径(d10、d50和d90)是根据标准iso 9276:2014定义的。
[0033]“d50”对应于体积平均直径,即将所考察的颗粒群精确地一分为二的颗粒尺寸值。
[0034]“d90”对应于体积颗粒尺寸分布的累积曲线的90%处的值。
[0035]“d10”对应于颗粒的体积的10%的尺寸。
[0036]
在一个实施方式中,向罐(20)补充粉末形式的热塑性聚合物基质以补偿因所述纤维质材料的预浸渍所致的所述热塑性聚合物基质的消耗。
[0037]
在一个实施方式中,在所述罐(20)中所述粉末的颗粒尺寸是基本上恒定的,即d50变化最大为+20%。
[0038]
在另一实施方式中,在所述罐(20)中所述粉末的细颗粒的颗粒尺寸是基本上恒定的,即d10变化最大为+30%。
[0039]
在又一实施方式中,在所述罐(20)中所述粉末的大颗粒的颗粒尺寸是基本上恒定的,即,d90变化最大为+10%。
[0040]
有利地,在所述罐(20)中所述粉末的颗粒尺寸是基本上恒定的,即d50变化最大为+20%,并且在所述罐(20)中所述粉末的细颗粒的颗粒尺寸是基本上恒定的,即d10变化最大为+30%。
[0041]
有利地,在所述罐(20)中所述粉末的颗粒尺寸是基本上恒定的,即d50变化最大为
+20%,并且在所述罐(20)中所述粉末的大颗粒的颗粒尺寸是基本上恒定的,即d90变化最大为+10%。
[0042]
有利地,在所述罐(20)中所述粉末的大颗粒的颗粒尺寸是基本上恒定的,即d90变化最大为+10%,并且在所述罐(20)中所述粉末的细颗粒的颗粒尺寸是基本上恒定的,即d10变化最大为+30%。
[0043]
有利地,在所述罐(20)中所述粉末的颗粒尺寸是基本上恒定的,即d50变化最大为+20%,并且在所述罐(20)中所述粉末的细颗粒的颗粒尺寸是基本上恒定的,即d10变化最大为+30%,并且在所述罐(20)中所述粉末的大颗粒的颗粒尺寸是基本上恒定的,即d90变化最大为+10%。
[0044]
当纤维质材料进入流化床时,罐(20)中存在的热塑性聚合物基质的粉末初始沉降在纤维质材料上并且因此在预浸渍期间被消耗,这导致罐(20)中的粉末水平下降以及罐(20)中存在的粉末的质量下降。因此必须通过引入“储备成分”、即粉末形式的初始热塑性聚合物基质(即具有相同的d10、d50和d90特性)而补偿罐(20)中存在的水平和质量。
[0045]
然而,随着流化,初始存在于“储备成分”中的细颗粒离开流化床以及罐(20),从而导致“储备成分”的d50、d10和d90变化,即使通过将“储备成分”引入到罐(20)中对罐(20)中存在的水平和质量进行补偿也是如此。
[0046]
d50和/或d90和/或d10因此必须保持恒定。
[0047]
在一个实施方式中,所述罐(20)包括流化床(22)并且所述预浸渍步骤是随着所述一根粗纱(81a)或所述多根粗纱在所述流化床(22)的入口和出口之间同时铺展而进行的。
[0048]
术语“铺展”表示导致纤维质材料(或粗纱)的宽度相对于所述粗纱的初始(即当所述粗纱进入系统时的)宽度l增加,从而保证预浸渍步骤的系数(factor)。相当明显的是,其是粗纱在若干线轴上在扁平时的平均宽度(无论其是初始宽度还是铺展开之后的宽度),所述平均宽度是通过将在没有接触情况下获得的测量结果(激光、led等)取平均而测定的。初始宽度未必对应于在纤维质材料供应卷轴的出口处粗纱的宽度。
[0049]
在一个实施方式中,所述罐(20)装备有刮刀。
[0050]
如上所述,无论使用任何系统,铺展开的产生产生了纤维长丝的破损:于是形成了“毛丝”,其随着时间推移而堆积、特别是堆积在预浸渍浴中,从而使流化品质局部地劣化。流化床的品质不断降低。
[0051]
此外,发生粉末颗粒本身的结块,特别是在流化床的死区中。由于毛丝和粉末的“自然”结块两者,流化床的水平总体上降低并且粉末颗粒的局部浓度改变。因此,需要刮刀来打碎堆积的粉末块并且由此将粉末颗粒再悬浮。
[0052]
在一个实施方式中,当水平h《h
i-3%、特别是h《h
i-2%时自动使用所述刮刀。
[0053]
为了获得流化床的基本上恒定水平以随着时间推移保持基本上恒定预浸渍品质,当流化床的阈值下降至临界水平以下时,自动且定期地激活刮刀系统。该刮刀的目的是驱逐流化罐的未用区域中的毛丝,以及使堆积在不是非常湍急的罐区域中的粉末(流化领域技术人员公知的结块现象)瓦解。其可呈现若干物理形式:长度几mm或cm的独立纤维的碎片,自身卷起来从而形成小球的连续纤维,悬浮的物质形式的连续短纤维的簇,附聚粉末的团块,等等。
[0054]
在一个实施方式中,所述罐(20)装备有横向抽吸系统,其抽吸在流化期间离开所
述罐(20)的具有0.01-60μm的直径的细颗粒。
[0055]
有利地,在流化期间离开所述罐(20)的细颗粒的99%具有0.01-60μm的直径。
[0056]
离开所述罐的颗粒的直径可通过本领域技术人员已知的常规技术测量(例如,在若干生产运行内对已经飞走并且被收集,然后分析的粉末进行激光颗粒尺寸测量)。
[0057]
在另一实施方式中,所述罐(20)装备有横向抽吸系统,其抽吸在流化期间离开所述罐(20)的具有0.01-60μm的d50的细颗粒。
[0058]
有利地,所述被抽吸的颗粒被连续地再引入到述罐(20)中。
[0059]
除了因预浸渍步骤所致的粉末的自然消耗、毛丝的形成和附聚粉末的团块的形成之外,“储备成分”的细颗粒还在流化罐上方飞走并且将因此导致“储备成分”的d50、d10和d90的改变,尽管引入“储备成分”,但是这将扰乱纤维质材料的预浸渍的品质、均匀性和量以及降低流化床的水平。
[0060]
所述细颗粒由具有0.01-60μm的直径的颗粒构成。
[0061]
在系统中初始不存在具有小于0.01μm的直径的颗粒。
[0062]
具有大于60μm的直径的颗粒通常没有在该罐上方飞走。
[0063]
因此必须回收在流化期间离开所述罐(20)的具有0.01-60μm的直径的细颗粒,然后将所述细颗粒再引入所述罐中。
[0064]
有利地,该横向抽吸系统装备有选择网以防止大于60μm的颗粒被抽吸和再引入到该罐中。
[0065]
添加至该罐的粉末的“储备成分”也可含有被抽吸/回收系统所回收的颗粒的一些,这取决于它们的颗粒尺寸。
[0066]
有利地,所述罐(20)装备有:刮刀;和横向抽吸系统,其抽吸离开所述罐(20)的具有0.01-60μm的直径的细颗粒。
[0067]
有利地,在流化期间离开所述罐(20)的细颗粒的99%具有0.01-60μm的直径。
[0068]
有利地,所述罐(20)装备有:刮刀;和横向抽吸系统,其抽吸离开所述罐(20)的具有0.01-60μm的d50的细颗粒。
[0069]
关于预浸渍步骤
[0070]
用于实施所述制造工艺的单元的实例除了罐(也称作预浸渍罐,其在本发明的情况下包括装备有张力装置(其可为压辊)的流化床)之外描述于国际申请wo 2015/121583中并且表示于图1中。
[0071]
所述预浸渍步骤和所述张力装置可如wo 2018/115737中描述。
[0072]
所述压辊可为固定的或旋转的。
[0073]
所述纤维质材料的预浸渍步骤通过如下进行:使一根或多根粗纱穿过连续预浸渍装置,所述装置包括罐(20),其特别是包括聚合物粉末的流化床(22)。
[0074]
将所述聚合物粉末或聚合物在被引入到所述罐中的并在通过料斗21流动到所述罐中的气体g(例如空气)中悬浮。使所述粗纱(一根或多根)流传(循环)通过该流化床22。
[0075]
所述罐可具有任何形状、尤其是圆柱形或平行六面体、特别是长方体或立方体、有利地长方体。
[0076]
所述罐可为开放的或封闭的罐。有利地,其为开放的。
[0077]
在所述罐为封闭的情况下,其于是装备有密封系统,使得所述聚合物粉末无法离
开所述罐。
[0078]
因此该预浸渍步骤通过干法路线进行,即所述热塑性聚合物基质为(尤其是悬浮在气体、特别是空气中的)粉末形式,但是不能分散在溶剂中或水中。
[0079]
将待预浸渍的各粗纱在由卷筒(未示出)产生的张力下从具有卷轴(11)的装置(10)展开。优选地,装置(10)包括多个卷轴(11),各卷轴使得可展开一根待浸渍的粗纱。因此,可同时预浸渍若干根纤维粗纱。各卷轴(11)设置有制动器(未示出),以向各纤维粗纱施加张力。在此情况下,对齐模块(12)使得可将纤维粗纱定位成彼此平行。以此方式,纤维粗纱无法彼此接触,这使得可防止纤维因对它们自身摩擦而机械劣化。
[0080]
所述一根纤维粗纱或多根平行的纤维粗纱然后穿过罐(20),罐(20)特别是包括流化床(22),设置有张力装置,所述张力装置在图1的情况下为压辊(23)。所述一根纤维粗纱或多根平行的纤维粗纱然后在控制在所述粉末中的停留时间之后在浸渍之后离开所述罐。
[0081]
控制在所述粉末中的停留时间使得可将所述纤维质材料用所述热塑性聚合物基质以良好控制的树脂含量和均匀地预浸渍。
[0082]
至少一个张力装置的使用使所述浸渍与现有技术工艺相比得到改进,特别是所述浸渍为完全浸渍。
[0083]
张力装置理解为意指任何如下系统:在所述系统上,所述粗纱具有行进穿过所述罐的可能性。所述张力装置可具有任何形状,只要所述粗纱能够在其上行进。
[0084]
该浸渍进行成使得聚合物粉末能够穿透至纤维粗纱的芯并且充分粘附至纤维以经受住将粉末涂覆的粗纱运输出罐。被粉末浸渍的粗纱(一根或多根)然后被送至被加热的压延装置,其中可以在压延之前预热和任选地在压延后加热。
[0085]
任选地,该预浸渍步骤可通过就在用于在流化床(22)中用粉末预浸渍的罐(20)的出口处和就在压延成型步骤之前覆盖所述经预浸渍的一根粗纱或多根粗纱的步骤而完成。因此,罐(20)(流化床22)的出口气闸可连接至可包括覆盖十字头的覆盖装置(30),这也描述于专利ep 0 406 067中。所述覆盖聚合物可与流化床聚合物粉末相同或不同。优选地,其为相同类型。这样的覆盖使得可不仅完成纤维预浸渍步骤以获得在期望范围内的最终体积含量的聚合物并且避免在经预浸渍的粗纱的表面处存在局部过高的纤维含量(其对于在复合部件的制造期间带的焊接、尤其是对于获得良好品质的所谓“即用型”纤维质材料是有害的),还可改善所获得复合材料的性能。
[0086]
如上所示的本发明的工艺是通过干法路线并且在不包括使用有意带电的静电过程的情况下进行的。
[0087]
表述“使用有意带电”意指,在所述纤维质材料和所述粉末之间施加电势差。特别是控制和放大电荷。粉末的粒子于是通过带电的粉末吸引至纤维而浸渍所述纤维质材料。可通过多种手段(在两个金属电极之间的电势差、在金属部件上的机械摩擦等)使所述粉末带电(带负电或正电),和将所述纤维以相反方式带电(带正电或负电)。
[0088]
本发明的工艺不排除存在如下的静电荷:其可能因纤维质材料在所述罐中之前或之中的实施单元的元件上的摩擦而出现,但是其在任何情况下均为无意电荷。
[0089]
有利地,所述经浸渍的纤维质材料中的纤维的含量为45%-65%体积、优选地50%-60%体积、特别是54%-60%体积。
[0090]
低于45%的纤维,机械性质的增强不显著。
[0091]
高于65%,达到了该工艺的极限并且再次损失机械性质。
[0092]
如果纤维质材料、例如玻璃纤维具有施胶(上浆,size),则在纤维质材料通到罐中之前可进行任选的脱胶(退浆,desizing)步骤。术语“施胶”表示对离开喷丝头的增强纤维(织物施胶);和织造布(塑料施胶)施加的表面处理。
[0093]
应用于离开喷丝头的长丝的“织物”施胶在于沉积粘结剂,其保证长丝彼此凝聚,减小磨损并且促进后续处理操作(编织、热片材垂帘成型(drape forming)、针织)和防止静电荷的形成。
[0094]
应用于织造布的“塑料”施胶或“整理(涂饰)”在于沉积架桥剂,其作用是保证所述纤维和所述树脂之间的物理化学键和保护所述纤维免受其环境。
[0095]
有利地,所述经浸渍的纤维质材料中的纤维的含量为50%-60%体积、特别是54%-60%体积。
[0096]
有利地,在所述粉末中的停留时间为0.01s-10s、优先地0.1s-5s、和特别是0.1s-3s。
[0097]
所述纤维质材料在所述粉末中的该停留时间对于所述纤维质材料的浸渍、尤其是完全浸渍是必要的。
[0098]
低于0.1s,浸渍没有真正到芯。
[0099]
超过10s,浸渍所述纤维质材料的聚合物基质的量太大并且经预浸渍的纤维质材料的机械性质将是差的。
[0100]
有利地,本发明的工艺使用的罐包括流化床并且所述预浸渍步骤是随着所述一根粗纱或所述多根粗纱在所述流化床的入口和出口之间同时铺展而进行的。
[0101]
表述“流化床的入口”对应于包括流化床的罐的一个边缘的竖直切线。
[0102]
表述“流化床的出口”对应于包括流化床的罐的另一边缘的竖直切线。
[0103]
取决于罐的几何形状,在其入口和出口之间的距离因此对应于:在圆筒情况下的直径、在立方体情况下的边、或者在长方体情况下的宽度或长度。铺展在于:使所述粗纱的各构成长丝尽可能多地从在其最接近空间中包围其的其它长丝单独化。其对应于粗纱的横向铺展。
[0104]
换而言之,粗纱的横向铺展或宽度在流化床(或者包括流化床的罐)的入口和流化床(或者包括流化床的罐)的出口之间增加,并且因此使得能够实现纤维质材料改进的浸渍、尤其是完全浸渍。
[0105]
流化床可为开放的或封闭的,特别是其是开放的。
[0106]
有利地,流化床包括至少一个张力装置,所述一根粗纱或所述多根粗纱与所述至少一个张力装置的表面的一部分或全部接触。
[0107]
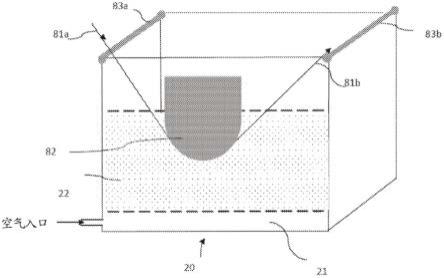
图2给出包括流化床(22)与可调节高度的张力装置(82)的罐(20)的细节。
[0108]
粗纱(81a)对应于在浸渍之前的粗纱,其与所述至少一个张力装置的表面的部分或全部接触并且因此部分地或者完全地在张力装置(82)的表面上面行进,所述系统(82)被浸没在其中进行浸渍的流化床中。在控制在所述粉末中的停留时间之后,所述粗纱然后离开罐(81b)。
[0109]
所述粗纱(81a)可与或者可不与罐的边缘(83a)(其可为旋转的或固定的辊或者平行六面体边缘)接触。
[0110]
有利地,所述粗纱(81a)任选地与罐的边缘(83a)接触。
[0111]
有利地,罐的边缘(83b)为辊、特别是圆柱形的且旋转的辊。
[0112]
所述粗纱(81b)可与或者可不与罐的边缘(83b)(其可为辊、特别是圆柱形的和旋转的或固定的辊、或者平行六面体边缘)接触。
[0113]
有利地,所述粗纱(81b)与罐的边缘(83b)接触。
[0114]
有利地,罐的边缘(83b)为辊、特别是圆柱形的和旋转的辊。
[0115]
有利地,所述粗纱(81a)与罐的边缘(83a)接触并且罐的边缘(83b)为辊、特别是圆柱形的和旋转的辊并且所述粗纱(81b)与罐的边缘(83b)接触,并且罐的边缘(83b)为辊、特别是圆柱形的和旋转的辊。
[0116]
有利地,所述张力装置与所述一根粗纱或所述多根粗纱的方向垂直。
[0117]
有利地,所述一根粗纱或所述多根粗纱的所述铺展至少与所述至少一个张力装置水平相平地(level with)进行。
[0118]
因此,粗纱的铺展主要是与张力装置水平相平地进行的,但是如果在粗纱和罐的边缘之间存在接触的话,也可与所述一个边缘或多个边缘水平相平地进行。
[0119]
在另一实施方式中,所述至少一个张力装置为凸的、凹的或圆柱形形状的压辊。
[0120]
凸的形状有利于铺展,而凹的形状虽然铺展尽管发生,但是不利于铺展。
[0121]
表述“压辊”意指行进的粗纱部分地或者完全地压接所述压辊的表面,其导致所述粗纱的铺展。
[0122]
有利地,所述至少一个压辊为圆柱形形状并且在所述流化床的入口和出口之间所述一根粗纱或所述多根粗纱的铺展百分比为1%-400%、优先地30%-400%、优先地30%-150%、优先地50%-150%。
[0123]
铺展取决于所用纤维质材料。例如,碳纤维材料的铺展远大于亚麻纤维的铺展。
[0124]
铺展还取决于粗纱中纤维或长丝的数量、其平均直径以及其由于施胶引起的凝聚。
[0125]
所述至少一个压辊的直径为3mm-500mm、优先地10mm-100mm、特别是20mm-60mm。
[0126]
低于3mm,由压辊引起的纤维的变形过大。
[0127]
有利地,压辊为圆柱形且无凹槽的并且特别是金属的。
[0128]
当张力装置为至少一个压辊时,根据第一变型,在流化床中存在单个压辊并且所述浸渍是以由所述一根粗纱或所述多根粗纱在所述压辊的起始位置(start)和所述压辊的竖直切线之间形成的角度α1进行的。
[0129]
由所述一根粗纱或所述多根粗纱在所述压辊的起始位置和所述压辊的竖直切线之间形成的角度α1使得能够形成粉末会其中集中的区域,从而导致“角(corner)效应”,其与由所述压辊所致的粗纱的同时铺展一起使得与现有技术的技术相比能够在更大的粗纱宽度上面浸渍并且因此改进浸渍。与受控的停留时间结合则能够实现完全浸渍。
[0130]
有利地,角度α1为0-89
°
、优先地5
°‑
85
°
、优先地5
°‑
45
°
、优先地5
°‑
30
°
。
[0131]
然而,0-5
°
的角度α1能够产生机械应力的风险,这将导致纤维的破损并且85
°‑
89
°
的角度α1未产生对于产生“角效应”而言足够的机械应力。
[0132]
因此,等于0
°
的角度α1的值对应于竖直纤维。相当明显的是,圆柱形压辊的高度是可调节的,从而使得可将纤维竖直地安置。
[0133]
将罐的壁穿孔以便能够容许粗纱离开不会在本发明的范围之外。
[0134]
有利地,罐的边缘(83a)装备有辊、特别是圆柱形的和旋转的辊,所述一根粗纱或所述多根粗纱在所述辊上行进,从而导致在先铺展。
[0135]
有利地,在包括流化床的罐的下游存在一个或多个张力装置,在所述张力装置上引发铺展。
[0136]
有利地,铺展在以上限定的所述张力装置(一个或多个)上引发并且在罐的边缘(83a)上继续。
[0137]
于是在压辊(一个或多个)上面通过之后,铺展处于最大值。
[0138]
图2描述了具有单个压辊的实施方式而不限于此,其中罐(20)包括流化床(22),在其中存在单个圆柱形压辊。角度α1为在压辊的竖直切线和与所述辊接触的粗纱之间形成的角度。
[0139]
纤维上的箭头指示纤维的行进方向。
[0140]
有利地,在所述流化床中所述粉末的水平至少位于所述压辊的向上半途处。
[0141]
相当明显的是,由角度α1导致的“角效应”有利于在一个面上的浸渍,但是通过压辊获得的所述粗纱的铺展还使得可在所述粗纱的另一面上具有浸渍。换而言之,在由所述一根粗纱或所述多根粗纱在所述至少一个压辊r1的起始位置和压辊r1的竖直切线之间形成的角度α1处,在所述一根粗纱或所述多根粗纱的一个面上,所述浸渍得到了促进,但是铺展也使得可浸渍另一面。
[0142]
角度α1如以上定义。
[0143]
关于纤维质材料
[0144]
关于构成所述纤维质材料的纤维,这些尤其是矿物、有机或植物来源的纤维。在矿物来源的纤维之中,可提及例如碳纤维、玻璃纤维、硅纤维、玄武岩或基于玄武岩的纤维、或二氧化硅纤维。
[0145]
在有机来源的纤维之中,可提及基于热塑性或热固性聚合物的纤维,例如半芳族聚酰胺纤维、芳族聚酰胺纤维或聚烯烃纤维。
[0146]
优选地,它们基于无定形热塑性聚合物并且具有如下玻璃化转变温度tg:当构成预浸渍基质的热塑性聚合物或聚合物共混物为无定形时其高于所述热塑性聚合物或聚合物共混物的tg,或者当构成预浸渍基质的热塑性聚合物或聚合物共混物为半结晶性时其高于所述热塑性聚合物或聚合物共混物的tm。有利地,它们基于半结晶性热塑性聚合物并且具有如下熔融温度tm:当构成预浸渍基质的热塑性聚合物或聚合物共混物为无定形时其高于所述热塑性聚合物或聚合物共混物的tg,或者当构成预浸渍基质的热塑性聚合物或聚合物共混物为半结晶性时高于所述热塑性聚合物或聚合物共混物的tm。因此,对于构成纤维质材料的有机纤维,在被最终复合物的热塑性基质浸渍期间,没有熔融风险。
[0147]
在植物来源的纤维之中,可提及基于亚麻、汉麻、木质素、竹、(生)丝尤其是蛛丝、剑麻的天然纤维,和其它纤维素纤维、特别是粘胶纤维。植物来源的这些纤维可纯净(pure)地使用,被处理或者用包覆层包覆,以促进热塑性聚合物基质的粘附和浸渍。
[0148]
所述纤维质材料也可为用纤维编结或织造(纺织)的布。
[0149]
其也可对应于具有支持纱的纤维。
[0150]
这些构成纤维可单独地或者作为混合物使用。因此,有机纤维可与矿物纤维混合
来用热塑性聚合物预浸渍并且形成经预浸渍的纤维质材料。
[0151]
优选地,所述纤维质材料由碳、玻璃或碳化硅或其混合物的连续纤维、特别是碳纤维形成。其以一根粗纱或多根粗纱的形式使用。
[0152]
在也称作“即用型”材料的经浸渍的材料中,浸渍用热塑性聚合物或聚合物共混物围绕纤维均一且均匀地分布。在该类型材料中,浸渍用热塑性聚合物必须尽可能均匀地分布在纤维内以获得最小量的孔隙(率),即最小量的在纤维之间的空隙。特别地,该类型的材料中孔隙的存在可在处于例如机械拉伸应力下时充当应力集中点,并且其然后形成经浸渍的纤维质材料的失效引发点并且使其在机械上弱化。因此聚合物或聚合物共混物的均匀分布改进了由这些经浸渍的纤维质材料形成的复合材料的机械强度和均匀性。
[0153]
因此,在所谓的“即用型”经浸渍的材料的情况下,所述经浸渍的纤维质材料中的纤维的含量为45%-65%体积、优选50%-60%体积、尤其是54%-60%体积。
[0154]
浸渍程度的测量可通过条带的横截面的图像分析(特别是使用显微镜或照相机或数码相机),通过将被聚合物浸渍的条带的表面积除以产品的总表面积(经浸渍的表面积加上孔隙的表面积)而进行。为了获得良好品质图像,优选将跨越其横向方向切割的条带用标准抛光树脂涂覆并且用使得能够用显微镜以至少6倍的放大倍数对样品进行观察的标准协议进行抛光。
[0155]
有利地,所述经浸渍的纤维质材料的孔隙率程度小于10%、尤其是小于5%、特别是小于2%。
[0156]
应注意,零孔隙率程度难以实现,并且因此,有利地,孔隙率程度大于0%但是小于上述程度。
[0157]
孔隙率程度对应于封闭孔隙的程度并且可如下测定:通过电子显微镜法,或者如本发明实施例部分中所描述的那样,作为所述经浸渍的纤维质材料的理论密度和实验密度之间的相对偏差。
[0158]
可作为所述纤维质材料的组成的一部分的纤维可具有不同的线性基重或者纤度(title)或细度(titration)或“特克斯(tex)”和/或在粗纱中呈不同数量。因此,最常规使用的粗纱对于玻璃纤维由600-4800特克斯组成和对于碳纤维由3000(3k)、6000(6k)、12 000(12k)、24 000(24k)、48 000(48k)、50000(50k)或400 000(400k)纤维组成。碳纤维通常具有接近于7-8μm的直径并且玻璃纤维具有例如大约13、15、17或20μm的直径。
[0159]
相当明显的是,铺展取决于纤维质材料或粗纱中存在的纤维的数量。
[0160]
因此,对于12k粗纱,铺展代表初始宽度l的2-3倍,对于24k粗纱,铺展代表初始宽度l的2-4倍和对于50k粗纱,铺展代表初始宽度l的1.5-2.5倍。
[0161]
关于基质的热塑性聚合物
[0162]
热塑性塑料、或者热塑性聚合物理解为意指如下材料:其在环境温度下通常是固体,其可为半结晶性的或无定形的,并且其在温度升高期间、特别是在超过其玻璃化转变温度(tg)之后软化,并且当其为无定形时在更高温度下流动,或者当其为半结晶性时在超过其熔融温度(tm)时其可呈现出明显的熔融,并且在温度下降至低于其结晶温度(对于半结晶性聚合物)和低于其玻璃化转变温度(对于无定形的聚合物)时其再次变成固体。
[0163]
tg和tm是通过差示扫描量热法(dsc),分别根据标准11357-2:2013和11357-3:2013测定的。
[0164]
关于构成用于预浸渍所述纤维质材料的基质的聚合物,这有利地为热塑性聚合物或热塑性聚合物共混物。可将该热塑性聚合物或聚合物共混物研磨为粉末形式,以便能够将其在装置例如罐中、特别是流化床罐中或者在含水分散体中使用。
[0165]
罐、特别是流化床罐形式的装置可为开放的或封闭的。
[0166]
任选地,所述热塑性聚合物或热塑性聚合物共混物进一步包括基于碳的填料,特别是炭黑或基于碳的纳米填料,其优选地选自基于碳的纳米填料,特别是石墨烯和/或碳纳米管和/或碳纳米原纤,或其混合物。这些填料使得可传导电和热,且因此使得可在将所述聚合物基质加热时促进所述聚合物基质的熔融。
[0167]
任选地,所述热塑性聚合物包括至少一种添加剂,其特别选自催化剂、抗氧化剂、热稳定剂、uv稳定剂、光稳定剂、润滑剂、填料、增塑剂、阻燃剂、成核剂、扩链剂和染料、导电剂、导热剂、或这些的混合物。
[0168]
有利地,所述添加剂选自阻燃剂、导电剂和导热剂。
[0169]
根据另一变型,所述热塑性聚合物或热塑性聚合物共混物可进一步包括液晶聚合物或者环状聚对苯二甲酸丁二醇酯、或者含有其的混合物,例如cyclics corporation所销售的cbt100树脂。这些化合物特别使得可将熔融状态下的所述聚合物基质流化,以更好地穿透至所述纤维的芯。取决于用于生产预浸渍用基质的聚合物或热塑性聚合物共混物的性质、特别是其熔融温度,将选择这些化合物的一种或其它。
[0170]
引入到所述纤维质材料的预浸渍基质的组成中的热塑性聚合物可选自:
[0171]-来自如下类别的聚合物和共聚物:脂族或脂环族聚酰胺(pa)或半芳族pa(也称作聚苯二甲酰胺类(ppa),聚邻苯二甲酰胺),
[0172]-peba,
[0173]-聚脲、特别是芳族聚脲,
[0174]-来自如下类别的聚合物和共聚物:丙烯酸类树脂,例如聚丙烯酸酯、和更特别地聚甲基丙烯酸甲酯(pmma)或其衍生物,
[0175]-如下类别的聚合物和共聚物:聚(芳基醚酮)(paek)例如聚(醚醚酮)(peek)、或聚(芳基醚酮酮)(paekk)例如聚(醚酮酮)(pekk)或其衍生物,
[0176]-芳族聚醚酰亚胺(pei),
[0177]-聚芳基硫醚、特别是聚苯硫醚(pps),
[0178]-聚芳基砜、特别是聚苯砜(ppsu,聚亚苯基砜),
[0179]-聚烯烃、特别是聚丙烯(pp),
[0180]-聚乳酸(pla),
[0181]-聚乙烯醇(pva),
[0182]-含氟聚合物、特别是聚(偏氟乙烯)(pvdf)或聚四氟乙烯(ptfe)或聚氯三氟乙烯(pctfe),
[0183]
及其共混物。
[0184]
有利地,当所述聚合物为两种聚合物p1和p2的共混物时,聚合物p1和p2的重量比例为1-99%对99-1%。
[0185]
有利地,当所述热塑性聚合物为共混物,并且该预浸渍工艺使用干燥粉末时,该共混物为通过在引入到预浸渍罐中之前“干混”或者通过直接在所述罐中进行的“干混”或者
通过预先在挤出机中进行的化合物研磨而获得的粉末的形式。
[0186]
有利地,该共混物由通过在引入到所述罐中之前或者直接在所述罐中“干混”而获得的粉末组成,并且两种聚合物p1和p2的该共混物为pekk和pei的共混物。
[0187]
有利地,该pekk/pei共混物为按重量计90-10%对60-40%、特别是按重量计90-10%对70-30%。
[0188]
所述热塑性聚合物可对应于将浸渍所述纤维质材料的非反应性最终聚合物,或者对应于如下的反应性预聚物:其也将浸渍所述纤维质材料,但是取决于所述预聚物所具有的链末端,在预浸渍之后能够与其自身或者与另外的预聚物反应,或者与扩链剂反应,并且特别是在炉子中在张力装置的水平处加热期间和/或在用于制造复合部件的最终工艺中在加工所述带的期间。
[0189]
表述“非反应性聚合物”意指,当将其加工时分子量不再有可能显著变化,即其数均分子量(mn)变化小于50%并且因此对应于所述热塑性基质的最终聚酰胺聚合物。
[0190]
相反,表述“反应性聚合物”意指,在加工期间,所述反应性聚合物的分子量将通过如下而变化:反应性预聚物与彼此通过缩合或者取代而反应,或者与扩链剂通过加聚并且在不消除挥发性副产物的情况下反应,以得到所述热塑性基质的最终聚酰胺聚合物(非反应性)。
[0191]
根据第一种可能性,所述预聚物可包括如下的至少一种反应性预聚物(聚酰胺)或者由如下的至少一种反应性预聚物(聚酰胺)构成:其在相同链上(即在相同预聚物上)具有两个末端官能团x'和y',该官能团分别为与彼此通过缩合而而具有共反应性,更特别地x'和y'分别为胺和羧基、或者羧基和胺。根据第二种可能性,所述预聚物可包括如下的至少两种聚酰胺预聚物或者由如下的至少两种聚酰胺预聚物构成:其是彼此具有反应性的并且其各自分别具有相同的两个末端官能团x'或y'(对于相同预聚物是相同的和在两种预聚物之间是不同的),一种预聚物的所述官能团x'仅能够与另一预聚物的所述官能团y'反应、特别是通过缩合而反应,更特别地其中x'和y'分别为胺和羧基、或者羧基和胺。
[0192]
根据第三种可能性,所述预聚物可包括如下或者由如下构成:所述热塑性聚酰胺聚合物的至少一种具有n个反应性末端官能团x的预聚物,所述反应性末端官能团x选自:-nh2、-co2h和-oh,优选地nh2和
–
co2h,其中n为1-3、优选地1-2、更优先地1或2、更特别地2;和至少一种扩链剂y-a'-y,其中a'为烃二价基团,其带有2个相同的反应性末端官能团y(所述反应性末端官能团y具有通过与所述预聚物a1的至少一个官能团x加聚的反应性),其优选地具有小于500和更优先地小于400的分子量。
[0193]
所述热塑性基质的所述最终聚合物的数均分子量mn优选地在从10 000至40 000、优选地从12 000至30 000延伸的范围内。这些mn值可对应于大于或等于0.8的特性粘度,其是根据标准iso 307:2007、但是在改变溶剂(使用间甲酚代替硫酸并且温度为20℃)的情况下在间甲酚中测定的。
[0194]
根据上述两种选项的所述反应性预聚物具有范围从500至10 000、优选地从1000至6800、特别是从2500至6800的数均分子量mn。
[0195]
mn特别是通过基于如下而测定的:通过在溶液中进行电位滴定而测定的末端官能团的含量;和所述预聚物的官能度。分子量mn还可通过尺寸排阻色谱法或者通过nmr测定。
[0196]
用于定义聚酰胺的命名法描述于标准iso 1874-1:2011“plastics-polyamide
(pa)moulding and extrusion materials-part 1:designation”中、特别是第3页(表1和2)上,并且是本领域技术人员公知的。
[0197]
所述聚酰胺可为均聚酰胺或共聚酰胺或其共混物。
[0198]
有利地,构成所述基质的预聚物选自:聚酰胺(pa),其特别是选自脂族聚酰胺、脂环族聚酰胺、和半芳族聚酰胺(聚苯二甲酰胺类)(其任选地通过脲部分而改性)、及其共聚物;聚甲基丙烯酸甲酯(ppma)及其共聚物;聚醚酰亚胺(pei);聚苯硫醚(pps);聚苯砜(ppsu);pvdf;聚(醚酮酮)(pekk);聚(醚醚酮)(peek);含氟聚合物例如聚(偏氟乙烯)(pvdf)。
[0199]
对于所述含氟聚合物,可使用偏氟乙烯(vdf,其具有式ch2=cf2)的均聚物或者包括至少50%重量的vdf和至少一种能与vdf共聚的其它单体的vdf的共聚物。vdf的含量必须为大于80%重量、或者甚至更好地90%重量,以保证结构部件良好的机械强度和耐化学性,尤其是当其经历热应力和化学应力时。所述共聚单体可为含氟单体例如氟乙烯(乙烯基氟)。
[0200]
对于必须经受高温的结构部件,除了所述含氟聚合物之外,根据本发明还有利地使用具有高的玻璃化转变温度tg的pa、paek(聚芳基醚酮)例如聚(醚酮)(pek)、聚(醚醚酮)(peek)、聚(醚酮酮)(pekk)或聚(醚酮醚酮酮)(pekekk)。
[0201]
有利地,所述热塑性聚合物为具有使得tg≥80℃、尤其是≥100℃、特别是≥120℃、尤其是≥140℃的玻璃化转变温度的聚合物,或者具有熔融温度tm≥150℃的半结晶性聚合物。
[0202]
有利地,所述基质的所述热塑性聚合物为非反应性热塑性聚合物。
[0203]
有利地,所述至少一种热塑性预聚物选自聚酰胺,pekk,pei,以及pekk和pei的共混物。
[0204]
有利地,所述聚酰胺选自脂族聚酰胺、脂环族聚酰胺和半芳族聚酰胺(聚苯二甲酰胺类)。
[0205]
有利地,所述脂族聚酰胺预聚物选自:
[0206]-聚酰胺6(pa6)、聚酰胺11(pa11)、聚酰胺12(pa12)、聚酰胺66(pa66)、聚酰胺46(pa46)、聚酰胺610(pa610)、聚酰胺612(pa612)、聚酰胺1010(pa1010)、聚酰胺1012(pa1012)、聚酰胺11/1010和聚酰胺12/1010、或其共混物或其共聚酰胺,和嵌段共聚物,尤其是聚酰胺/聚醚(peba),并且所述半芳族聚酰胺为任选地通过脲部分而改性的半芳族聚酰胺,尤其是pa mxd6和pa mxd10或者式x/yar的半芳族聚酰胺(如在ep 1 505 099中描述的)、尤其是式a/xt的半芳族聚酰胺,其中a选自得自氨基酸的部分、得自内酰胺的部分和对应于式(ca二胺).(cb二酸)的部分,其中a表示二胺的碳原子数并且b表示二酸的碳原子数,a和b各自为4-36、有利地9-18,(ca二胺)部分选自线型或支化的脂族二胺、脂环族二胺和烷基芳族二胺并且(cb二酸)部分选自线型或支化的脂族二酸、脂环族二酸和芳族二酸;
[0207]
x.t表示由cx二胺和对苯二甲酸的缩聚获得的部分,其中x表示cx二胺的碳原子数,x为6-36、有利地9-18;尤其是式a/6t、a/9t、a/10t或a/11t的聚酰胺,a如以上定义;特别是聚酰胺pa 6/6t、pa 66/6t、pa 6i/6t、pa mpmdt/6t、pa pa11/10t、pa 11/6t/10t、pa mxdt/10t、pa mpmdt/10t、pa bact/10t、pa bact/6t、pa bact/10t/6t、pa bact/10t/11、pa bact/6t/11。
[0208]
t对应于对苯二甲酸,mxd对应于间二甲苯二胺(间苯二甲胺),mpmd对应于甲基五亚甲基二胺并且bac对应于双(氨基甲基)环己烷。
[0209]
有利地,所述热塑性聚合物为半芳族聚酰胺。
[0210]
有利地,所述热塑性聚合物为选自如下的半芳族聚酰胺:pa mpmdt/6t、pa pa11/10t、pa 11/6t/10t、pa mxdt/10t、pa mpmdt/10t、pa bact/10t、pa bact/6t、pa bact/10t/6t、pa bact/10t/11、pa bact/6t/11。关于预浸渍步骤:
[0211]
如已经在以上所示的预浸渍步骤在流化床中进行。
[0212]
有利地,所述预浸渍在流化床中进行,并且在所述系统的上游存在一个或多个张力装置(e)。
[0213]
wo 2018/115736中描述了流化床预浸渍工艺。
[0214]
国际申请wo 2015/121583中描述了用于通过至少一个张力装置实施没有加热步骤的制造工艺的单元的实例。
[0215]
该系统描述了使用包括流化床的罐进行预浸渍步骤并且可在本发明的范围内使用。
[0216]
有利地,该包括流化床的罐设置有至少一个张力装置(e'),其可为压辊。
[0217]
应注意,张力装置(e)和(e')无论是就其材料还是形状和特性(取决于形状,直径、长度、宽度、高度等)而言可相同或不同,。
[0218]
然而,张力装置(e')既不是加热装置,其也未被加热。
[0219]
所述纤维质材料的预浸渍步骤通过使一根或多根粗纱穿过连续预浸渍装置而进行,所述连续预浸渍装置包括罐(20),其安装有至少一个张力装置(e’)并且包括所述聚合物基质的粉末的流化床(22)。
[0220]
将所述聚合物基质或聚合物的粉末悬浮在被引入到所述罐中的并且通过料斗(21)流动到罐(20)中的气体g(例如空气)中。将所述粗纱(一根或多根)流传(循环)通过该流化床(22)。
[0221]
所述罐可具有任何形状、尤其是圆柱形或平行六面体、特别是长方体或立方体、有利地长方体。
[0222]
罐(20)可为开放的或封闭的罐。有利地,其是开放的。
[0223]
在所述罐为封闭的情况下,则其装备有密封系统,使得所述聚合物基质的粉末无法离开所述罐。
[0224]
因此该预浸渍步骤通过干法路线进行,即所述热塑性聚合物基质为(尤其是悬浮在气体、特别是空气中的)粉末形式,但是不能分散在溶剂中或水中。
[0225]
待预浸渍的各粗纱在张力装置(e)上面通过之后进入罐(20)中。
[0226]
所述一根纤维粗纱或多根平行的纤维粗纱然后进入罐(20)中(其特别是包括流化床(22),安装有至少一个作为压辊的张力装置(e'))或者已经存在于罐中,然后进入安装有至少一个张力装置(e')的流化床(22)。
[0227]
在任选控制在所述粉末中的停留时间之后,所述一根纤维粗纱或多根平行的纤维粗纱然后在预浸渍之后离开所述罐。
[0228]
在一个实施方式中,根据本发明的工艺包括如下步骤:将经预浸渍的纤维质材料加热,以熔融所述基质的热塑性聚合物和完成所述纤维质材料的浸渍。
[0229]
所述加热步骤可如在wo 2018/234439中所描述的那样进行:
[0230]
第一加热步骤可紧跟在预浸渍步骤之后,或者在预浸渍步骤和加热步骤之间可发生其它步骤。
[0231]
有利地,所述第一加热步骤紧跟在预浸渍步骤之后。表述“紧跟在
……
之后”意指,在预浸渍步骤和所述加热步骤之间没有中间步骤。
[0232]
有利地,紧跟在预浸渍步骤之后进行单个加热步骤。
[0233]
有利地,所述至少一个加热系统选自红外灯、uv灯和对流加热。
[0234]
由于所述纤维质材料与张力装置(一个或多个)在加热系统中接触,并且张力装置为传导性的,因此加热系统也通过传导而进行。
[0235]
有利地,所述至少一个加热系统选自红外灯。
[0236]
有利地,所述至少一个张力装置(e”)为凸的、凹的或圆柱形形状的压辊。
[0237]
应注意,对应于张力装置(e)、(e’)和(e’')的压辊无论是就其材料还是形状和其特性(取决于形状,直径、长度、宽度、高度等)而言可相同或不同。
[0238]
凸的形状有利于铺展,而凹的形状虽然铺展尽管发生,但是不利于铺展。
[0239]
所述至少一个张力装置(e”)也可具有在凸的和凹的之间交替的形状。在此情况下,粗纱在凸的形状的压辊上行进导致所述粗纱的铺展,然后粗纱在凹的形状的压辊上行进导致粗纱的退缩,以此类推,从而使得如果必要的话,可改善浸渍的均匀性、特别是对芯的浸渍的均匀性。
[0240]
表述“压辊”意指,行进的粗纱部分地或完全地压接所述压辊的表面,其引起所述粗纱的铺展。
[0241]
所述辊可为自由的(旋转的)或固定的。
[0242]
它们可为光滑的、有肋的(具棱的)或者有凹槽的。
[0243]
有利地,所述辊为圆柱形的和有肋的。当所述辊有肋时,可在从所述辊的中心开始彼此相反的方向上存在两个肋,从而容许所述粗纱朝着所述辊的外侧移开,或者在从所述辊的外部开始彼此相反的方向上存在两个肋,从而使得可将所述纱束(locks)带向所述辊的中心。
[0244]
该加热步骤使得可使预浸渍是均匀的,以由此完成浸渍和以由此具有芯浸渍和具有高的纤维体积含量(其特别地在条或条带的体积的至少70%、尤其是条或条带的体积的至少80%、特别是条或条带的体积的至少90%、更特别地条或条带的体积的至少95%中为恒定的),以及以降低孔隙率。
[0245]
铺展取决于所用纤维质材料。例如,碳纤维材料的铺展远大于亚麻纤维的铺展。
[0246]
铺展还取决于粗纱中纤维的数量、其平均直径以及其由于施胶引起的凝聚。
[0247]
所述至少一个压辊(张力装置(e”))的直径为3mm-100mm、优先地3mm-20mm、特别是5mm-10mm。
[0248]
低于3mm,由压辊引起的纤维的变形过大。
[0249]
有利地,压辊为圆柱形且无凹槽的并且特别是金属的。
[0250]
有利地,所述至少一个张力装置(e”)由至少一个圆柱形形状的压辊构成。
[0251]
有利地,所述至少一个张力装置(e”)由圆柱形形状的1-15个压辊(r1r15)、优选地3-15个压辊(r3-r15)、特别是6-10个压辊(r6-r10)构成。
[0252]
相当明显的是,无论存在的张力装置(e”)的数量为何,它们全部位于或被包括在加热系统的环境中,即它们不在加热系统的外部。
[0253]
根据另一方面,本发明涉及如以上定义的工艺用于制造如下经校准条带的用途:其适合于通过使用自动机械自动化铺放所述条带而制造三维复合部件。
[0254]
有利地,所述复合部件涉及如下领域:运输特别是机动车运输,油和气、特别是海上油和气,氢气,气体存储、特别是氢气,航空、航海和铁路运输;可再生能源特别是风力涡轮机或水力涡轮机、储能装置、太阳能面板;热防护面板;运动和休闲、健康和医疗、以及电子设备。
[0255]
根据另一方面,本发明涉及三维复合部件,特征在于其得自如上定义的工艺的使用。
[0256]
根据又一方面,本发明涉及用于如上定义的工艺中的罐(20),其包括流化床(22)、刮刀或抽吸细颗粒的横向抽吸系统。
[0257]
根据又一方面,本发明涉及用于如上定义的工艺中的罐(20),其包括流化床(22)、刮刀和抽吸细颗粒的横向抽吸系统。
附图说明
[0258]
[图1]呈现根据wo 2018/115736的经预浸渍的纤维质材料的制造工艺的实施单元的局部图。
[0259]
[图2]呈现包括流化床、设置有至少一个可为压辊的张力装置(e')的罐。
[0260]
[图3]呈现具有刮刀的罐的照片。
[0261]
[图4]为针对毛丝和随着时间推移将粉末散开的自动化刮刀系统的图。在罐的无用区域(其不扰乱罐的其它部分)中自动回收毛丝。图4和下图5是仅一幅图,但是为了可视性原因,已经将其分成两部分;图4表示左边部分并且图5表示右边部分。
[0262]
[图5]为如以上解释的右边部分。
[0263]
[图6]呈现使得可回收在流化床上方被抽吸的粉末的旋风分离器。
[0264]
[图7]显示随着时间的变化,流化床的水平和来自hexcel的纤维质材料as4中热塑性聚合物(bact/10t)的重量百分比降低。左边刻度:床高度
[0265]
右边刻度:热塑性聚合物(bact/10t)的重量%。
实施例
[0266]
实施例1
[0267]
在中试生产线上进行生产试验以在维度lxlxh=500x500x400 mm3的透明的平行六面体罐中将来自hexcel的as4 12k纤维质材料用具有d50=106μm的颗粒尺寸的bact/10t热塑性聚合物基质预浸渍,随着预浸渍进行,仅手动添加粉末。所添加的粉末的颗粒尺寸与开始时罐中的颗粒尺寸相等。因此,该情况是最坏的情形,其中就颗粒尺寸而言没有任何东西被控制或再调节。
[0268]
获得了如下4类粉末,可分析其颗粒尺寸:
[0269]-被纤维质材料带走并且其颗粒尺寸分布基本上与罐中存在的粉末相等的粉末
→
g0
[0270]-飞走并且向下掉落回所述罐旁边的粉末以及被纤维质材料带走并且在熔融之前从纤维质材料掉落的粉末
→
g1
[0271]-初始存在于所述罐中的粉末
→
g2
[0272]-在生产结束时存在于所述罐中的粉末
→
g3
[0273]
在1星期的生产之后,在所述罐旁边发现的颗粒尺寸g1的粉末的体积测得等于初始存在于所述罐中的粉末的体积的1/20。
[0274]
在1星期的生产之后,因此获得了下表:
[0275]
[表1]
[0276][0277]
在再循环的情况下,在所述罐中获得了g4颗粒尺寸,其基本上等于g0。
[0278]
实施例2
[0279]
罐具有自动化刮刀和用于在生产期间供应粉末的自动系统。
[0280]
纤维材料:来自hexcel的碳纤维as4 12k
[0281]
热塑性聚合物:具有140℃的tg和颗粒尺寸d50=106μm的bact/10t(摩尔百分比40/60)。
[0282]
用刮刀每15分钟进行耙平(raking),这使得可恢复至初始床高度和将被带走的bact/10t的量在不添加粉末的情况下保持达1h 40,从而使得可回收所产生的堆积在玻璃料(frit)表面处的毛丝。
[0283]
结果示于图7中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1