使用增材制造来制造具有品质改进的表面的光学部件的方法与流程
使用增材制造来制造具有品质改进的表面的光学部件的方法
1.本发明涉及光学部件、例如眼科镜片的制造。
2.更具体地,本发明涉及一种通过增材制造来制造眼科部件的方法。
3.通过增材制造来制造眼科部件的方法是众所周知的。通过沉积多个预定体积的材料来形成光学元件,预定体积的材料可以是材料层或多个体素,即,材料的基本体积,其形成在同一层内,或者通过沉积微滴而形成,每个微滴是一个体素。
4.所述预定体积的材料的沉积在三个维度上、特别是在光学元件的倾斜或弯曲区域中引起离散的图案或阶梯图案。当光学元件是眼科镜片或其一部分时,由于粗糙度太高,这种图案不允许获得期望的光学功能,使得这个表面对于光学应用是不可接受的。
5.例如在wo 2017/062857 a1中披露了这种阶梯图案的解决方案,其中使用膜或隔膜将树脂铺展到通过增材制造获得的光学元件上,以使光学部件的外围表面平滑。然而,如果膜太硬或者如果光学元件还没有完全固化,膜或隔膜可能使光学元件变形,或者使树脂不均匀地铺展。相反地,如果膜太容易拉伸,它可能不允许将阶梯图案减少到完全令人满意的水平,从而保留了阶梯图案的印迹。
6.因此,本发明旨在解决的问题是提供一种改进的方法,该方法允许制造提供精确光学功能的带有平滑的外围表面的眼科部件。
7.为了解决这个问题,本发明提供了一种制造具有至少一种光学功能的光学部件的方法,该方法包括:
[0008]-通过相继地聚集可聚合材料的多个预定体积元素,使用增材制造工艺制造光学元件的至少一部分,该光学元件的一部分被配置成提供光学部件的光学功能的至少一部分,所述增材制造被执行为使得光学元件包括未完成表面,所述未完成表面具有凹凸图案,该凹凸图案是由增材制造工艺的迹线形成并且相对于表面的平均弯曲表面具有至少一个凹陷,
[0009]-对未完成表面施加和铺展可硬化涂布液体层,该可硬化涂布液体被配置成至少部分地填充该至少一个凹陷,
[0010]-使可硬化涂布液体层硬化。
[0011]
本发明进一步提供了一种用于制造光学元件的方法,该方法包括提供带有表面的光学元件,该表面具有阶梯图案,使得该光学元件不是完全平滑的,该方法包括:
[0012]-在光学元件的表面上施加和铺展散可硬化涂布液体,以便覆盖光学元件的阶梯图案,
[0013]-使存在于表面上的可硬化涂布液体硬化;
[0014]
其中,在施加可硬化涂布液体之前,具有阶梯图案的表面是未完成表面。
[0015]
发明人注意到,在涂布之前提供未完成状态的所述表面沿着两条轴线改进了该工艺。首先,由于改进了润湿特性,与在完成的表面或硬化的表面上的铺展相比,可硬化材料在未完成表面上的铺展得到改善。此外,这种未完成状态允许在涂层硬化时促进涂布液体对表面的粘合。
[0016]
这种改进的润湿性允许使用能够填充由凹凸图案形成的凹陷而不形成空气夹杂
的涂布液体;此外,改进的润湿性使得能够使用具有自流平特性的涂布液体,该涂布液体能够使凹凸图案的所述凹陷平滑。这两个方面都能够提供连续的外表面。光学元件的外表面因此是平滑的,允许提高光学元件满足期望光学功能的能力。
[0017]
此外,涂布液体与未完成表面的未完成部分一起硬化,从而提高粘合性。
[0018]
根据制造方法的实施例,在涂布步骤之前,未完成表面是至少部分未固化的。因此,当硬化时,可硬化涂布液体可能与来自未完成表面的材料部分地合并,从而减少两层之间界面的出现。因此,它提高了光学元件提供期望光学功能的能力。
[0019]
因此,在涂布步骤之前,未完成表面部分地而不完全地固化。这种部分固化允许表面促进涂布液体的粘合。
[0020]
根据制造方法的实施例,未完成表面是由形成光学元件的外部体积元素形成,并且所述外部体积元素具有非零聚合率,该非零聚合率小于或等于已经接收2次具有表示jacobs能量的固化表面能量的光。
[0021]
根据制造方法的实施例,未完成表面是由形成光学元件的表面部分的体积元素的末端部分形成的受抑制层,并且在增材制造工艺期间已经在该受抑制层中抑制了聚合。
[0022]
当增材制造该光学元件时,在光学元件的外表面形成受抑制层。该受抑制层的特征在于从受抑制层下方的光学元件到空气减小的转换率的梯度。该层的形成来自至少一种抑制剂物质对聚合的抑制,该抑制剂物质能够淬灭聚合反应的引发或终止聚合反应。在自由基链增长聚合的情况下,分子氧可以在增材制造期间起到抑制剂的作用。在辐射下产生的活性自由基在所打印的层的表面处被氧气猝灭。
[0023]
外层的这种受抑制状态(根据标准工艺通常是不期望的,通过清洁来避免或去除,或者在最终固化步骤中完全固化)根据本披露内容的该实施例被用作促进润湿和粘合的益处,并且因此能够使由增材制造产生的阶梯图案平滑。
[0024]
根据制造方法的实施例,涂布步骤包括使沉积在所述未完成表面上的涂布液体层固化。
[0025]
该固化步骤允许完全固化涂布液体层以完成光学元件,或者仅部分地固化涂布液体层以促进另一固化液体层的粘合。这种固化可以被配置成还使涂布液体下面的未完成表面完全固化或完成。
[0026]
根据制造方法的实施例,表面的预定抑制是通过在含氧气氛下、特别是在未完成表面的增材制造期间固化而获得的。
[0027]
根据制造方法的实施例,光学部件上存在的最后一层涂布液体在无氧气氛下固化。
[0028]
根据制造方法的实施例,可硬化涂布液体是可聚合涂布液体。
[0029]
根据制造方法的实施例,可硬化涂布液体包括至少一种类型的引发剂,该引发剂适于引发用于制造光学元件的可聚合材料的聚合。
[0030]
根据制造方法的实施例,形成光学元件的外部预定体积元素的可聚合材料和可硬化涂布液体包括相同的单体。
[0031]
这使得未完成的外围层和涂布液体之间的合并变得容易。此外,提供具有相同材料的未完成外围层和涂布液体允许具有相同的折射率,从而避免以限制不期望的光学效应。
[0032]
在特定实施例中,除了形成光学元件的外部预定体积元素的可聚合材料之外,可硬化涂布材料还包括添加剂,这些添加剂适于改进可硬化涂布材料的流变特性,比如铺展特性或流平特性。
[0033]
根据制造方法的实施例,形成光学元件的外部预定体积元素的可聚合材料在硬化状态下与可硬化涂布液体在硬化状态下的折射率之间的绝对差小于0.02、优选地小于或等于0.01。
[0034]
根据制造方法的实施例,该制造方法进一步包括将至少一个附加的可硬化涂布液体层施加和铺展到可硬化涂布液体层上或另一附加的可硬化涂布液体层上,并且使得在施加和铺展该附加的可硬化涂布液体层之前,该可硬化涂布液体层或所述另一附加的可硬化涂布液体层仅部分地固化。
[0035]
在这样做时,该方法提供了用于减少阶梯图案的多个涂层。因此,与使用单层涂布材料的平滑化相比,光学元件的外表面甚至更加平滑或具有更好的精度,而所施加的可硬化涂布材料的总厚度相似。反过来,它允许使用可硬化涂布材料的较小总厚度来获得与使用单个较厚涂层水平得到的相似的平滑度水平。它还允许通过选择外表面的平滑程度或其他参数来使工艺更加灵活。
[0036]
根据所述实施例的变体,在施加和铺展附加的涂布液体层之前,涂布液体层或所述另一附加的涂布液体层是至少部分未固化的或具有抑制的末端部分,以便促进附加的涂布液体层粘合到其上。
[0037]
根据制造方法的实施例,可以在先前的涂层上使用不同的涂布液体。所用的所述涂布液体具有经调整的流变或机械行为(更高或更低的粘度、更高或更低的自流平能力)。
[0038]
根据制造方法的实施例,涂层和潜在的附加涂层使得光学元件涂有平滑化层,该平滑化层的总厚度大于凹陷的深度尺寸,和/或大于预定体积元素的平均厚度尺寸、优选地大于或等于此深度尺寸的至少1.5倍。
[0039]
平滑化层厚度的这种定义允许确保凹陷被涂布液体填充,并且光学元件的外表面被平滑化。此外,监控平滑化层的厚度允许使层具有足以使外表面平滑但不太高的厚度,从而优化所用材料的量并确保保持所需光学元件的几何形状。实际上,在光学元件既定为设计成适用于眼镜中的眼科镜片的情况下,光学表面可以是复杂的表面,潜在地具有两个或更多个具有不同光焦度的区域。相应地,在确保保持镜片光学表面的复杂性和使局部凹凸和阶梯平滑化之间存在冲突。
[0040]
根据制造方法的实施例,通过在包括抑制剂(比如分子氧)的气氛下使相继的可硬化涂层固化来获得末端部分的所述预定抑制。
[0041]
根据制造方法的实施例,该制造方法包括使光学部件上存在的最终的可硬化涂布液体层完全固化。
[0042]
该最终固化步骤允许光学元件获得不粘的或非粘性的表面。
[0043]
根据制造方法的实施例,在施加步骤和铺展步骤之前,光学元件的未完成表面没有被完全清洁,使得在对所述未完成表面施加和铺展可硬化涂布液体层之前,该表面包括可固化液体材料层或子层。
[0044]
根据制造方法的实施例,施加步骤和铺展步骤是通过浸渍工艺、喷涂工艺、旋涂工艺、喷墨工艺和聚合物喷射中的至少一种来执行的。
[0045]
所有这些工艺允许将可硬化涂布液体分布在整个未完成表面上,以有助于使光学元件的外表面平滑化。
[0046]
根据制造方法的实施例,光学元件包括由所述多个体积元素形成并形成弯曲轮廓曲线的多个层,所述表面的凹凸图案是由所述层的边缘形成的阶梯图案。
[0047]
下面通过示出了本发明的几个优选实施例的附图来更详细地描述本发明。
[0048]
图1示意性地示出了通过增材制造来沉积预定体积而获得的光学元件。
[0049]
图2示意性地示出了光学元件,在该光学元件顶部具有未完成表面。
[0050]
图3示意性地示出了光学元件,在光学元件的未完成表面上涂有可硬化的涂布液体。
[0051]
图4示意性地示出了施加到光学元件的未完成表面上的多个涂层。
[0052]
图5示意性地示出了具有平滑外表面的完全固化的光学元件。
[0053]
图6示出了可固化材料随提供给其的能量而变的转化率。
[0054]
图7示出了层随提供给它的能量的自然对数而变的预期厚度。
[0055]
图8示意性地示出了光学元件的表面的详细视图。
[0056]
图9示出了用于控制验收要求的制造方法的实施例的流程图。
[0057]
如图1所示,通过增材制造、即通过沉积多个预定体积元素14来获得光学元件40,这些预定体积元素被并置和叠加来形成多个叠加材料层。光学元件40是光学部件的一部分,该光学部件可以是眼科镜片。例如将光学元件40形成在构建支撑件30上。替代性地,可以在没有任何构建支撑件30的情况下制造光学元件40。
[0058]
所述光学元件40是相对于三维轴系统制造的,该三维轴系统包括第一表面轴线x和第二表面轴线y,该第一表面轴线和该第二表面轴线限定了体积元素14层在其上延伸的平面。三维轴系统还包括相对于体积元素14层的厚度而言的高度轴线z。
[0059]
所述预定体积元素14可以是材料层或多个体素,即由增材制造技术定义的材料基本体积:用于喷墨打印的材料微滴、立体光刻中的曝晒分辨率、以同一材料层一起照射的多个体素、彼此上下形成的此类体素群的不同层、熔融沉积中的原材料大小。因此,所述光学元件40可以包括多个层和多个体素中的至少一者。
[0060]
应注意,增材制造在此对应于三维打印或立体光刻方法、或甚至熔丝制造方法。优选地,增材制造是立体光刻(sla)、数字光处理立体光刻(dlp-sla)或(光)聚合物喷射中的一种。聚合物喷射技术的优点是,增材制造机器可以具有多个使用不同材料的打印头。增材制造技术包括多种方法,这些方法通过根据可以在cad(计算机辅助设计)文件中定义的预定排列来并置多个体积元素而创建物体。
[0061]
立体光刻(sla)和数字光处理立体光刻(dlp-sla)都是通过将光(主要是紫外光)聚焦到可光固化液体树脂的容器上以形成固体层来工作,这些固体层堆叠起来形成固体物体。关于立体光刻(sla),液体树脂通过激光束扫描打印区域来接收选择性曝光。数字光处理立体光刻(dlp-sla)使用数字投影仪屏幕将每个层的图像投射到树脂的整个表面上。由于投影仪是数字屏幕,每个层的图像由明显方形的像素组成,从而产生由被称为体素的小矩形块形成的层(体积由方形像素和层的厚度定义)。
[0062]
作为替代方案,像素可以具有其他形状,比如六边形、菱形或长形,这取决于用于形成图像的技术,例如lcd或led或dmd(微镜)像素。
[0063]
聚合物喷射技术使用喷墨打印头将可固化液体树脂微滴喷射到构建平台上。液体树脂立即被固化单元(比如加热源或光源)固化,并一组微滴一组微滴地凝固以构建层或最终光学元件(并形成固体物体)。
[0064]
在实践中,这里所使用的增材制造技术是基于光图案在可固化材料上的投射。图案的光例如来自红外光源或微波源或紫外光源。可固化材料例如是基于在主链中含有硫原子的(甲基)丙烯酸酯单体/低聚物的光聚合物/可光固化树脂,并且在所有体积元素被沉积并且单体的聚合完全完成时制造出光学元件。
[0065]
在实践中,光聚合方法可以通过可固化材料的单体转化率cv(或不恰当的“聚合率”)来表征。转化率cv与可固化材料的物质的物理状态有关。在被可固化能量照射、主要是光照射之前,可固化材料是液态。转化率cv被认为接近于0,尽管由于可固化材料的老化而存在轻微的聚合。在可固化表面能量对可固化材料的照射下,可固化材料发生聚合,并且从液态逐渐转变为固态。可固化材料会经历多种状态,尤其是中间状态(被称为“凝胶状态”),其对应的转化率cv取决于可固化材料的组成。中间状态对应于既不是液态也不是固态而是介于它们之间的物质状态,特别是不够坚固无法在零件不损坏或变形的情况下进行操纵,但是单体已经开始彼此聚合,开始形成聚合物网络的一部分。一些丙烯酸酯单体的中间状态的转化率cv可以例如在10%与80%之间,或一些其他单体的中间状态的转化率高于5%和/或低于67%。对于通常高于70%的转化率cv,可固化材料被认为处于固态。对于一些丙烯酸酯单体,对于高于40%的转化率cv,可固化材料被认为处于固态。取决于材料,对于高于临界转化率的转化率,可固化材料被认为处于固态,临界转化率可以凭经验被确定为处于约40%到约100%之间。
[0066]
光学元件40的一部分被配置成提供光学部件的光学功能的至少一部分。
[0067]
将回顾的是,镜片、系统或光学元件的光学功能指的是本镜片或本系统或本元件的光学响应,即,对光束穿过相关镜片、系统或光学元件的传播和透射的任何变化进行限定的功能,而无论入射光束的入射角如何,并且无论入射光束所照射的输入屈光度的几何范围如何。所述至少一个光学功能可以是简单的或复杂的。
[0068]
更确切地,在眼科领域中,光学功能被定义为针对镜片、系统或光学元件的配戴者的所有注视方向,配戴者焦度和散光特性的分布以及与本镜片、本系统或本光学元件相关联的更高阶像差的分布。这当然要假定该镜片、该系统或该光学元件相对于配戴者的眼睛的几何定位已经被预先确定。
[0069]
还将注意的是,配戴者焦度是一种计算和调节眼科镜片的焦度的方式,其不同于前聚焦度量(focometric)焦度。计算配戴者焦度保证了一旦镜片被定位在眼镜架中并且被配戴者配戴,配戴者所感知到的焦度(即,进入眼睛的光束的焦度)符合处方焦度。一般情况下,对于变焦镜片而言,在镜片上的任何点、尤其是检查远视觉与近视觉的点处,使用焦度计所测量的焦度不同于配戴者焦度。然而,单焦点镜片的光学中心处的配戴者焦度通常接近于使用位于此点处的焦度计所观察到的焦度。
[0070]
取决于光学部件的期望光学功能,光学元件40的前侧和后侧可以各自是平面的或弯曲的。取决于光学部件的期望光学功能来确定光学元件40的形状或预定轮廓曲线。“弯曲”表面意味着该表面限定了具有非零曲率的轮廓曲线。
[0071]
在图1和图2中,光学元件40是部分地制造的。换句话说,光学元件40的制造没有完
成,因而光学元件40没有获得其最终的形状或轮廓曲线。
[0072]
光学元件40包括表面42。该表面42在光学元件40上形成凹凸图案44。该凹凸图案44是由增材制造工艺的迹线形成的。该凹凸图案44呈阶梯图案的形式,其中,每个阶梯由体积元素14的边缘形成。凹凸图案44相对于表面42的另一部分形成了凹陷18。特别地,在相继体积元素14的两个端部部分或两个边缘之间形成凹陷18。
[0073]
如图2所示,所述表面42是由光学元件40的末端部分或表层形成的材料层。因此,所述表面42具有不为零的厚度。表面42形成增材制造层的厚度的5%至100%。换句话说,表面42从由体积元素14制成的层的上表面延伸,并且具有的厚度在该层的厚度的5%至100%之间。增材制造层通常具有1μm至200μm的厚度。
[0074]
执行增材制造工艺来使得表面42是未完成的。
[0075]“未完成的”是指具有未完成表面42的层在其至少部分厚度上并且至少在未完成表面上具有比成品光学元件所期望的转化率或聚合率低的转化率或聚合率:例如,在施加步骤和铺展步骤之前,该层是至少部分地未固化的,并且在其至少部分厚度上具有非零转化率或聚合率。该层的这部分厚度可以被称为子层,因为它通常比对应的增材制造工艺中使用的通常层或根据本披露内容施加的可硬化材料的其他层更薄。换句话说,未完成层或具有未完成表面的层至少部分地聚合,但没有完全聚合。未完成层或具有未完成表面的层是jacobs意义上的非完全固态层。作为极端的说明,具有未完成表面的层可以完全是非固态凝胶材料,或者相反地,作为完全相反的情况,对于其大部分厚度来说是jacobs意义上的固态,未清洁的表面仅给该表面提供完全未固化的可固化液体材料的薄涂层(在层厚度的5%至50%之间)。本发明的大多数应用可以介于这两种情况之间。
[0076]“未固化”或“部分未固化”是指表面42至少具有处于液态或在液态与固态之间的中间状态的可固化材料外层或子层,同时具有非零转化率。
[0077]“部分未固化”因此包括在表面上具有外部液体层或子层、处于中间状态的外层或子层、或足够固态而能被操纵同时具有转化率或聚合率的外层或子层,该转化率或聚合率可以通过随后的固化步骤显著增加,例如:所述材料中仍包含未聚合的单体。
[0078]
在表面42是部分未固化的实施例中,在沉积该可硬化的涂布液体46之前,光学元件40的表面42没有被完全清洁。未完全清洁的目的是保留/保护部分未固化的层或受抑制的层。
[0079]“未完全清洁”是指在施加和铺展可硬化涂布液体层期间,在施加可硬化涂布液体层之前制造的装置已经包括已经存在于其表面上的可固化液体材料薄层或子层。换句话说,在即将施加或铺展可硬化涂布液体46之前,光学元件40的表面被所述液体可固化材料薄层覆盖。
[0080]
在一个实施例中,未完全固化在光学元件的所述外部聚合的或部分地聚合的预定体积元素顶上维持了用于增材制造这些形成光学元件的预定体积元素的可聚合材料的液体层。它可以提高粘合性,并且将可硬化涂布液体与受抑制层合并。未完全清洁可以包括使用较短的溶剂暴露持续时间进行清洗,或仅使用排水,但这仍会在所制造的装置上留下液体薄层。
[0081]
然后,对未完成表面42涂布可硬化涂布液体46层,该可硬化涂布液体被配置成至少部分地填充至少一个凹陷18。已经观察到,维持该表面42是未完成的促进了可硬化涂布
液体46在表面42上的润湿。由未完成表面42提供的改进的润湿性允许可硬化涂布液体能够伸展自身并且使自身变平以填充由凹凸图案44形成的凹陷18。此外,维持该表面42是未完成的促进了可硬化涂布液体46粘合到表面42上。可硬化涂布液体46与未完成表面42的材料合并,从而减少两层之间界面的出现。这显著提高了光学元件40提供期望光学功能的能力。
[0082]
沉积到所述未完成表面42上的可硬化涂布液体46然后被固化,以使可硬化涂布液体46层硬化。取决于要沉积的可硬化涂布液体46的数量,可硬化涂布液体46部分地固化或完全固化。实际上,如图4所示,可以沉积多层可硬化涂布液体46。
[0083]
当沉积多层可硬化涂布液体46时,先前沉积的可硬化涂布液体46对应于第一层50可硬化涂布液体46。在这种情况下,第一层50仅部分地固化,以促进另一可硬化涂布液体46层的粘合。换句话说,维持第一层50是未完成的。附加层52的可硬化涂布液体46被沉积到第一层50可硬化涂布液体46上。可以沉积多个附加层52的可硬化涂布液体46以获得光学元件40的最终形状。每个附加层52仅部分地固化,即维持在未完成状态,以促进另一层可硬化涂布液体46的粘合和润湿。如图5所示,光学元件40然后被完全固化,以使整个光学元件40硬化成固态。
[0084]
如图5所示,当将单层硬化涂布液体46沉积到未完成表面42上时,可硬化涂布液体46接着完全固化,以使整个光学元件40硬化成固态。
[0085]
因此可以获得连续且平滑的外表面48,从而提高光学元件40满足期望光学功能的能力。“连续且平滑的”表面是指没有任何凹凸图案或具有减少的凹凸图案的表面;例如,具有至少小于1μm或者甚至小于500nm的凹凸图案的表面。特别地,凹凸图案使得h《kt2,其中,h是离目标表面的高度变化的幅度,t是由凹凸图案形成的波的周期,并且k是取决于折射率和制造容差的常数。特别是,这意味着h和t必须遵守以下等式:
[0086][0087]
其中h=离目标表面的高度变化的幅度(以μm计)
[0088]
δp=工业容差,它小于0.12屈光度,或0.06屈光度,或甚至0.02屈光度,这取决于光学镜片的目标品质。
[0089]
t=凹凸图案的周期或“波长”(以毫米计)。
[0090]
n=材料的折射率
[0091]
作为示例,对于折射率为1.5(这是用于眼镜镜片的最低折射率之一)的硬化的涂布材料和最高的工业容差,在表1中可以找到,要使表面被认为是连续且平滑的,取决于凹凸图案的波长的所述凹凸图案的最大高度。
[0092]
t(mm)h(μm)10.01220.04930.10940.19550.30460.43870.596
80.77890.985101.216
[0093]
表1
[0094]
应注意,通常术语“粗糙度”是针对波长小于1mm的凹凸图案确定的。如果ra(幅度的算术平均数)小于或等于10nm,则认为眼镜的光学表面是平滑的。
[0095]
可硬化涂布液体46的这种多层化可以被配置用于产生热机械特性或光学特性的梯度。作为示例,可以选择材料,使得耐刮擦性得到改进,或者使得涂布后的抛光变得更容易。这可以通过改变一层或多层的可硬化涂布液体的可固化材料本身来实现,或者可以将增加的百分比的硬化剂或胶体添加到可固化材料中。此外,为了使光学元件40具有更好的抗冲击性,可以选择材料的软化。这多个层可以形成用于截断预定波长(为有害蓝光)的带通滤波。
[0096]
使用第一实施例或第二实施例,表面42可以维持是未完成的。相同的实施例可以用于制造未完成的可硬化涂布液体46层。
[0097]
根据第一实施例,未完成表面42是已硬化材料的外层的受抑制层或子层。换句话说,已经在增材制造工艺期间抑制了表面42的聚合,以维持该表面是未完成的。
[0098]
在使用增材制造打印了物体之后,在物体的外围处形成受抑制层,并且受抑制层的特征在于从零件到空气减小的转化率的梯度。该受抑制层或子层是由打印期间分子氧对聚合的抑制形成的。因此,该层在分子氧或正常气氛下打印或固化,以维持聚合抑制现象。在辐射下产生的活性自由基被所打印的层表面处的分子氧猝灭。在涂布领域,为了避免在固化期间/之后形成这种受抑制层,付出了巨大的努力。在该第一实施例中,表面42被有意形成为受抑制层或子层,以促进另一材料层的粘合和铺展,并减少层之间界面的出现。
[0099]
当施加和铺展表面42时,受抑制层通过扩散被补充引发剂。这些引发剂受到保护而免于分子氧的影响。当可硬化涂布液体46聚合或固化时,先前的受抑制层或子层(表面42或可硬化涂布液体46层)也聚合,并且在可硬化涂布液体46的顶部形成新的受抑制层。这种将新涂层沉积到受抑制层或子层上然后部分地固化的构造允许新涂层与先前的受抑制层合并,从而与已经制造的体积元素14合并。
[0100]
在该第一实施例中,在无氧气气氛下沉积光学元件40的最后一层可硬化涂布液体46,从而完成该最后一层。一旦施加了最后一层,就将阶梯平滑化,将光学元件40放置在惰性气氛(例如氮气)的烘箱内,以避免氧抑制并明确地固化光学元件40。当在光学元件40上沉积单层时,这最后一个可硬化涂布液体46层是第一层50,并且当沉积多个涂层时,该最后一层是附加层52。
[0101]
根据第二实施例,通过调整在增材制造工艺期间对形成表面42的预定体积元素提供的总固化能量(或光剂量),表面42被制成的未完成的。“最后的固化能量”是指在沉积可硬化涂布液体46层之前由光源提供的最后的照射。
[0102]
相应地,在增材制造工艺期间,表面42的可固化材料接收的固化能量被限定为不足以完全硬化该可固化材料,从而维持其是未固化的。因此,表面42仅被提供有允许开始固化过程的预定光剂量,但是没有达到能够使表面42完全固化的光剂量值。
[0103]
调节对可固化材料提供的光剂量允许控制可固化材料的聚合率(或转化率)。实际
上,表征中间状态和固态的转化率取决于源自光源的固化表面能量e(或光剂量)、可固化材料的吸收特性、以及引发剂使可固化材料聚合的效率。
[0104]
图6示出了随照射可固化材料的固化表面能量e而变的转化率cv(以%为单位)的曲线图。
[0105]
在当前实施例中提供给表面42的光剂量被调整为低于或等于jacob能量量ej。这使得形成该表面的体积元素是部分未固化的,即,形成该表面的每个体积元素的至少一部分是未固化的。在变体中,在当前实施例中提供给表面42的光剂量被调整为低于或等于临界jacobs能量ec,例如大于0.3*ec。这使得形成该表面的体积元素是未固化的:即处于中间状态,同时仍已经引发聚合。例如,如果体积元素是体素,例如通过喷墨沉积一滴材料形成的体素,或者通过照射液体材料层上的像素形成的体素,则形成该表面的体素处于中间状态。
[0106]
应注意,如果形成表面42的可固化材料接收了高于jacobs能量但低于其3倍的光剂量(该光剂量对应于表示jacobs能量(ej)的固化表面能量),同时仍低于达到完全转化所需的能量,则表面的预定体积元素可以处于本披露内容含义内的未完成状态,而不是本披露内容含义内的“部分未固化”。预计如果提供的能量小于2倍ej,则表面将处于未完成状态。图8示出了形成未完成层的表面42,对于该未完成层,已经将光剂量设定为低于或等于jacob能量ej。
[0107]
jacobs能量ej对应于对于给定厚度的给定可固化材料要将整个给定厚度硬化成足以根据jacobs方法论测量的固态状态的最小固化表面能量。jacobs能量ej从如下所示的jacobs等式获得:
[0108]
ej=ec*exp(th/dp)
[0109]
其中,“th”是光学元件40的厚度,“dp”是可固化材料内固化表面能量的光深度穿透值,并且“ec”是为可固化材料定义的临界jacobs能量。
[0110]
在通过自由基链增长聚合工艺固化的丙烯酸酯单体的情况下,被认为是固体的材料的对应转化率cv(即:至少已经接收了jacobs能量)通常是60%到80%左右。根据该转化率cv,单体的转化足够使聚合的材料处于固态,即使所制造的装置需要增加的转化率以具有足够的机械特性。相应地,对于丙烯酸酯单体,可以考虑的是,本披露内容的一些实施例的优点可以应用于小于80%或60%的转化率。
[0111]
如图7所示,光深度穿透值dp和临界jacobs能量ec是从jacobs实验得到的工作曲线60中获得的。该实验包括:用一组已知的固化表面能量照射可固化材料(这里是树脂);形成已经用不同固化表面能量照射的多个样本、或者潜在地形成包括用不同固化表面能量照射的不同区域的一个样本;以及测量每个样本或样本区域的可测量固态材料的对应聚合厚度。工作曲线60是为可测量固态的已聚合材料的测得厚度随固化表面能量e的自然对数(ln)而变的半对数图。
[0112]
表面42的施加和铺展可以通过眼科领域中常用的技术来进行,特别是比如浸渍工艺、喷涂工艺、旋涂工艺、喷墨工艺或聚合物喷射。为了避免运输期间的损坏和夹杂灰尘的风险。涂布装置可以实施在增材制造机器(打印机器或dlp-sla机器)或连接到打印机器的专用单元中。
[0113]
可以在根据本发明的方法中实施控制过程。可以使用表面测量装置来限定合适的
涂布条件。这在使用喷墨/聚合物喷射技术时特别有用,在这种技术中,可以取决于(x,y)位置来计算分配的树脂的量。该表面测量装置优选地是非接触式测量装置。
[0114]
表面测量装置例如是使用相位偏转测量技术的光学测量装置。在这种情况下,优选的是使用不激活树脂的聚合的光波长,特别是紫外光。替代性地,表面测量装置使用例如干涉测量过程。优选的是结合这种干涉测量过程使用缝合装置。这些过程可以通过反射进行测量,或者通过光的透射和偏转进行测量。在反射中,例如可以使用不透射的波长来工作,以避免来自光学部件的另一表面的二次反射,或者来自涂层与未完成表面之间的界面的二次反射。优选地选择波长,使其不与未完成表面材料内存在的光引发剂反应。
[0115]
该制造方法可以使用闭环过程来执行,以更好地监控最终光学元件40的特性。在图9中示出了这样的控制闭环过程的示例。
[0116]
未完成表面42被打印出100,然后由表面测量装置进行测量110。取决于在表面42上进行的测量来确定120第一涂层的特性。这些特性优选地至少包括第一涂层的厚度。此外,可以考虑波纹或粗糙度的频率或幅度以及粗糙度的平均幅度,以确定第一涂层所需的流变特性:厚度、粘度、表面张力等等。然后将第一涂层沉积130到表面42上,并且由表面测量装置对该第一涂层进行测量140。
[0117]
将在第一涂层上得到的测量结果与验收要求(例如光学元件40的表面品质或第一涂层的厚度)进行比较150。如果光学元件40是可接受的,则控制过程完成,并且将第一涂层表面在惰性(无氧)气氛下完全固化160。如果光学元件40是不可接受的,则将第一涂层在氧气气氛下固化170。计算180附加涂层,然后将其沉积190到第一涂层上。也测量140附加涂层。进行另一比较150,以确定光学元件40在具有这个附加涂层的情况下是否是可接受的。因此形成了闭环来确定附加涂层的特性和数量,以使光学元件40是可接受的。
[0118]
在上面的示例中,在固化之前进行表面测量。替代性地,可以在充氧气氛下固化之后进行表面测量。
[0119]
可硬化涂布液体46是可固化材料。在实施例中,可硬化涂布液体46的可固化材料是与体积元素14的可固化材料基本上相同的。实际上,对可硬化涂布液体46和体积元素14使用相同的材料促进了可硬化涂布液体46在光学元件的未完成表面的材料上的铺展、粘合和合并。此外,使用相同的材料允许使层的折射率相同。这里,“基本上”意味着可硬化涂布材料将包括用于形成光学元件的预定体积元素的材料的(多种)单体(其比例明显相同),同时可能具有适于改变可硬化涂布材料的流变特性(比如铺展特性或流平特性)的不同的添加剂、或不同浓度的添加剂或溶剂。要注意的例外情况是,一些添加剂可以是单体形式,单体的质量小于15%。
[0120]
在实施例中,多个可硬化涂布液体层连续地铺展在光学元件的表面上,对于所有层,可硬化涂布液体46的可固化材料是与体积元素14的可固化材料基本上相同的。替代性地,对于一些层来说可以是不同的,而通常所施加的与未完成表面直接接触的第一层将具有与体积元素的可固化材料基本上相同的材料。
[0121]
可硬化涂布液体46的材料优选地包括至少一种类型的引发剂,该引发剂适于引发体积元素14的可聚合或可固化材料的聚合。
[0122]
应根据诸如涂布技术、树脂流变行为、体积元素14的高度、表面的凹度和曲率、要覆盖的面积等因素来调整涂布参数。
[0123]
应注意,为了具有自流平涂层,优选具有尽可能高的表面张力。为了在固体表面与涂布液体之间获得良好的润湿,优选的是具有最低接触角a,低于90
°
。接触角a通过以下等式与固体的表面能量ess、固体与液体之间的表面能量esl、以及液体的表面张力t相关联:
[0124]
ess=t cos(a)+esl
[0125]
因此,a=arcos([ess-esl]/t)
[0126]
因此,增加表面张力t会增加接触角并降低润湿性。
[0127]
相反地,增加ess或减少esl会降低接触角并增加润湿性。
[0128]
因此,人们想要低表面张力以便使涂层在表面上具有良好的润湿性,并想要高表面张力以便具有良好的自流平特性。
[0129]
发明人发现,使未完成材料形成表面降低了可硬化涂布液体与表面之间的表面能量esl,并且增加了表面的表面能量ess。相应地,使用未完成表面使得能够提高表面相对于可硬化涂布液体的润湿特性。这改进了可硬化涂布液体在表面上的铺展,并且促进了对表面内的任何凹陷或孔的填充。
[0130]
进一步,降低可硬化涂布液体与表面之间的表面能量ess并增加esl能够使可硬化涂布液体具有更高的表面张力,同时仍然维持低接触角。因此,可以使用具有改进的自流平特性的材料,同时仍然能够在表面上良好地铺展可硬化涂布材料。
[0131]
进一步,应注意,当使用在本披露内容的含义内部分地为液态或未固化的未完成表面时,润湿性机理从液体对固体的润湿性转变为液体对液体的混溶性。混溶性机理主要不是由涂布液体的表面张力驱动,而是由两种液体的溶解度参数(比如极性、分散、分子量、氢键、范德华力等)驱动。相应地,在未固化或部分液态的未完成表面的情况下,本披露内容的方法使得能够具有高润湿性,同时对可硬化涂布液体的表面张力的影响小。因此,可以使用表面张力高于液体对固体润湿性的可硬化涂布液体。如果涂布液体的材料在化学上接近未完成表面的材料,这种现象会增加。
[0132]
可硬化涂布液体46的流变行为可以通过流变添加剂来改变,以便更好地填充和/或流平/拉伸。可以使用以下添加剂:表面添加剂、空气释放添加剂(当使用溶剂时)、增粘剂、偶联剂、润湿和分散添加剂(在被填充的涂层的情况下)、粘度调节剂(有时可以是单体)、以及更一般的流变剂调节剂。
[0133]
这些流变添加剂可以混合在可固化材料中,或者在沉积期间加入。
[0134]
流变行为和涂布参数可以适于每个可硬化涂层。例如,可以仅对于附加涂层52,增加填充和流平能力。然后,这种能力可以逐渐适于每个附加层,以增强流平行为。
[0135]
每层的涂布厚度可以是不同的。取决于所采用的增材制造技术,总涂布厚度优选地至少约为凹陷18(阶梯)的高度,例如在1μm至200μm之间。
[0136]
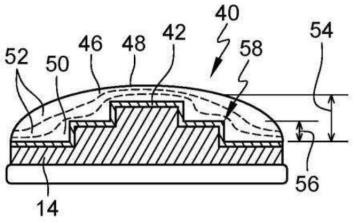
作为单个层或多个层的可硬化涂布液体46使得表面42涂有平滑化层,该平滑化层的涂布厚度54大于凹陷18的深度尺寸56。如图4所示,层的厚度和凹陷18的深度尺寸56沿着厚度轴线z限定。凹陷18的深度尺寸是指体积元素18的两个相继层的上表面之间沿着厚度轴线z的长度。涂布厚度54优选地是在位于表面上的两个层或体积元素14之间的中空部上的点处沿着厚度轴线z考虑的。替代性地,涂布厚度54可以由光学元件40的表面42的两个层或体积元素之间的中空部与可硬化涂层的外表面和/或光学元件的外表面48之间的最短距离限定。这个外表面48对应于光学元件40完全固化(包括该至少一个可硬化涂层的固化)时
的外表面48。
[0137]
替代性地或组合地,涂布厚度54大于预定体积元素14的平均厚度尺寸。可以通过计算用于制造光学元件的每个层和/或体素沿z轴的厚度的平均值来计算平均厚度。优选地,涂布厚度54大于或等于此深度尺寸56或平均厚度尺寸的至少1.5倍。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1