注射成型用模具的制作方法
1.本发明涉及一种注射成型用模具。
背景技术:
2.以往,对于车辆用外装部件在使用对表面施加过镀敷处理的树脂成型品。对于这样的车辆用外装部件而言,通过向注射成型用模具的内部供给熔融树脂并冷却而形成树脂基体,通过镀敷处理在该树脂基体的表面形成金属薄膜。例如,在专利文献1中公开了一种如下所述的技术:在模具的表面形成槽部,通过改变在该槽部中熔融树脂的流动来抑制在熔融树脂的表面形成脆弱层,由此提高镀层对树脂基体的附着强度。现有技术文献专利文献
3.专利文献1:日本特开2015
‑
142968号公报
4.但是,专利文献1中公开的发明是通过改变熔融树脂的流动来抑制形成脆弱层的技术,无法应对已经形成的脆弱层。因此,如果在到达槽部前在熔融树脂的表面形成脆弱层,则存在有该脆弱层残留在树脂基体的表层的情况。
技术实现要素:
发明所要解决的问题
5.本发明是鉴于上述诸多问题而做出的发明,本发明的目的在于:在形成对表面施以镀敷处理的树脂基体的注射成型用模具中,针对树脂基体的表层残留有脆弱层的现象进行抑制。用于解决问题所用的手段
6.本发明采用下面的技术方案作为解决上述问题的手段。
7.本发明的第一方面是一种注射成型用模具,其通过将熔融树脂进行成型来形成对表面施以镀敷处理的树脂基体,所述注射成型用模具具有外观设计面形成面以及背面形成面,该外观设计面形成面形成上述树脂基体的外观设计面,该背面形成面形成上述树脂基体的上述外观设计面的背面;在上述背面形成面上设置有破膜突部,所述破膜突部沿着与上述外观设计面形成面和上述背面形成面之间的空间中的上述熔融树脂的主要流动方向交叉的方向上延伸,并且朝向上述外观设计面形成面突出,对上述熔融树脂的表面覆膜进行破膜。
8.本发明的第二方面,其在上述第一方面中上述破膜突部形成为从沿着其延伸方向的方向观察时前端呈尖状。
9.本发明的第三方面,其在上述第一方面或第二方面中上述破膜突部沿上述熔融树脂的主要流动方向排列并设置有多个。
10.本发明的第四方面,其在上述第一方面至第三方面中的任一方式中,在上述背面形成面设置有破膜槽部,所述破膜槽部在上述熔融树脂的主要流动方向上与上述破膜突部
相邻配置,并且朝向与上述外观设计面形成面相反的方向凹陷。
11.本发明的第五方面,其在上述第四方面中在上述熔融树脂的主要流动方向上以夹着一个上述破膜槽部的方式相邻配置有两个上述破膜突部。
12.本发明的第六方面,其在上述第四方面或第五方面中上述破膜槽部形成为从沿着上述破膜突部的延伸方向的方向观察时底部朝向与上述外观设计面形成面相反的方向呈尖状。发明效果
13.在本发明中,对于形成外观设计面的背面的注射成型用模具的背面形成面,设置有对熔融树脂的表面覆膜进行破膜的破膜突部。因此,基于本发明,随着熔融树脂流动,由破膜突部针对熔融树脂的表面覆膜进行破坏。如此地,基于本发明,能够用破膜突部针对要成为脆弱层或已成为脆弱层的表面覆膜进行破坏,能够抑制脆弱层残留在树脂基体的表层。
附图说明
14.图1是通过本发明的一实施方式的注射成型模具成型的树脂基体的立体图。图2a是本发明的一实施方式的注射成型模具的示意性主要部分放大剖视图。图2b是图2a的区域a的放大图。图3a是示出本发明的一实施方式的注射成型模具的熔融树脂的流动情况的示意图。图3b是示出本发明的一实施方式的注射成型模具的熔融树脂的流动情况的示意图。图3c是示出本发明的一实施方式的注射成型模具的熔融树脂的流动情况的示意图。图4a是本发明的一实施方式的注射成型模具的变形例具备的破膜部的示意性放大剖视图。图4b是本发明的一实施方式的注射成型模具的其它变形例具备的破膜部的示意性放大剖视图。
具体实施方式
15.下面,参照附图对本发明的注射成型用模具的一个实施方式进行说明。
16.图1是通过本实施方式的注射成型用模具成型的树脂基体10的立体图。树脂基体10是通过对表面施以镀敷处理来形成车辆用外装部件的构件,由树脂形成。这样的树脂基体10例如由abs树脂或abs与聚碳酸酯的混合树脂形成。
17.树脂基体10的形状可以根据车辆用外装部件的形状任意改变。但是,车辆用外装部件由于是从车外能看到的部件,所以在树脂基体10的至少一部分上设置有位于从外部识别到的一侧的外观设计面。
18.图1是从与外观设计面相反一侧识别到的树脂基体10的立体图。如该图所示,在本实施方式中,树脂基体10具有外观设计壁11以及两个侧壁12,该外观设计壁11具有外观设计面11a,该两个侧壁12与外观设计壁11的端部连接。
19.如图1所示,树脂基体10是直线状地延伸的长条状的部件。外观设计壁11是沿着树脂基体10的延伸方向的长条板状的壁部,外侧面为外观设计面11a,内侧面为背面11b。外观设计面11a是在车辆用外装部件安装在车辆上的状态下从外部识别到的一侧的面。另外,背面11b是在车辆用外装部件安装在车辆上的状态下朝向车辆侧的面,是从外部看不到的面。
20.在本实施方式中,外观设计面11a是没有凹凸的平面。另一方面,在背面11b设置有沿外观设计壁11的长边方向(树脂基体10的延伸方向)排列的多个段部20。即,背面11b是具有凹凸的面。各个段部20在外观设计壁11的短边方向(与树脂基体10的延伸方向正交且沿着背面11b的方向,即树脂基体10的宽度方向)上直线状地延伸,以从一方的侧壁12到另一方的侧壁12的长度形成。
21.侧壁12是相对于外观设计壁11的短边方向的边缘部弯曲连接的壁部。两个侧壁12以相对的方式与外观设计壁11连接。具有这样的外观设计壁11以及两个侧壁12的树脂基体10的截面为大致u形。
22.这样的树脂基体10通过在注射成型时对熔融树脂的表面覆膜进行破膜由此抑制表层的脆弱层的形成。因此,基于本实施方式的树脂基体10,能够提高镀层对树脂基体10的附着强度。另外,在熔融树脂包含丁二烯粒子的情况下,如后所述,由于表面覆膜的破坏,所以流动性高的熔融树脂向表层溢出,丁二烯粒子的变形受到抑制,因此通过注射成型后的丁二烯粒子的溶解处理能够树脂基体10中形成深的孔部。因此,能够提高镀层的锚固效果,能够进一步提高镀层的附着强度。
23.接着,参照图2a~图3c对这样的树脂基体10的形成方法进行说明。
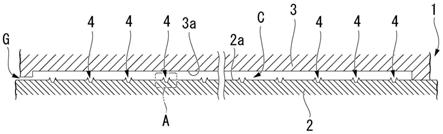
24.图2a是在通过注射成型来形成树脂基体10时使用的注射成型用模具1的主要部分的示意性放大图。另外,图2b是图2a的区域a的放大图。如图2a所示,注射成型用模具1具备芯模2以及腔模3。
25.芯模2具有形成树脂基体10的外观设计壁11的背面11b的背面形成面2a。腔模3具有形成树脂基体10的外观设计壁11的外观设计面11a的外观设计面形成面3a。注射成型用模具1在芯模2的背面形成面2a与腔模3的外观设计面形成面3a之间具有熔融树脂p(参照图3a~图3c)流入的腔空间c。另外,注射成型用模具1具有用于向腔空间c供给熔融树脂的浇口g。
26.腔空间c是用于对树脂基体10进行成型的空间,是与树脂基体10的形状一致的长条状的中空空间。图2a以及图2b中的左右方向是腔空间c的长边方向。浇口g与腔空间c的长边方向的一方的端部(图2a中的左侧端部)连接。如果从浇口g向这样的腔空间c供给熔融树脂p,则熔融树脂p沿着腔空间c的长边方向流动。即,在本实施方式中,熔融树脂p从浇口g连接的腔空间c的图2中的左端部朝向右端部流动。如此地,在本实施方式中,腔空间c的长边方向是腔空间c中的熔融树脂p的主要流动方向。
27.如图2a所示,在本实施方式的注射成型用模具1中,在芯模2的背面形成面2a上设置有多个破膜部4,该多个破膜部4用于破坏熔融树脂p的表面覆膜p1。这些破膜部4沿腔空间c的长边方向亦即熔融树脂p的主要流动方向排列。如图2b所示,各个破膜部4具有两个破膜突部4a以及一个破膜槽部4b。
28.破膜突部4a是从背面形成面2a的基准面(分模线)朝向腔模3的外观设计面形成面3a突出的部位。该破膜突部4a直线状地延伸设置在与熔融树脂p的主要流动方向正交且沿
着背面形成面2a的方向上(即腔空间c的宽度方向)。本实施方式中的破膜突部4a的延伸方向平行于腔空间c的宽度方向。该破膜突部4a形成为从沿着其延伸方向的方向观察时前端呈尖状,从同方向观察的形状为顶部朝向外观设计面形成面3a的三角形状。换言之,从沿着延伸方向的方向来观察时,破膜突部4a的上述流动方向的宽度随着趋向外观设计面形成面3a而变小。破膜突部4a形成为在腔空间c的宽度方向上延伸的凸条状。
29.这样的破膜突部4a在熔融树脂p的流动方向上与破膜槽部4b无间隙地相邻配置。此外,如图2b所示,两个破膜突部4a在熔融树脂p的流动方向上以夹着破膜槽部4b的方式配置在破膜槽部4b的上游侧与下游侧。即,在熔融树脂p的主要流动方向上,以夹着一个破膜槽部4b的方式相邻配置两个破膜突部4a。
30.破膜槽部4b是从背面形成面2a向与外观设计面形成面3a相反一侧凹陷的槽部。该破膜槽部4b沿着与破膜突部4a的延伸方向相同的方向延伸设置。即,破膜槽部4b直线状地延伸设置在与熔融树脂p的主要流动方向正交且沿着背面形成面2a的方向上。该破膜槽部4b的内壁面形成为与破膜突部4a的外壁面齐平的倾斜面。
31.另外,在图2a、图2b以及后述的图3a~图3c中,以能够识别的方式放大地图示了破膜部4。实际上,例如,破膜部4的配置间距为几毫米程度,破膜部4的熔融树脂p的主要流动方向上的尺寸为几十微米程度,破膜突部4a的高度尺寸与破膜槽部4b的深度尺寸合起来为10微米左右。
32.熔融树脂p从浇口g流入这样的本实施方式的注射成型用模具1的腔空间c。图3a~图3c是示出在熔融树脂p在本实施方式的注射成型用模具1的腔空间c中流动的情况的示意图。如图3a所示,熔融树脂p在腔空间c中从该图的左侧朝向右侧流动。由于在腔空间c内冷却等而在这样地在腔空间c中流动的熔融树脂p的表面形成覆膜(表面覆膜p1)。该表面覆膜p1是脆弱层,会导致镀层对树脂基体10的附着强度的降低。
33.另外,与熔融树脂p的内部相比较,表面覆膜p1的密度高。因此,当在熔融树脂p中包含丁二烯粒子的情况下,伴随着熔融树脂p的流动,表面覆膜p1将球形的丁二烯粒子拉长至扁平状。因此,其后在通过氧化、溶解去除了丁二烯粒子的情况下在树脂基体10中形成的孔会变浅,有时会使锚固效果产生的镀层对树脂基体10的贴紧性降低。
34.与此相对,在本实施方式中,如图3b所示,若产生了表面覆膜p1的熔融树脂p到达破膜部4,则破膜突部4a刺入表面覆膜p1,破坏表面覆膜p1。其结果,如图3c所示,内部的粘度低的熔融树脂p挤破表面覆膜p1并流出。其结果,未被冷却等的粘度低的熔融树脂p与外观设计面形成面3a及背面形成面2a进行接触,抑制了脆弱层的形成。
35.另外,通过破坏密度高的表面覆膜p1,能够减弱将丁二烯粒子拉长至扁平状的力。此外,熔融树脂p在破膜槽部4b中以沿着与外观设计面形成面3a及背面形成面2a正交的方向(图3a~图3c中的上下方向)扩展的方式流动。因此,能够降低熔融树脂p向主要流动方向的流速,能够减弱将丁二烯粒子拉长至扁平状的力。另外,通过熔融树脂p与破膜突部4a碰撞能够降低熔融树脂p向主要流动方向的流速,能够减弱将丁二烯粒子拉长至扁平状的力。
36.基于这样的本实施方式的注射成型用模具1,能够形成在后所形成的镀层的贴紧性好的树脂基体10。这样的本实施方式的注射成型用模具1通过对熔融树脂p进行成型来形成对表面施以镀敷处理的树脂基体10。另外,本实施方式的注射成型用模具1具有外观设计面形成面3a及背面形成面2a,该外观设计面形成面3a形成树脂基体10的外观设计面11a,该
背面形成面2a形成树脂基体10的外观设计面11a的背面11b;在背面形成面2a上设置有破膜突部4a,该破膜突部4a沿着与外观设计面形成面3a和背面形成面2a之间的空间中的熔融树脂p的主要流动方向交叉的方向上延伸,并且朝向外观设计面形成面3a突出,对熔融树脂p的表面覆膜p1进行破膜。
37.基于这样的本实施方式的注射成型用模具1,针对形成外观设计面11a的背面11b的背面形成面2a,设置有对熔融树脂p的表面覆膜p1进行破膜的破膜突部4a。因此,基于本实施方式的注射成型用模具1,随着熔融树脂p流动,熔融树脂p的表面覆膜p1被破膜突部4a破坏。如此地,基于本实施方式的注射成型用模具1,能够通过破膜突部4a针对要成为脆弱层或已成为脆弱层的表面覆膜p1进行破坏,能够抑制脆弱层残留在树脂基体10的表层。
38.另外,在本实施方式的注射成型用模具1中,破膜突部4a形成为从沿着其延伸方向的方向观察时前端呈尖状。因此,会使破膜突部4a容易刺破表面覆膜p1,并能够更可靠地破坏破膜突部4a。
39.另外,在本实施方式的注射成型用模具1中,破膜突部4a沿着熔融树脂p的主要流动方向排列并设置有多个。因此,在腔空间c的长边方向亦即树脂基体10的长边方向上的广泛区域中,能够提高镀层对树脂基体10的附着强度。
40.另外,在本实施方式的注射成型用模具1中,在背面形成面2a上设置有破膜槽部4b,该破膜槽部4b在熔融树脂p的主要流动方向上与破膜突部4a相邻配置并且朝向与外观设计面形成面3a相反的方向凹陷。因此,通过破膜槽部4b能够减弱熔融树脂p的流速,能够抑制丁二烯粒子发生扁平化。
41.另外,在本实施方式的注射成型用模具1中,在熔融树脂p的主要流动方向上,以夹着一个破膜槽部4b的方式相邻配置两个破膜突部4a。因此,在狭窄的范围中,能够利用两个破膜突部4a可靠地破坏表面覆膜p1,并且能够降低熔融树脂p的流速,因此在该范围内能够可靠地提高镀层对树脂基体10的附着强度。
42.以上,一边参照附图一边对本发明的优选实施方式进行了说明,但是本发明不局限于上述实施方式。在上述实施方式中示出的各配置部件的各种形状、组合等仅是示例而已,只要在不脱离本发明主旨的范围内可以基于设计要求等进行各种变形。
43.例如,在上述实施方式中,采用了破膜槽部4b具有平面状(例如,与背面形成面2a平行的平面状)的底面的结构配置。但是,本发明不限于此。例如,如图4a所示,也可以采用如下的结构配置:破膜槽部4b形成为从沿着破膜突部4a的延伸方向的方向观察时底部朝向与外观设计面形成面3a相反的方向呈尖状。换言之,从沿着破膜突部4a的延伸方向的方向来观察时,破膜槽部4b的上述流动方向的宽度也可以随着远离外观设计面形成面3a而变小。通过采用这样的结构配置,能够抑制流入破膜槽部4b的熔融树脂p在底面弹回,能够使熔融树脂p容易流入破膜槽部4b。因此,通过破膜槽部4b,能够更可靠地使熔融树脂p的流速变慢。
44.但是,本发明不限于设置有破膜槽部4b的结构。例如,如图4b所示,也可以采用不具备破膜槽部4b的结构配置。
45.在上述实施方式中,破膜突部4a在与熔融树脂p的主要流动方向正交的并且沿着背面形成面2a的方向(即腔空间c的宽度方向)上延伸,但本发明并不局限于该结构配置。破膜突部4a也可以朝向外观设计面形成面3a突出并且在与上述流动方向交叉的方向上延伸。
例如,破膜突部4a也可以在相对于背面形成面2a而稍微倾斜的方向上延伸。
46.在上述实施方式中,破膜突部4a形成为从沿着其延伸方向的方向观察时前端呈尖状,但本发明并不局限于该结构配置。破膜突部4a也可以是从其延伸方向观察时以矩形方式朝向外观设计面形成面3a突出的形状。附图标记说明
47.1:注射成型用模具;2:芯模;2a:背面形成面;3:腔模;3a:外观设计面形成面;4:破膜部;4a:破膜突部;4b:破膜槽部;10:树脂基体;11:外观设计壁;11a:外观设计面;11b:背面;12:侧壁;20:段部;c:腔空间(空间);g:浇口;p:熔融树脂;p1:表面覆膜。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1