一种手套生产用原料自动称重设备的制作方法
1.本发明涉及一种称重设备,特别是涉及一种手套生产用原料自动称重设备,属于手套生产设备技术领域。
背景技术:
2.pvc手套是以聚氯乙烯为主原料的手套产品,具有防静电性能,在添加手套原浆料的过程中需要对原浆料称重后再进行添加,以保证对原料的精准控制,现有的称重装置不能自动进行称重,对一些例如头发或其他细长的纤维杂质不能进行有效的过滤,本发明针对以上问题提出了一种新的解决方案。
3.怎样研究出一种手套生产用原料自动称重设备是当前亟待解决的问题。
技术实现要素:
4.本发明的主要目的是为了解决现有技术的不足,而提供的一种手套生产用原料自动称重设备。
5.本发明的目的可以通过采用如下技术方案达到:
6.一种手套生产用原料自动称重设备,包括称重盘,所述称重盘的内侧设置有称重筒,所述称重筒的底部设置有多个称重传感器,所述称重筒的一侧设置有第一排出管,所述第一排出管的中部设置有第一电磁阀,所述第一排出管的另一端设置有第二排出管,所述第二排出管的顶部设置有电机,所述电机的输出端设置有转轴,所述转轴的外侧设置有多个刷毛,所述称重筒的顶部设置有第一加液管,所述第一加液管的中部设置有第二电磁阀,所述第一加液管的顶部设置有流量传感器,所述流量传感器的顶部设置有第二加液管,所述称重盘的正面设置有触控面板。
7.优选的,所述称重筒的内部设置有压板,所述压板的顶部对称设置有两个连接绳。
8.优选的,所述连接绳为软质材料的连接绳,所述连接绳贯穿所述称重筒的顶部。
9.优选的,所述压板的中部开设有第一通孔,所述第一通孔的直径大于所述第一加液管的直径。
10.优选的,所述称重筒的内壁上对称开设有两个凹槽,所述凹槽的内部设置电磁铁。
11.优选的,所述称重盘的底部固定设置有多个橡胶材质的垫块。
12.优选的,所述转轴和多个所述刷毛均位于所述第二排出管的内部。
13.优选的,所述转轴与所述第二排出管转动连接,所述转轴的一侧设置有过滤板。
14.优选的,所述压板的下方设置有保护箱,所述保护箱的内部设置有多个加热板。
15.优选的,所述加热板的底部设置有多个支撑座,所述支撑座固定安装于所述称重筒的内部。
16.本发明的有益技术效果:按照本发明的手套生产用原料自动称重设备,通过称重盘、称重筒、称重传感器和流量传感器的设置,能够在加料时通过流量传感器感应通过第二加液管加入的原浆料,当感应不到时启动称重传感器对称重筒内部的原浆料进行自动称
重,使用起来简单便捷,通过第二排出管、电机、转轴和刷毛的设置,能够在通过第二排出管排出原浆料时启动电机带动转轴和刷毛进行转动,将原浆料中细长的纤维杂质缠在刷毛上,方便对原浆料进行净化过滤。
附图说明
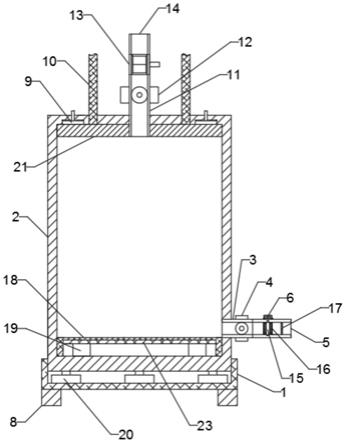
17.图1为按照本发明的手套生产用原料自动称重设备的一优选实施例的整体结构示意图;
18.图2为按照本发明的手套生产用原料自动称重设备的一优选实施例的内部结构示意图;
19.图3为按照本发明的手套生产用原料自动称重设备的一优选实施例的压板结构示意图;
20.图4为按照本发明的手套生产用原料自动称重设备的一优选实施例的第二排出管结构示意图;
21.图5为按照本发明的手套生产用原料自动称重设备的一优选实施例的称重盘结构示意图;
22.图6为按照本发明的手套生产用原料自动称重设备的一优选实施例的称重筒结构示意图。
23.图中:1
‑
称重盘,2
‑
称重筒,3
‑
第一排出管,4
‑
第一电磁阀,5
‑
第二排出管,6
‑
电机,7
‑
触控面板,8
‑
垫块,9
‑
电磁铁,10
‑
连接绳,11
‑
第一加液管,12
‑
第二电磁阀,13
‑
流量传感器,14
‑
第二加液管,15
‑
转轴,16
‑
刷毛,17
‑
过滤板,18
‑
保护箱,19
‑
支撑座,20
‑
称重传感器,21
‑
压板,22
‑
第一通孔,23
‑
加热板,24
‑
凹槽。
具体实施方式
24.为使本领域技术人员更加清楚和明确本发明的技术方案,下面结合实施例及附图对本发明作进一步详细的描述,但本发明的实施方式不限于此。
25.如图1
‑
图6所示,本实施例提供的手套生产用原料自动称重设备,包括称重盘1,称重盘1的内侧设置有称重筒2,称重筒2的底部设置有多个称重传感器20,称重筒2的一侧设置有第一排出管3,第一排出管3的中部设置有第一电磁阀4,第一排出管3的另一端设置有第二排出管5,第二排出管5的顶部设置有电机6,电机6的输出端设置有转轴15,转轴15的外侧设置有多个刷毛16,称重筒2的顶部设置有第一加液管11,第一加液管11的中部设置有第二电磁阀12,第一加液管11的顶部设置有流量传感器13,流量传感器13的顶部设置有第二加液管14,称重盘1的正面设置有触控面板7。通过称重盘1、称重筒2、称重传感器20和流量传感器13的设置,能够在加料时通过流量传感器13感应通过第二加液管14加入的原浆料,当感应不到时启动称重传感器20对称重筒2内部的原浆料进行自动称重,使用起来简单便捷,通过第二排出管5、电机6、转轴15和刷毛16的设置,能够在通过第二排出管5排出原浆料时启动电机6带动转轴15和刷毛16进行转动,将原浆料中细长的纤维杂质缠在刷毛16上,方便对原浆料进行净化过滤。
26.在本实施例中,如图1、图2和图4所示,称重盘1的底部固定设置有多个橡胶材质的垫块8,转轴15和多个刷毛16均位于第二排出管5的内部,转轴15与第二排出管5转动连接,
转轴15的一侧设置有过滤板17。通过垫块8的设置,能够方便对称重盘1进行支撑,通过过滤板17的设置,能够对手套原浆料进行过滤。
27.在本实施例中,如图2、图3和图6所示,称重筒2的内部设置有压板21,压板21的顶部对称设置有两个连接绳10,连接绳10为软质材料的连接绳,连接绳10贯穿称重筒2的顶部,压板21的中部开设有第一通孔22,第一通孔22的直径大于第一加液管11的直径,称重筒2的内壁上对称开设有两个凹槽24,凹槽24的内部设置电磁铁9。通过压板21的设置,能够在排出原浆料时将称重筒2内壁附着的原浆料刮下,通过连接绳10的设置,能够方便将压板21提起,通过电磁铁9的设置,能够方便吸住压板21,通过第一通孔22的设置,能够方便第一加液管11贯穿压板21。
28.在本实施例中,如图2和图5所示,压板21的下方设置有保护箱18,保护箱18的内部设置有多个加热板23,加热板23的底部设置有多个支撑座19,支撑座19固定安装于称重筒2的内部。通过保护箱18的设置,能够方便保护加热板23,通过加热板23的设置,能够方便对称重筒2内部的原浆料进行加热,通过支撑座19的设置,能够方便对加热板23进行支撑。
29.在本实施例中,如图1
‑
图6所示,本实施例提供的一种手套生产用原料自动称重设备的工作过程如下:
30.步骤1:使用时将原浆料通过第二加液管14、第一加液管11第一排出管3和第一加液管11加入称重筒2的内部,在流量传感器13检测不到原浆料流过时,通过触控面板7关闭第二电磁阀12然后通过称重传感器20对称重筒2内部的原浆料进行称重;
31.步骤2:在加料时还能够通过加热板23对称重筒2内部的原浆料进行加热,称重结束时通过触控面板7对重量进行查看记录,然后再打开第一电磁阀4将原浆料通过第一排出管3和第二排出管5进行排出,在排出原浆料时关闭电磁铁9,然后压板21会在自身重量的作用下在称重筒2的内部向下滑动;
32.步骤3:滑动的同时会将称重筒2内壁上的原浆料刮干净,在原浆料通过第二排出管5排出时启动电机6带动转轴15上的刷毛16进行转动,将原浆料中纤维状的杂质缠在刷毛16上,过滤后的原浆料再通过过滤板17进行二次过滤后进行排出。
33.综上所述,在本实施例中,按照本实施例的手套生产用原料自动称重设备,通过垫块8的设置,能够方便对称重盘1进行支撑,通过过滤板17的设置,能够对手套原浆料进行过滤,通过垫块8的设置,能够方便对称重盘1进行支撑,通过过滤板17的设置,能够对手套原浆料进行过滤,通过压板21的设置,能够在排出原浆料时将称重筒2内壁附着的原浆料刮下,通过连接绳10的设置,能够方便将压板21提起,通过电磁铁9的设置,能够方便吸住压板21,通过第一通孔22的设置,能够方便第一加液管11贯穿压板21。
34.以上所述,仅为本发明进一步的实施例,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明所公开的范围内,根据本发明的技术方案及其构思加以等同替换或改变,都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1