三维打印装置和方法与流程
1.本发明涉及三维打印技术领域,特别是涉及一种基于静电成像技术或磁成像技术的三维打印装置和打印方法。
背景技术:
2.三维打印技术通过层层堆叠的方式制作三维模型,传统二维打印技术中的静电成像技术(或称为静电照相技术)是在2d打印中常用的技术,采用显影鼓通过充电过程,曝光成像过程和显影过程实现打印料的选择性吸附,在转印过程中通过加热将打印料固化打印到纸张上,将纸张替换为承载三维模型的平台可进行三维模型打印。由于三维模型具有多层,打印过程中需要平台往复直线运动进行多层打印和堆叠,如果其中一个行程进行打印,另一个反向行程仅用于平台的复位,则会降低打印效率。如果显影鼓通过正反转的方式让平台双向直线往复运动的正向行程和反向行程的都实现打印,则由于静电成像技术的复杂性,需要两套静电发生器和显影器或清洁器等其他器件环设在显影鼓上来配合显影鼓的正反转打印,同一时刻总是有其中一套处于闲置状态,降低设备利用率,成本高,且结构复杂设备可靠性低,另外也不利于显影鼓的小型化。
技术实现要素:
3.本发明提供一种三维打印装置和方法,能够在显影媒介保持固定方向转动的条件下,可实现平台与打印总成在横向相对移动的每个行程中都能进行打印。
4.本发明解决其技术问题所采用的技术方案是:提供一种三维打印装置,包括能够相对移动的打印总成和平台,打印总成包括:至少一个显影总成和传送单元;
5.显影总成包括:
6.显影媒介,按固定方向转动;
7.显影引擎,用于在显影媒介的显影表面形成潜像;
8.输料器,用于向潜像提供打印料形成打印料层;
9.传送单元包括至少一个传送媒介,用于调整传送媒介与显影媒介、和/或调整传送媒介之间的配合关系以改变打印料层从显影媒介到平台的转移次数,使得打印料层在打印总成和平台横向相对移动的第一行程和第二行程的过程中均能传送到平台,第一行程和第二行程的方向相反。
10.传送单元包括一个传送媒介;传送媒介为传送鼓或传送带,显影总成的显影媒介为显影鼓或显影带;传送媒介与显影媒介配合设置;当打印总成和平台横向相对移动的第一行程过程中,显影媒介上的打印料层由显影媒介直接传送到平台上;当打印总成和平台横向相对移动的第二行程过程中,显影媒介上的打印料层由显影媒介转移到与显影媒介转动方向相反的传送媒介上,再由传送媒介将打印料层传送到平台上;或者,
11.传送单元包括一个传送媒介,传送媒介为传送带;打印总成包括多个显影总成,显影总成的显影媒介为显影鼓或显影带,且转动方向均相同;传送媒介与各显影媒介配合设
置;当打印总成和平台横向相对移动的第一行程过程中,各显影媒介上的打印料层由各显影媒介直接传送到平台上;当打印总成和平台横向相对移动的第二行程过程中,各显影媒介上的打印料层分别由相应的显影媒介转移到与显影媒介转动方向相反的传送媒介上形成复合打印料层,再由传送媒介将复合打印料层传送到平台上。
12.传送单元包括第一传送媒介和第二传送媒介,第一传送媒介与显影媒介之间保持预设间距,且转动方向相反,通过调整第二传送媒介与第一传送媒介之间的配合关系,当打印总成和平台横向相对移动的第一行程过程中,打印料层从显影媒介经过第一传送媒介的转移被传送到平台,当打印总成和平台横向相对移动的第二行程过程中,打印料层从显影媒介依次经过第一传送媒介的转移和与第一传送媒介反向转动的第二传送媒介的转移被传送到平台;或者,
13.传送单元包括第一传送媒介和第二传送媒介,通过调整第一传送媒介与显影媒介的配合关系、和/或第二传送媒介与显影媒介和与第一传送媒介的配合关系,当打印总成和平台横向相对移动的第一行程过程中,打印料层从显影媒介转移到与显影媒介转动方向相反的第二传送媒介,并由第二传送媒介传送到平台,当打印总成和平台横向相对移动的第二行程过程中,打印料层从显影媒介依次经过与显影媒介转动方向相反的第一传送媒介的转移和与第一传送媒介转动方向相反的第二传送媒介的转移被传送到平台;或者,
14.传送单元包括第一传送媒介和第二传送媒介,第一传送媒介为传送带,第二传送媒介为传送鼓或传送带;打印总成包括多个显影总成,显影总成的显影媒介为显影鼓或显影带,且转动方向均相同;各显影媒介分别与第一传送媒介之间保持预设间距,且与第一传送媒介的转动方向相反;通过调整第二传送媒介与第一传送媒介之间的配合关系,当打印总成和平台横向相对移动的第一行程过程中,各显影媒介分别形成的打印料层分别从对应的显影媒介转移到第一传送媒介形成复合打印料层,复合打印料层由第一传送媒介传送到平台,当打印总成和平台横向相对移动的第二行程过程中,各显影媒介分别形成的打印料层从对应的显影媒介转移到第一传送媒介形成复合打印料层,复合打印料层由第一传送媒介经过与第一传送媒介反向转动的第二传送媒介的转移被传送到平台。
15.传送单元包括第一传送媒介、第二传送媒介和第三传送媒介,显影媒介与第一传送媒介之间保持预设间距,且转动方向相反,第一传送媒介与第二传送媒介之间保持预设间距,且转动方向相反;通过调整第三传送媒介与第二传送媒介的配合关系使得打印料层从显影媒介依次经过第一传送媒介的转移和与第二传送媒介转动方向相反的第二传送媒介的转移被传送到平台或使得打印料层依次经过第一传送媒介、第二传送媒介和第三传送媒介的转移传送到平台;或者,
16.传送单元包括第一传送媒介、第二传送媒介和多个第三传送媒介,各第三传送媒介均为传送鼓,第一传送媒介为传送带,第二传送媒介为传送鼓或传送带;打印总成包括多个显影总成,各显影总成的显影媒介的转动方向均相同;各显影媒介分别与对应的第三传送媒介之间保持预设间距,且转动方向相反;各第三传送媒介均与第一传送媒介之间保持预设间距并与第一传送媒介转动方向相反,通过调整第二传送媒介与第一传送媒介之间的配合关系,当打印总成和平台横向相对移动的第一行程过程中,各显影总成分别形成的打印料层分别从对应的显影媒介分别经过对应的第三传送媒介转移到第一传送媒介形成复合打印料层,复合打印料层由第一传送媒介传送到平台,当打印总成和平台横向相对移动
的第二行程过程中,各显影总成分别形成的打印料层分别从对应的显影媒介分别经过对应的第三传送媒介转移到第一传送媒介形成复合打印料层,复合打印料层由第一传送媒介经过与第一传送媒介反向转动的第二传送媒介的转移被传送到平台;或者,
17.传送单元包括第一传送媒介、第二传送媒介和第三传送媒介,第一传送媒介和第二传送媒介分别与显影媒介的不同位置配合设置;第三传送媒介与第一传送媒介配合设置,通过调整第一传送媒介与显影媒介的配合关系、和/或第二传送媒介与显影媒介的配合关系,当打印总成和平台横向相对移动的第二行程过程中,打印料层从显影媒介依次经过与显影媒介转动方向相反的第一传送媒介的转移和与第一传送媒介转动方向相反的第三传送媒介的转移被传送到平台,当打印总成和平台横向相对移动的第一行程过程中,打印料层从显影媒介经过与显影媒介转动方向相反的第二传送媒介的转移被传送到平台;或者,
18.传送单元包括第一传送媒介、第二传送媒介和第三传送媒介,显影总成两侧分别设置第一传送媒介和第二传送媒介,通过调整第一传送媒介与显影媒介的配合关系、第二传送媒介与第三传送媒介的配合关系、和/或第三传送媒介与显影媒介的配合关系,当打印总成和平台横向相对移动的第一行程过程中,打印料层从显影媒介经过与显影媒介转动方向相反的第一传送媒介的转移被传送到平台,当打印总成和平台横向相对移动的第二行程过程中,打印料层从显影媒介依次经过与显影媒介转动方向相反的第三传送媒介的转移和与第三传送媒介转动方向相反的第二传送媒介的转移被传送到平台;或者,
19.传送单元包括第二传送媒介、第三传送媒介和多个第一传送媒介,第一传送媒介均为传送鼓,第二传送媒介和第三传送媒介均为传送带,多个显影总成的显影媒介分别与对应的第一传送媒介配合设置,在多个显影总成和第一传送媒介的两侧分别设置第二传送媒介和第三传送媒介,通过调整第二传送媒介与第一传送媒介的配合关系、和/或第三传送媒介与显影媒介的配合关系,当打印总成和平台横向相对移动的第二行程过程中,各显影总成分别形成的打印料层从对应的显影媒介经过与显影媒介转动方向相反的第一传送媒介的转移和与第一传送媒介转动方向相反的第二传送媒介的转移被传送到平台,当打印总成和平台横向相对移动的第一行程过程中,各显影总成分别形成的打印料层从对应的显影媒介经过与显影媒介转动方向相反的第三传送媒介的转移被传送到平台;或者,
20.传送单元包括第二传送媒介、第三传送媒介和多个第一传送媒介,多个第一传送媒介均为传送鼓,第二传送媒介和第三传送媒介均为传送带,多个显影总成竖向排列设置,各显影总成的显影媒介分别与对应的第一传送媒介配合设置,在多个显影总成以及分别相对应的第一传送媒介的横向两侧分别设置第二传送媒介和第三传送媒介,各第一传送媒介与第二传送媒介配合设置,各显影媒介与第三传送媒介配合设置,通过调整第二传送媒介与第一传送媒介的配合关系、和/或第三传送媒介与显影媒介的配合关系,当打印总成和平台横向相对移动的第二行程过程中,各显影总成分别形成的打印料层从对应的显影媒介经过对应的且与显影媒介转动方向相反的第一传送媒介的转移和与第一传送媒介转动方向相反的第二传送媒介的转移被传送到平台,当打印总成和平台横向相对移动的第一行程过程中,各显影总成分别形成的打印料层从对应的显影媒介经过与显影媒介转动方向相反的第三传送媒介的转移被传送到平台。
21.调整传送媒介与显影媒介配合关系具体为:调整传送媒介对打印料层的吸附力
和/或调整传送媒介与显影媒介之间的间距;调整传送媒介之间的配合关系具体为:调整传送媒介对打印料层的吸附力和/或调整传送媒介之间的间距。
22.三维打印装置采用如下方式之一调整传送媒介与显影媒介或与另一个传送媒介的配合关系:
23.方式一,打印料层具有静电,传送媒介内侧设置导电层或电极,调整导电层或电极的电压或电位进而调整传送媒介附近的电场强度来调整传送媒介对显影媒介上或其他传送媒介上打印料层的吸附力;
24.方式二,打印料层具有静电,传送媒介的外表面为绝缘层,在传送媒介的外侧设置充电器和消电器来调整传送媒介的表面的静电来调整传送媒介对显影媒介上或其他传送媒介上打印料层的吸附力;
25.方式三,打印料层为磁性材料粉末,通过设置磁场控制装置调整传送媒介表面的磁性和磁场强度来调整传送媒介对显影媒介上或其他传送媒介上打印料层的吸附力;
26.方式四,传送单元还包括位置调整机构,位置调整机构用于调整传送媒介与显影媒介之间的间距、与其他传送媒介之间的间距、或与平台之间的间距;
27.方式五,传送媒介为传送鼓,传动单元还包括摆动机构,摆动机构用于控制传送鼓摆动以调整传送鼓、显影媒介或其他传送媒介与平台间的间距;
28.方式六,传送媒介为传送带,传送单元还包括转移辊;调整传送带到显影媒介或其他传送媒介的间距、调整转移辊的电压或调整转移辊的磁场强度。
29.平台与打印总成横向相对移动的第一行程中,原来第二行程中向平台传送打印料层的传送媒介或显影媒介与平台的间距增加,且增加值大于打印料层厚度,平台与打印总成横向相对移动的第二行程中,原来第一行程中向平台传送打印料层的传送媒介或显影媒介与平台的间距增加,且增加值大于打印料层厚度。
30.在传送媒介或显影媒介的打印料层的输出位置的下游还设置有清洁器和/或冷却器,清洁器用于对传送媒介或显影媒介的表面进行清洁,冷却器用于对传送媒介或显影媒介的表面进行散热。
31.传送到平台的打印料层通过如下的方式之一固化结合到平台或平台上的固化模型上:方式一,打印料层为加热可熔的粉末材料,打印料层被传送媒介或显影媒介加热和挤压的方式热压到平台或平台上的固化模型上;方式二,打印料层为加热可熔的粉末材料,加热光束透过传送媒介或显影媒介朝向平台的方向照射,对处于挤压状态的打印料层进行加热,打印料层被热压到平台或平台上的固化模型上;方式三,打印料层为加热可熔的粉末材料,加热器对打印料层进行加热,使得打印料层熔融,显影媒介或传送媒介对打印料层向平台方向加压,使得打印料层与平台或平台上的固化模型结合;方式四,打印料层为光照可聚合反应的光敏树脂液体材料或光敏树脂液体与粉末材料混合的浆状材料,固化光束透过传送媒介或显影媒介朝平台方向照射打印料层,打印料层聚合固化结合到平台或平台上的固化模型上;方式五,传送媒介为传送带,传送单元还包挤压辊;挤压辊用于将打印料层挤压到平台或平台上的固化模型上。
32.一种三维打印方法,采用上述的三维打印装置,在打印过程中,
33.当打印总成与平台之间进行横向相对移动的第一行程时,调整传送媒介与显影媒介、和/或调整传送媒介之间的配合关系,使得显影总成生成的打印料层经过n次转移传送
到平台上;
34.当打印总成与平台之间进行横向相对移动的第二行程时,传送单元调整传送媒介与显影媒介、和/或调整传送媒介之间的配合关系,使得显影总成生成的打印料层经过n+1次转移传送到平台上;
35.传送到平台上的打印料层经过固化实现层与层结合,多层打印料层进行层层堆叠结合形成最终的固化模型;
36.其中,n为自然数。
37.一种三维打印装置,包括能够相对移动的打印总成和平台,打印总成包括:第一显影总成、第二显影总成和传送单元;
38.第一显影总成包括:
39.第一显影媒介,按第一固定方向转动;
40.第一显影引擎,用于在第一显影媒介的显影表面形成第一潜像;
41.第一输料器,用于向第一潜像提供打印料形成第一打印料层;
42.第二显影总成包括:
43.第二显影媒介,按第二固定方向转动;
44.第二显影引擎,用于在第二显影媒介的显影表面形成第二潜像;
45.第二输料器,用于向第二潜像提供打印料形成第二打印料层;
46.第一固定方向与第二固定方向相反;
47.传送单元包括第一传送媒介和第二传送媒介,第一传送媒介与第一显影媒介之间保持预设间距,且转动方向相反;第二传送媒介与第二显影媒介之间保持预设间距,且转动方向相反;传送单元调整第一传送媒介和第二传送媒介的配合关系改变第一打印料层从第一显影媒介到平台的转移次数和第二打印料层从第二显影媒介到平台的转移次数,使得第一打印料层和第二打印料层在打印总成和平台横向相对移动的第一行程和第二行程的过程中均能传送到平台,第一行程和第二行程的方向相反。
48.第一传送媒介为第一传送鼓,第二传送媒介为第二传送鼓,传送单元调整第一传送媒介和第二传送媒介的配合关系具体为:调整第一传送鼓和第二传送鼓对第一打印料层和第二打印料层的吸附力使得第一传送鼓的吸附力大于第二传送鼓的吸附力,实现第一打印料层从第一显影媒介经过第一传送鼓的转移被传送到平台、以及第二打印料层依次经过第二传送鼓的转移和第一传送鼓的转移被传送到平台,或使得第二传送鼓的吸附力大于第一传送鼓的吸附力,实现第一打印料层从第一显影媒介依次经过第一传送鼓的转移和第二传送鼓的转移被传送到平台、以及第二打印料层从第二显影媒介经过第二传送鼓的转移被传送到平台;或者,
49.第一传送媒介为第一传送带,第二传送媒介为第二传送带,第一传送带与第一显影媒介配合设置且转动方向相反,第二传送带与第二显影媒介配合设置且转动方向相反,第一传送带和第二传送带的转动方向相反;第一传送带配置有第一转移辊、第三转移辊和第一挤压辊,第二传送带配置有第二转移辊、第四转移辊和第二挤压辊,第三转移辊与第一显影媒介之间保持预设间距,且转动方向相反,并用于将第一打印料层吸附到第一传送带;第四转移辊与第二显影媒介之间保持预设间距,且转动方向相反,并用于将打印料层吸附到第二传送带;第一转移辊和第二转移辊之间相对设置且转动方向相反;传送单元调整第
一传送媒介和第二传送媒介的配合关系具体为:调整第一转移辊的吸附力大于第二转移辊的吸附力,使得第一打印料层从第一显影媒介经过第一传送带的转移被传送到平台、以及使得第二打印料层依次经过第二传送带的转移和第一传送带的转移被传送到平台,或调整第二转移辊的吸附力大于第一转移辊的吸附力,使得第一打印料层从第一显影媒介依次经过第一传送带的转移和第二传送带的转移被传送到平台、以及使得第二打印料层从第二显影媒介经过第二传送带的转移被传送到平台;或者,
50.第一传送媒介为第一传送带,第二传送媒介为第二传送带,第一传送带配置有第一转移辊和第一挤压辊,第二传送带配置有第二转移辊和第二挤压辊;第一转移辊与第一显影媒介之间保持预设间距,且转动方向相反,并用于将第一打印料层吸附到第一传送带;第二转移辊与第二显影媒介之间保持预设间距,且转动方向相反,并用于将第二打印料层吸附到第二传送带;第一挤压辊和第二挤压辊还用于调整对第一打印料层和第二打印料层的吸附力;传送单元调整第一传送媒介和第二传送媒介的配合关系具体为:调整第一挤压辊和第二挤压辊对第一打印料层和第二打印料层的吸附力使得第一打印料层从第一显影媒介经过第一传送带的转移被传送到平台、以及使得第二打印料层依次经过第二传送带的转移和第一传送带的转移被传送到平台,或使得第一打印料层从第一显影媒介依次经过第一传送带的转移和第二传送带的转移被传送到平台、以及使得第二打印料层从第二显影媒介经过第二传送带的转移被传送到平台。
51.传送单元还包括第三传送媒介,第三传送媒介位于第一传送媒介和第二传送媒介之间,传送单元通过调整第三传送媒介与第一传送媒介和第二传送媒介的配合关系使得第一打印料层从第一显影媒介经过第一传送媒介的转移被传送到平台、以及使得第二打印料层从第二显影媒介依次经过第二传送媒介的转移和与第二传送媒介转动方向相反的第三传送媒介的转移被传送到平台,或使得第一打印料层从第一显影媒介依次经过第一传送媒介的转移和与第一传送媒介转动方向相反的第三传送媒介的转移被传送到平台、以及使得第二打印料层从第二显影媒介经过第二传送媒介的转移被传送到平台。
52.通过调整第三传送媒介与第一传送媒介和第二传送媒介的配合关系具体为:
53.调整第三传送鼓与第一传送媒介和第二传送媒介的间距;或者,
54.调整第一传送媒与第三传送媒介对第一打印料层的吸附力、第二传送媒与第三传送媒介对第二打印料层的吸附力;或者,
55.第三传送媒介为第三传送鼓,在第三传送鼓表面相对远离平台方向设置充电器对第三传送鼓表面充满静电,随第三传送鼓的转动,在转动方向下游与第一传送媒介或第二传送媒介接近处将第一打印料层或第二打印料层吸附到第三传送鼓表面,随第三传送鼓转动到平台处挤压铺设到平台上,然后随第三传送鼓的继续转动,下游位置的消电器将第三传送鼓表面的静电消除;或者,
56.第三传送媒介为第三传送带,第三传送带配置有转移辊和挤压辊,调整转移辊与第一传送媒介和第二传送媒介的间距,和/或调整转移辊靠近第一传送媒介一侧和靠近第二传送媒介一侧的对打印料层的吸附力;或者,
57.第三传送媒介为第三传送带,第三传送带配置有第一转移辊、第二转移辊和挤压辊,第一转移辊与第一传送媒介配合设置,第二转移辊与第二传送媒介配合设置,调整第一转移辊和第二转移辊分别对第一打印料层和第二打印料层的吸附力。
58.第三传送媒介到平台的间距比第一传送媒介或第二传送媒介到平台的间距小一个或多个打印料层厚的距离;或者,第三传送媒介到平台的间距与第一传送媒介或第二传送媒介到平台的间距相等。
59.一种三维打印方法,采用上述的三维打印装置,在打印过程中,打印总成与平台之间进行横向相对移动的第一行程时,调整第一传送媒介与第二传送媒介之间的配合关系,使得第一打印料层经过n次转移传送到平台上,以及第二打印料层经过n+1次转移传送到平台上;打印总成与平台之间进行横向相对移动的第二行程时,调整第一传送媒介与第二传送媒介之间的配合关系,使得第一打印料层经过n+1次转移传送到平台上,以及第二打印料层经过n次转移传送到平台上;其中,n为自然数。
60.在打印过程中,第一打印料层转移到第一传送媒介上,第二打印料层转移到第二传送媒介上;
61.打印总成与平台之间进行横向相对移动的第一行程,调整第一传送媒介与第二传送媒介之间的配合关系,使得第二打印料层由第二传送媒介转移到第一传送媒介,第一打印料和第二打印料在第一传送媒介上形成复合打印料层,复合打印料层由第一传送媒介传送到平台;
62.打印总成与平台纵向相对移动并相互远离预设距离;
63.打印总成与平台之间进行横向相对移动的第二行程,调整第一传送媒介与第二传送媒介之间的配合关系,使得第一打印料层由第一传送媒介转移到第二传送媒介,第一打印料和第二打印料在第二传送媒介上形成复合打印料层,复合打印料层由第二传送媒介传送到平台;
64.打印总成与平台纵向相对移动并相互远离预设距离;
65.重复上述过程,传送到平台上的打印料层经过固化实现层与层结合,多层打印料层进行层层堆叠结合形成最终的固化模型。
66.一种三维打印装置,包括能够相对移动的打印总成和平台,打印总成包括第一显影总成和第二显影总成;
67.第一显影总成包括:
68.第一显影媒介,按第一固定方向转动;
69.第一显影引擎,用于在第一显影媒介的显影表面形成第一潜像;
70.第一输料器,用于向第一潜像提供打印料形成第一打印料层;
71.第二显影总成包括:
72.第二显影媒介,按第二固定方向转动;
73.第二显影引擎,用于在第二显影媒介的显影表面形成第二潜像;
74.第二输料器,用于向第二潜像提供打印料形成第二打印料层;
75.第一固定方向与第二固定方向相反;
76.通过调整第一显影媒介与第二显影媒介的配合关系,改变第一打印料层从第一显影媒介到平台的转移次数,以及改变第二打印料层从第二显影媒介到平台的转移次数,使得第一打印料层和第二打印料层在打印总成和平台横向相对移动的第一行程和第二行程的过程中均能传送到平台,第一行程和第二行程的方向相反。
77.通过调整第一显影媒介与第二显影媒介的配合关系具体为:调整第一显影媒介与
第二显影媒介分别对第一打印料层和第二打印料层的吸附力。
78.一种三维打印方法,采用上述的三维打印装置,在打印过程中,打印总成与平台之间进行横向相对移动的第一行程时,通过调整第一显影媒介与第二显影媒介的配合关系,使得第一打印料层经过n次转移传送到平台上,以及第二打印料层经过n+1次转移传送到平台上;打印总成与平台之间进行横向相对移动的第二行程时,通过调整第一显影媒介与第二显影媒介的配合关系,使得第一打印料层经过n+1次转移传送到平台上,以及第二打印料层经过n次转移传送到平台上;其中,n为自然数。
79.打印总成与平台之间进行横向相对移动的第一行程,调整第一显影媒介与第二显影媒介之间的配合关系,使得第二打印料层由第二显影媒介转移到第一显影媒介,第一打印料层和第二打印料层在第一显影媒介上形成复合打印料层,复合打印料层由第一显影媒介传送到平台;
80.打印总成与平台纵向相对移动并相互远离移动预设距离;
81.打印总成与平台之间进行横向相对移动的第二行程,调整第一显影媒介与第二显影媒介之间的配合关系,使得第一打印料层由第一显影媒介转移到第二显影媒介,第一打印料层和第二打印料层在第二显影媒介上形成复合打印料层,复合打印料层由第二显影媒介传送到平台;
82.打印总成与平台纵向相对移动并相互远离移动预设距离;
83.重复上述过程,传送到平台上的打印料层经过固化实现层与层结合,多层打印料层进行层层堆叠结合形成最终的固化模型。
84.有益效果
85.由于采用了上述的技术方案,本发明与现有技术相比,具有以下的优点和积极效果:
86.本发明通过调整传送媒介与显影媒介之间的配合关系、和/或传送媒介之间的配合关系,使得在打印过程中显影媒介可始终保持同一方向转动,不用在打印总成与平台的相对往复运动过程中正反转,且平台和打印总成每次横向相对移动的行程中都能实现打印,提升打印效率。
附图说明
87.图1a和图1b采用传送鼓与显影鼓配合实现往复行程打印且通过照射固化示意图,图1a为第一行程状态,图1b为第二行程状态;
88.图2a-图2c采用传送鼓与显影鼓配合实现往复行程打印且通过热压固化示意图,图2a为第一行程状态,图2b为第二行程状态,图2c为平台移动到一端并竖直方向移动状态;
89.图3为多个打印总成并行打印示意图;
90.图4a和图4b采用2个传送鼓与显影鼓实现配合往复行程打印且通过照射固化的示意图,
91.图4a为第一行程状态,图4b为第二行程状态;
92.图5为多个显影鼓与同一个传送鼓配合示意图;
93.图6为通过热压的方式固化的示意图;
94.图7a和图7b采用2个传送鼓与显影鼓配合实现往复行程打印且通过照射固化的另
一种方案示意图,图7a为第一行程状态,图7b为第二行程状态;
95.图8a和图8b采用2个显影鼓与传送带配合实现往复行程打印的示意图,图8a为第一行程状态,图8b为第二行程状态;
96.图9a和图9b采用2个传送带与显影鼓配合实现往复行程打印且通过照射固化的示意图,
97.图9a为第一行程状态,图9b为第二行程状态;
98.图10a和图10b采用2个传送带与显影鼓配合实现往复行程打印且通过热压固化的示意图,
99.图10a为第一行程状态,图10b为第二行程状态;
100.图11a和图11b采用1个传送带和1个传送鼓与显影鼓配合实现往复行程打印的示意图,
101.图11a为第一行程状态,图11b为第二行程状态;
102.图12a和图12b采用1个传送带以及与每个显影鼓对应的传送鼓相互配合实现往复行程打印的示意图,图12a为第一行程状态,图12b为第二行程状态;
103.图13a和图13b通过显影鼓的上下侧分别设置2个传送带和1个传送带实现往复行程打印的示意图,图13a为第一行程状态,图13b为第二行程状态;
104.图14在图13的基础上将上侧的一个传送带替换为与每个显影鼓对应的传送鼓的实施例示意图;
105.图15在图14的基础上将上侧的一个传送带与传送鼓保持预设间隙以及采用照射固化的实施例示意图;
106.图16a和图16b显影鼓与右侧传送带配合以及显影鼓通过传送鼓与左侧传动带配合实现往复行程打印的示意图,图16a为第一行程状态,图16b为第二行程状态;
107.图17a和图17b示意2个显影鼓分别与传送鼓配合以及两传送鼓相互配合实现往复行程打印的示意图,图17a为第一行程状态,图17b为第二行程状态;
108.图18示意2个显影鼓相互配合实现往复行程打印的示意图;
109.图19a和图19b示意2个显影鼓分别通过传送鼓与第三传送鼓配合实现2层并行往复行程打印的示意图,图19a为第一行程状态,图19b为第二行程状态;
110.图20示意将图19a或图19b中的第三传送鼓替换为传送带且实现同层复合材料打印的实施例示意图;
111.图21a和图21b示意至少2个显影鼓分别通过对应的传送鼓和传送带与第三传送带配合实现2层并行往复行程打印的示意图,图21a为第一行程状态,图21b为第二行程状态;
112.图22为图21所示实施例的另一种方案示意图;
113.图23a和图23b示意2个显影鼓分别通过对应的传送带且此两传送带相互配合实现往复行程打印的示意图,图23a为第一行程状态,图23b为第二行程状态;
114.图24为图23a和图23b所示实施例的另一种方案示意图;
115.图25a和图25b采用显影媒介为显影带并与传送带配合实现往复行程打印示意图,图25a为第一行程状态,图25b为第二行程状态;
116.图26示意2个显影带相互配合实现往复行程打印的示意图。
具体实施方式
117.下面结合具体实施例,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
118.本发明提供了一种三维成型装置,该三维成像装置包括打印总成和平台,打印总成与平台的横向相对移动中相互往复运动的两个行程中都可实现打印,即都可实现打印料层转印(传送)到平台上。该横向相对移动的相互往复运动包括第一行程和第二行程,第一行程和第二行程的方向相反,例如如果第一行程为正行程,则第二行程为反行程,如果第一行程为反行程,则第二行程为正行程,这里的正行程和反行程为相对而言。打印总成至少包括一个显影总成和传送单元,传送单元包括至少一个传送媒介,或者打印总成包括至少两个显影总成。显影总成用于根据三维模型(固化模型)的层图案信息生成相应图案的打印料层,传送媒介用于转移打印料层。显影总成与传送媒介配合向平台上传送(或称为铺设、或转印)打印料层。传送媒介可以采用传送鼓或传送带。显影总成包括显影媒介、显影引擎和输料器,显影媒介可采用显影鼓或显影带。显影媒介和传送媒介均可循环转动。显影引擎用于在显影鼓的显影表面形成潜像(如静电潜像或磁潜像),例如显影鼓绕自身轴线转动,如沿第一箭头转动,输料器用于在显影鼓的显影面对应潜像区域铺设一层打印料层,显影鼓的显影面是指显影鼓上能形成潜像并利用该潜像来选择性吸附打印料层的表面。打印过程中显影媒介按固定方向转动,即始终按同一个方向转动或临时停止转动,但不会改变转动方向,例如不会由顺时针转动改为逆时针转动或反之。打印总成与平台之间可相对移动,包括纵向相对移动(或称为竖向相对移动)和横向相对移动,纵向相对移动和横向相对移动的方向基本上相互垂直,纵向相对移动是指沿垂直平台表面方向的相对移动使打印总成与平台之间距离的调整,如两者之间的距离根据层厚拉大或根据需要减小间距。打印总成与平台之间的纵向相对移动即可以是打印总成的移动,也可以是平台的移动,或两者同时移动实现。横向相对移动是指,打印总成沿平行于平台表面的方向相对平台的移动,或是平台沿此方向的相反方向的移动,或两者同时移动实现。打印总成与平台之间的横向相对移动包括第一行程和第二行程,第一行程与第二行程的方向相反,例如当第一行程为打印总成向左移动或平台向右移动,则第二行程为打印总成向右移动或平台向左移动;或者当第一行程为打印总成向右移动或平台向左移动,则第二行程为打印总成向左移动或平台向右移动。
119.打印过程中,打印总成与平台的横向相对移动的第一行程过程中(如正行程),显影总成生成的打印料层经过n次转移传送到平台上;然后打印总成与平台的横向相对移动的第二行程过程中(如反行程),显影器生成的显影料层经过n+1次转移传送到平台上;其中n为包括0的正整数,即n=0,1,2,
……
,即n为自然数,当n为0表示打印料层由显影媒介直接传送转印(即铺设)到平台上,没有经过传送媒介的转移过程,n为1表示打印料层经过一次传送媒介的转移过程,以此类推;且打印过程中显影鼓或显影带可始终保持同一方向转动,不用在打印总成与平台的相对往复运动(如第一行程和第二行程)过程中正反转的调整,将打印料层最后传送到平台上的显影媒介或传送媒介与平台之间总是保持大体纯滚的配合状态,实现了每个打印总成与平台之间横向相对移动的第一行程和第二行程中都能进行打
印,提升打印效率。转印到平台上的打印料层经过合适的固化方式实现结合,多层打印料层进行层层堆叠结合,形成最终的固化模型。其中,固化方式可以是光束照射或加热加压等方式。打印料层可以为光敏树脂液体,或者光敏树脂液体与其他粉末材料的混合浆料,也可以是树脂粉末材料(如热塑性粉末材料),或金属粉末材料,或陶瓷粉末材料等,或树脂粉末材料与金属或陶瓷粉末材料的混合材料,或其他的粉末材料。显影引擎可以采用基于静电成像技术或磁成像技术在显影媒介的显影面形成潜像,潜像可以为静电潜像或磁潜像。显影媒介或传送媒介将打印料层最后被传送到平台,是指传送到平台的成型表面上,例如第一层打印料层,也可以是传送到平台上的已经铺设的打印料层(或称为固化模型)上。且打印料层传送到平台的过程中即是打印料层铺设和转印到平台的过程,且最佳的平整的传送到平台上,不会褶皱或拉伸的铺设到平台上,所以最后向平台上传送打印料层的显影媒介或传送媒介的转动方向与平台的横向相对移动的方向是匹配的,即显影媒介或传送媒介与平台之间保持基本纯滚动的配合状态。
120.传送媒介(如传送鼓或传送带)与显影媒介(如显影鼓或显影带)配合或配合设置是指传送媒介与显影媒介保持预设间距(≥0),传送媒介与显影媒介各自的旋转轴线基本相互平行,在进行打印料层转移时传送媒介与显影媒介之间的转动方向相反,且最佳的,传送媒介与显影媒介的外表面的转速匹配使得打印料转移时不会褶皱或拉伸,即实现平整的转移。传送媒介与传送媒介配合或配合设置是指传送媒介与传送媒介保持预设间距(≥0),传送媒介与传送媒介各自的旋转轴线基本相互平行,在进行打印料层转移时传送媒介与传送媒介之间的转动方向相反,且最佳的,传送媒介与传送媒介的外表面的转速匹配使得打印料转移时不会褶皱或拉伸,即实现平整的转移。显影媒介与显影媒介配合或配合设置是指显影媒介与显影媒介保持预设间距(≥0),显影媒介与显影媒介各自的旋转轴线基本相互平行,在进行打印料层转移时显影媒介与显影媒介之间的转动方向相反,且最佳的,显影媒介与显影媒介的外表面的转速匹配使得打印料转移时不会褶皱或拉伸,即实现平整的转移。相互配合设置的媒介(如显影媒介或传送媒介)在进行打印料层转移时则转动方向总是相反的,例如其中一个为顺时针转动则另一个为逆时针转动。媒介(如显影媒介或传送媒介)之间的配合关系还可以进行调整,如此可用于调整打印料层到平台的转移次数,也用于调整打印料层到平台转移和传送的路径。显影总成生成的打印料层转移传送到平台上的次数的改变可以通过调整传送媒介与显影媒介之间、调整显影媒介之间和/或调整各个传送媒介之间的配合关系实现。其中,调整传送媒介与显影媒介配合关系具体可以通过调整传送媒介对打印料层的吸附力、显影媒介对打印料层的吸附力和/或调整传送媒介与显影媒介之间的间距实现;调整各个传送媒介之间的配合关系具体可以通过调整各个传送媒介对打印料层的吸附力和/或调整各个传送媒介之间的间距实现。例如通过控制相应媒介附件的电场或磁场大小或媒介之间的间距等方式实现打印料层是否由显影媒介或传送媒介传送到另一个传送媒介进行切换控制和调整。相应媒介的磁场可通过磁场控制装置进行控制,例如磁场控制装置可以是磁头或电磁铁,例如可在传送媒介的内侧设置电磁铁来调整传送媒介外表面附件的磁场强度。还可调整传送媒介或显影媒介的转速或转向调整相互的配合关系。通过整传送媒介或显影媒介的转速或转向和打印总成与平台的横向相对移动速度与方向之间能匹配,使得打印料层传送(转印)到平台上时没有“撕裂”或“褶皱”,实现精确打印。
121.图1a和图1b示意一种三维打印装置实施例,并示意基于静电成像技术(xerograph)的一种显影过程。显影媒介采用显影鼓36且包括外侧光导层11和内侧的导电层12,光导层11和导电层12相互贴合,在显影鼓36按预设的固定方向转动,如第一箭头91所示方向转动,且在转动方向上依次设置的显影引擎和输料器2,输料器2内装有打印料;显影引擎可以如图1a所示由充电器13(或称为静电发生器)和显影光源31构成,充电器13在显影光源31的上游位置,充电器13在显影鼓36的光导层11充满静电,显影光源31根据层图案信息发出的光束39选择性照射光导层11,照射到光导层11的部位导电,将此部位的静电由导电层12释放并与预设电位的电极电连接,没有光束照射处的光导层11的部位依然保持绝缘,其上的静电依然保持,从而形成静电潜像。随显影鼓36的旋转,显影鼓36根据此静电潜像来选择性的吸附输料器2提供的打印料,在显影鼓36的显影表面形成由打印料层79形成的显象图案。图1a中示意传送媒介采用传送鼓41且与显影鼓36配合设置,传送鼓41与显影鼓36的旋转方向相反,打印料层79由显影鼓36转移到传送鼓41上,显影总成10包括显影鼓36和显影引擎,打印总成包括显影总成10和传送鼓41,打印总成与平台51横向相对移动过程中传送鼓41将打印料层79传送到平台51上,即平台51的成型表面上,所谓成型表面是指平台51上接收打印料层的表面,或平台51上的固化模型71上的结束打印料层的表面。例如设图1a为第二行程的状态,平台沿箭头92向左移动,显影鼓91沿箭头91逆时针转动,传送鼓41沿箭头93顺时针转动,打印料层79由显影鼓36转移给传送鼓41,传送鼓41传送到平台51。设图1b示意的第一行程状态,平台51沿箭头92向右移动,相比图1a所示,与打印总成反向横向相对移动,打印料层79由显影鼓36传送到平台51上的成型表面,即在平台51相对打印总成的横向反复运动的2个行程中,打印总成都可以实现对打印料层向平台51的平整转印,且显影鼓36的旋转方向无需改变,不仅提升打印效率,还可简化转置结构和控制过程。
122.控制打印料层79是否经过传送鼓41,可以采用多种方式,例如传送鼓41可以包括绝缘层11a和内侧的导电层12a,导电层12a与传送鼓36之间建立高的电场,例如导电层12a与相应的高压电极连接,控制导电层12a与相应高压电极的通或断,即可控制电场的建立与消除,控制打印料层79向传送鼓41转移或不转移。本方式中导电层12a和高压电极组成了吸附力控制机构,其可以调整传送鼓41对打印料层79的吸附力,从而控制打印料层79是否向传送鼓41发生转移。另外,还可以如图1a或1b中示意采用充电器13a向传送鼓41表面形成更高的静电,来吸附打印料层79,另一个行程中打印料层79不需要经过传送鼓41时,则可由消电器15a将传送鼓41表面的精度消除,本方式中充电器13a和消电器15a组成了吸附力控制机构。
123.转移到平台51上的打印料层79可以经过光照或热压等方式实现层与层之间的结合。例如图1a中传送鼓41可透过光束891,光束891透过传送鼓41朝平台51方向照射正在铺设到平台51上的打印料层79,如果打印料层79是含有可熔融的粉末材料,则光束891可以是激光或红外光等的加热光束,可对打印料层79进行加热熔融,使得打印料层熔融后结合到平台51或与之前的打印料层结合到一起,并与传送鼓41脱离。如果打印料层41是光敏树脂液体或光敏树脂液体与粉末材料混合的浆状材料,则光束891可以引发光聚合反应的固化光束,照射打印料层79时进行光固化,固化的打印料层79结合到平台51或与之前的打印料层结合到一起,并与传送鼓41脱离。光束891可能会对传送鼓41产生加热。还可以在传送媒介或显影媒介的打印料层的输出位置设置冷却器822,传送媒介或显影媒介的打印料层的
输出位置是指传送媒介或显影媒介上将打印料层转印到平台上的位置,例如对传送鼓41进行散热,也可以设置清洁器14a对传送鼓41的表面进行清洁。每完成一层打印,平台93沿箭头93移动,增加打印总成与平台51之间的间距,然后如图1b中,与图1a类似,光束891透过显影鼓36照射打印料层79,结合到平台51或之前的打印料层上,并与显影鼓36脱离,还可以在沿显影鼓36转动方向相对充电器13的上游设置清洁器14或消电器15对显影鼓的表面进行清洁和消除静电,为后续的显影过程做准备。还可以在沿显影鼓36转动方向相对输料器2的上游设置冷却器821对显影鼓进行散热。然后可以再调整平台与打印总成的间距,如图1a中进行下一层的打印。如此重复进行直至模型71打印完成。另外,显影鼓36和传送鼓41还可以分别经过对应的额外的传送鼓或传送带将打印料层79传送到平台51上。
124.显影鼓、传送鼓和平台相互配合,即合理控制显影鼓36与平台51的间距,使得打印料层79处于显影鼓36和平台51之间时,打印料层79能与平台51或其上的固化模型71接触,便于光束891照射固化时将打印料层79直接结合到平台51或固化模型71上,并从显影鼓36的表面分离“撕下”,以及合理控制显影鼓36或传送鼓41的转速,相互匹配,且分别与平台的移动速度的匹配,打印料层79转移到传送鼓41或铺设到平台51上时打印料层79尽量不会滑动或“褶皱”变形,即保持显影鼓36与传送鼓41或平台51之间纯滚动配合状态,可提升成型精度。光束891可不必选择性照射,只要能使得打印料层79固化即可。需说明,本发明中打印料层79铺设到平台51上,可能是指直接到平台51上(例如对于第一层打印料层),也可能是铺设到平台51上的固化模型71上(例如对于第二层及以后的打印料层)。
125.图2a和2b所示的实施例与图1a或1b类似,不同的是在传送鼓和显影鼓的外部设置加热器且打印料层79通过热压的方法结合到平台51上,显影鼓36形成的打印料层79可以采用粉末材料,当铺设到平台51上时还可以对打印料层79进行加热,例如通过加热器813进行加热,使得粉末材料的打印料层79熔融,同时显影鼓36可以适当向平台51方向加压,使得打印料层79与平台51上的模型71进行结合。图2a示意显影鼓36将打印料层79直接铺设到平台51上,可设冷却器821对显影鼓36铺设完打印料层的表面进行降温,以便为后续的显影和形成打印料层座准备。还可以在显影总成10的左侧从右到左依次设置加热器811和冷却器822,铺设到平台51上的打印料层还可以进一步被加热器811进一步加热熔融,提升层与层之间的结合效果,冷却器822对平台51上的打印料层进行降温,以便为后续铺设打印料层做准备,当平台51沿箭头92移动到最左侧,平台51可以下降一层厚,然后再反向向右移动,如图2b所示,同时,显影总成10中的显影鼓36形成的打印料层79先转移到传送鼓41上,传送鼓41沿箭头93转动,转动的方向与显影鼓的转动方向相反,打印料层79经传送鼓41被热压到平台51上,例如可以在转动鼓与平台转移处的上游设置加热器814对传送鼓41上的打印料层进行预热和加热,同样可在显影总成10的右侧从左向右依次设置加热器812和冷却器823对铺设到平台上的打印料层进行加热和散热。冷却器821由于设置在显影鼓和传送鼓之间,也可对传送鼓41的完成打印料层传送到平台上的表面进行散热。图2a中还示意传送鼓41可以少许上移或显影鼓36向平台方向移动,使得传送鼓与平台间的距离大于显影鼓与平台间的间距,避免打印过程中传送鼓与平台51或其上的模型71接触摩擦而影响打印精度,同样图2b中示意传送鼓向平台移动或显影鼓远离平台移动少许,使得显影鼓与平台间的距离大于传送鼓与平台间的间距,避免打印过程中显影鼓与平台51或其上的模型71接触摩擦而影响打印精度。上述传送鼓41的少许移动可以通过为传送鼓41设置位置调整机构实现。图2c
示意了当平台51移动到最右侧时,显影鼓36和传送鼓41由图2b所示的状态调整为显影鼓低传送鼓高的状态,具体的可以是传送鼓与显影鼓整体绕两者轴线的连线96的中点旋转,如此每打印完一层,平台51下降一层厚的距离即可,或者是传送鼓41绕显影鼓的转动轴线摆动,则在传送鼓向上摆动的状态时(如图2c所示),平台51向上移动(如沿箭头94)到模型71上表面与显影鼓的表面间距为预设值,如层厚间距;在传送鼓向下摆动的状态时,平台51向下移动(如沿箭头94)到模型71上表面与传送鼓的表面间距为预设值,如层厚间距。上述传送鼓41的摆动可以通过为传送鼓41设置摆动机构实现,通过摆动机构来调整传送鼓或显影鼓与平台间的间距,可避免显影总成10的上下方向移动,提升显影总成10的可靠性,也利于简化结构。
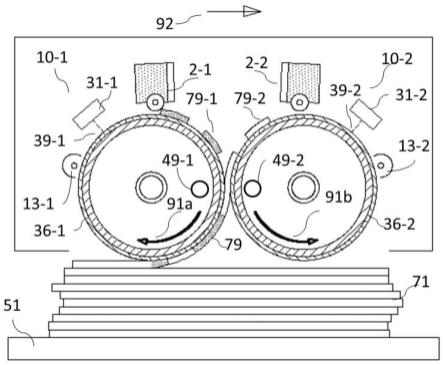
126.图3示意还可以让多个打印总成同时向平台51向转移打印料层,例如可以第一打印总成包括第二显影总成10-1和第二传送鼓41-1,形成的第一打印料层79-1由显影鼓或经传送鼓传送到平台51上,第二打印总成包括第二显影总成10-2和第二传送鼓41-2,形成的第二打印料层79-2传送到平台51上,2个打印总成可在同一个打印料层上进行打印,例如打印不同的材料,形成复合材料模型71,或者可以对不同的层进行打印,提升打印速度。图中还示意可在第一传送鼓41-1内靠近显影总成10-1的位置设置第一电极49-1,控制第一电极49-1在第一电极49-1与显影总成10-1之间建立高电场时可吸附打印料层转移到第一传送鼓41-1上,同理在第二传送鼓41-2内设置第二电极49-2。还可能利用光束891-1和892-2分别穿过第一传送鼓和第二传送鼓照射打印料层。
127.图3示意显影总成还可以采用基于离子注射方式(ionography)或磁成像技术(magnetography)根据要打印三维模型的层图案形成潜像。如果采用离子注射方式(ionography),以第一显影总成10-1为例说明,与前述实施方式相比显影引擎取消了充电器13,其中的显影引擎取消了显影光束31,而是采用离子(或电荷)注射器34-1,显影鼓36的表面为绝缘层,内侧可不必设置前述实施例中的导电层12,当显影鼓36转动的同时,显影引擎根据预打印模型的层图案信息选择性的向显影鼓36显影表面注射离子形成电荷沉积,在显影鼓36的显影表面上形成静电潜像。还在离子(或电荷)注射器34-1的沿显影鼓转动方向的上游位置设置消电器15-1将显影鼓的表面的静电消除,以便后后续形成新的静电潜像做准备。如果采用磁成像技术(magnetography),离子(或电荷)注射器34-1被成像磁头替代,消电器15-1被消磁器取代,显影鼓的表面由磁性材料层构成,随显影鼓的转动,成像磁头可以在显影鼓的表面形成相应的磁潜像,输料器2-1向显影鼓表面形成的打印料层为磁性材料粉末(与磁场作用的材料粉末)。采用离子注射的方式或磁成像技术可以省去充电器13,简化结构,光导层11也可能由其他的透明且绝缘的材料层代替,更易于实现。另外基于磁成像技术更利于对磁材料进行打印成型。当采用离子注射方式(ionography)时,传送鼓可以与采用静电成像技术时的结构相同,当采用磁成像技术(magnetography)时,传送鼓的吸附力控制机构可以通过磁头和消磁器构成。
128.图4a和图4b示意同一个打印总成中设置2个传送鼓和一个显影总成10,其中第一传送鼓41-1与显影鼓36配合,第二传送鼓41-2与第一传送鼓41-1进行配合且配合关系可调整。图4a中假设打印总成沿箭头92向左移动,显影鼓沿箭头91顺时针转动,第一传送鼓41-1沿箭头93逆时针转动,箭头93的转动方向与箭头91的转动方向相反,打印料层79由显影鼓传送到传送鼓41,然后传送都平台51上,还可设置光束891穿过传送鼓41-1照射挤压状态的
打印料层,将打印料层进行层层热压结合。如果打印料层为粉末树脂材料,则光束891可以采用红外光束,将打印料层辐射加热为熔融状态,并利用传送鼓41-1的加压作用实现多层打印料层的结合。如果打印料层为光敏树脂液体材料,则光束891可以为紫外光或其他引发光聚合反应的相应频率的光束,照射处于挤压状态的打印料层进行层与层之间的结合。还可以在传送鼓41-1与平台51传递处的下游设置清洁器14a和冷却器821对传送鼓41-1铺设完成后的表面进行清洁和降温,为后续的打印料层的传送做好准备。当打印总成移动到左端,平台51沿箭头94下移(纵向相对移动)预设距离,同时,第二传送鼓41-2与第一传送鼓41-1配合,打印料层79由第一传送鼓41-1传送到第二传送鼓41-2,第二传送鼓41-2与第一传送鼓41-1的转动方向相反,打印总成沿箭头92向右移动,打印料层79由第二传送鼓41-2传送到平台51上,并可以由光束891透过第二传送鼓照射挤压中的打印料层实现层层结合。当然也可以类似的设置清洁器14b和冷却器822对第二传送鼓完成打印料层铺设后的表面进行清洁和降温,为后续的打印料层的传送做好准备。当打印总成移动到右端,则平台51下移预设距离,然后如图4a打印料层经第一传送鼓向平台铺设,如此重复直至模型71打印完成。
129.第一传送鼓41-1可以包括内侧的第一电极49-1和表层薄的绝缘层,利用第一电极49-1的适当电压形成的电场将显影鼓上的打印料层79吸附到第一传送鼓41-1上,第二传送鼓41-2可以包括内侧的第二电极49-2和表层薄的绝缘层,在图4b中第二电极49-2与适当的电位相连,与第一电极49-1间形成相应的电场将打印料层79由第一传送鼓表面吸附到第二传送鼓表面,并经转动的第二传送鼓传送到平台上。举例说明,例如打印料层带有预设极性的静电(例如负的静电),则可以让第一电极49-1与极性相反(如正的)高压电源连接或充极性相反(如正的)静电,第一电极49-1形成的静电场将打印料层79吸附到第一传送鼓表面。如果第二电极49-2比第一电极49-1对打印料层的电场作用弱,则打印料层79依然保持在第一传送鼓41-1的表面,并经转动的第一传送鼓传送到平台上,如果第二电极49-2与更高极性相反(如正的)电极连接或充更高极性相反(如正的)电荷,则形成更高的静电场将打印料层由第一传送鼓表面吸附到第二传送鼓表面,并经第二传送鼓铺设到平台51上,如此方式通过控制相应传送鼓中的电极的电位或控制充静电的电位等方式可容易的控制打印料层由传送鼓之间或传送鼓与显影鼓之间的传送路径。图4a中第二传送鼓还可以远离平台移动预设间距,避免第二传送鼓与模型71接触摩擦影响打印精度,图4b中第二传送鼓41-2可以向平台51移动,同时平台可以向下移动较大距离,两者为预设间距,但平台与第一传送鼓之间可保持较大间距,可避免在第二传送鼓进行铺设打印料过程中第一传送鼓与模型71接触模型而影响打印精度。通过采用2个传送鼓可以让显影鼓不必直接参与打印料层向平台铺设,避免对显影鼓的加压或加热,可提高显影鼓的可靠性,另外在打印总成与平台横向相对运动的往复行程中,都是通过相同结构的传送鼓传送到平台上的,可以更利于正向和反向行程中铺料过程的一致性,利于提升打印精度和方便设备的调校与维护。
130.图5示意还可以在图4a和图4b所示实施例的基础上在打印总成中设置多个显影总成,例如可以设置第一显影总成10-1和第二显影总成10-2各自显影鼓分别与第一传送鼓41-1配合,分别将各自形成的打印料层79-1和打印料层79-2按预设层图案传送到第一传送鼓表面,例如打印料层79-1和79-2的材质可不同,可形成异质打印料层,例如其中一种材料为模型用材料,另一种可以是临时的支撑材料,当然也可以都是模型用材料,形成复合材料
的模型71。图4b中示意打印料层经第二传送鼓41-2的下表面传送到平台,图5示意还可以让打印料层经第二传送鼓41-2的上表面传送到平台。由图3和图5可看出可通过设置多个打印总成分别对平台上铺设打印料层的方式实现复合材料层打印,还可以通过在同一个传送媒介上配合设置多个显影总成在此传送媒介上形成复合材料的打印料层再传送到平台上。
131.图6示意的实施例与图4a和4b不同的是在传送鼓的外部设置加热器并采用热压的方式将打印料层铺设到平台51上,并实现层层的结合。例如,设置在第一传送鼓41-1和第二传送鼓41-2之间上方的加热器813对打印料层进行预热,以便打印料层被第一传送鼓或第二传送鼓铺设并挤压到平台上时,适当的温度利于层与层之间的结合。冷却器821和冷却器822分别对第一传送鼓和第二传送鼓的完成打印料层铺设后的表面进行冷却为后续的打印料层传送做准备。在打印总成的左侧和右侧可分别设置加热器812和加热器811,对铺设到平台上的打印料层进一步加热加强层熔化,然后在加热器812和加热器811远离打印总成的方向分别设置冷却器824和冷却器823对模型71和成型表面进行散热,为后续打印料层的铺设做准备。
132.图7a和图7b示意了另一种打印总成实施例,与图4a和图4b所示方案不同的是,第二传送鼓41-2与第一传送鼓41-1配合关系以及与显影鼓36的配合关系可调整,且打印料层79最终都是由第二传送鼓41-2铺设到平台51上。图7a中第二传送鼓41-2与顺时针传动的显影鼓36配合,打印总成沿箭头92所示方向向左移动(设为第一行程),第二传送鼓沿箭头93逆时针转动,显影鼓上的打印料层传送到第二传送鼓后铺设到平台51上,完成一层打印,打印总成与平台纵向相对移动预设距离,例如平台51下移层厚距离,打印总成反向向右移动(第二行程),如图7b所示,同时,第二传送鼓41-2沿箭头93顺时针转动,第二传送鼓还可以少许向左朝第一传送鼓方向移动,使得第二传送鼓41-2与第一传送鼓41-1保持预设间距,并拉大与显影鼓的间距,且第二传送鼓41-2与第一传送鼓41-1配合,第一传送鼓41-1与显影鼓36配合,显影鼓36上的打印料层79传送到第一传送鼓41-1,然后传送到第二传送鼓41-2,最后经第二传送鼓41-2铺设到平台51上,然后打印总成与平台纵向相对移动预设距离,例如平台51下移层厚距离,打印总成反向向左移动,如图7a所示,第二传送鼓41-2还可以少许向右朝显影鼓36方向移动,使得第二传送鼓41-2与显影鼓36保持预设间距,并拉大与第一传送鼓41-1的间距。当然也可以是平台相对打印总成沿箭头92所示的相反方向移动进行打印。在打印总成或平台的正反往复方向移动过程中,都是由同一个传送鼓,如第二传送鼓铺设到平台上的,更利于实现打印料层铺设的在往复行程中的一致性,利于提升打印精度,也避免了多个传送鼓或显影鼓交替向平台传送打印层时,第一行程(或第二行程)中原来第二行程(或第一行程)传送打印料层的传送鼓或显影媒介与平台之间容易接触固化模型71,影响打印精度。
133.前述实施例中的传送媒介采用传送鼓,当然传送媒介还可以采用传送带。打印总成包括至少一个显影总成和至少一个传送带。例如图8a和图8b示意2个显影总成,即第一显影总成10-1和第二显影总成10-2分别与传送带42配合。传送带42由至少2个转辊支撑,转辊根据功能可能包括支撑辊,转移辊或挤压辊,例如图8a结合图8b中多处支撑辊46a,支撑辊46b和支撑辊46c为用于支撑传送带;转移辊45-1和转移辊45-2可用于控制打印料层由显影鼓向传送带转移,例如转移辊可以受控的与设定电压电连接,可以调整转移辊上的电场的有无或调整电场的强度来调整对具有静电的打印料层的吸附力,或者转移辊上的磁场可调
整来调整对磁性材料的打印料层的吸附力;挤压辊43用于将打印料层79铺设和挤压到平台51上,挤压辊还可能具有加热功能,对打印料层加热加压的方式挤压到平台上;支撑辊46c可以取消。具体的,图8a中,转移辊45-1和转移辊45-2分别靠向显影总成10-1和显影总成10-2的显影鼓,转移辊45-1和转移辊45-2均具有相应的静电场,将显影总成10-1和显影总成10-2的显影鼓分别形成的打印料层79-1和打印料层79-2吸附到传送带42上,传送带42可沿箭头93周而复始旋转,且传送带42的转动方向与显影鼓的转动方向相反,打印料层经传送带42的传送,随平台51沿图示箭头92向左移动,挤压辊43将传送带和其他的打印料层79向平台51上挤压铺设,例如打印料层为粉末的热塑性树脂材料,则挤压辊43还可以适当加热,将提升温度的打印料层挤压实现层与层之间的结合,更利于形成模型71,还可以设置散冷却器823对传送带完成了打印料层铺设后的表面进行降温,为后续打印料层的传送做好准备。铺设到平台上的打印料层可以进一步有加热器812进一步加热,实现打印料层与模型71之间的完全融合。完成向左移动行程的一层打印,平台向右移动,如图8b所示,同时转移辊45-1和转移辊45-2远离各种对应的显影总成的显影鼓,显影总成10-1和显影总成10-2分别形成的打印料层79-1和打印料层79-2分别由各自的显影鼓直接传送铺设到平51上,铺设过程中可分别对打印料层79-1和打印料层79-2进行预热和挤压,还可分别设置冷却器821和冷却器822分别对显影总成10-1和显影总成10-2各自的显影鼓的完成打印料层铺设的表面进行冷却。铺设到平台51上的打印料层可以由加热器811进一步加热,让新铺设的打印料层与之前铺设的打印料层能完全熔融结合。
134.图9a和图9b示意打印总成包括2个显影总成和2个传送带。图9a中显影总成10-1和显影总成10-2形成的打印料层传送到第一传送带42-1上,第一传送带42-1的沿箭头93逆时针方向旋转,且旋转方向与显影总成的显影鼓的转动方向相反,随下方的平台51相对打印总成向右移动,第一传送带42-1将打印料层由挤压辊43-1和挤压辊43-2向平台51铺设和挤压,转移辊45-1和转移辊45-2可以设置相应电位形成电场,或设置相应的磁场将打印料层由显影鼓吸附到第一传送带42-1上。然后平台与打印总成纵向相对移动拉大间距预设距离,平台反向移动,如图9b,沿箭头92向左移动,同时,第二传送带42-2的转移辊45-3的形成相应的电位或磁场,例如与高电压的电源接通形成高的静电场,由于转移辊45-3与第一传送带42-1相对设置,将打印料层79由第一传送带42-1吸附到第二传送带42-2上,第二传送带沿箭头94顺时针方向旋转,且旋转方向与第一传送带42-1的旋转方向相反,第二传送带42-2将打印料层通过挤压辊43-3和挤压辊43-4铺设和挤压到平台51上。在图9a和图9b中可分别通过挤压辊43-1和挤压辊43-2,挤压辊43-3和挤压辊43-4加热来加快打印料层的结合,挤压辊43-1和挤压辊43-2可合并为一个挤压辊,挤压辊43-3和挤压辊43-4可合并为一个挤压辊。另外,传送带还可透光,在图9a中,还可设置第一光源35-1发出光束透过第一传送带对挤压状态的打印料层进行照射,同样图9b中,还可设置第二光源35-2发出光束透过第二传送带42-2对挤压状态的打印料层进行照射,通过光固化的方式或辐射加热的方式加快打印料层与平台上已铺设打印料层的结合。冷却器821和冷却器822分别对第一传送带和第二传送带完成打印料层铺设后的表面进行冷却。加热器811,812的作用与前述相同,不再累述。支撑辊46c可与转移辊45-1合并。
135.图10a和10b在图9a和9b所示实施例的基础上进行调整,显影总成10-1和10-2可分别经传送鼓41-1和41-2传送到第一传送带42-1上。第一传送带和第二传送带分别采用一个
挤压辊可加热加压的方式铺设打印料层,且结构简化。图10b中驱动器62-1和驱动器62-2分别驱动第一显影总成10-1的显影鼓和第二显影总成10-2的显影鼓第一方向转动,驱动器63-1和驱动器63-2分别驱动第一传送鼓和第二传送鼓第二方向转动,第一方向与第二方向在相反,例如第一方向为逆时针,第二方向为顺时针。驱动器61-1通过驱动支撑辊46a带动第一传送带42-1沿第一方向转动,驱动器61-2通过驱动转移辊45-3带动第二传送带42-2沿第二方向转动。可以看出,在平台由图10a中向右移动行程切换到图10b所示的向左移动的往复打印过程中,显影鼓,传送鼓,第一传送带和第二传送带都不用改的转动的方向,如此可大为简化打印装置的结构,并简化控制和打印过程,更利于提升装置的可靠性和稳定性,并提升打印效率。图中还示意在图10a中,当第一挤压辊43-1带动第一传送带将打印料层向平台51上进行挤压传送时,第二挤压辊43-2可少许上抬远离平台,如此可避免第二传送带42-2与模型71接触。同理,图10b中,当第二挤压辊43-2带动第二传送带将打印料层向平台51上进行挤压传送时,第一挤压辊43-1可少许上抬远离平台,如此可避免第一传送带42-1与模型71接触。即平台与打印总成横向相对移动的第一行程中,原来第二行程中铺设打印料层的传送媒介或显影媒介与平台的间距增大,例如大于打印料层厚的距离,而第二行程中,原来第一行程中铺设打印料层的传送媒介或显影媒介与平台的间距增大,例如大于打印料层厚的距离。如此可提升打印过程的稳定性和可靠性,提升打印成型的成功率和精度。
136.图11a和11b示意在图10a和图10b所示方案的基础上,将第二传送带42-2替换为传送鼓41,或取消了图10a和10b所示方案的中的第二传送带和转移辊45-3,传送鼓41同时起到图10中的挤压辊43-2的作用以及同时起到转移辊45-3的作用。图11a中示意打印料层79由第一传送带42-1沿第一方向转动铺设到平台51上。传送鼓41沿第二方向转动并断开与相应电压的连接(图中未示出),或取消相应的静电场或磁场,使得打印料层79不会被吸附到传送鼓41上。完成此行程(例如第一行程)的打印,平台反向移动,进行反向行程的打印,如图11b中第一传送带42-1依然第一方向转动,传送鼓41依然保持沿第二方向转动,传送鼓41可形成静电场或磁场,例如传送鼓41与相应电压电连接,打印料层79先由传送带42-1转移到传送鼓41上,由传送鼓41铺设到平台51上。由于传送鼓41的直径可以比较小,打印料层由第一传送带到传送鼓41的转移点(传送带42-1的打印料层输出位置和传送鼓41的打印料层接收位置)到平台的距离更加的短,更利于平台往复运动打印料层的快速切换,更利于进一步提升打印速度。图8a到图11b中各实施例的显影总成或显影鼓可以为一个或更多个。
137.图12a和图12b示意打印总成包括第一显影总成10-1和与之配合的第一传送鼓41-1,第二显影总成10-2和与之配合的第二传送鼓41-2,还包括传送带42可分别与第一显影总成10-1和第二显影总成10-2,或与第一传送鼓41-1和第二传送鼓41-2配合,且两种配合关系可动态调整。图12a中,转移辊45-1和转移辊45-3向上移动,分别与第一传送鼓41-1和第二传送鼓41-2的间距为预设值(≥0,也可能为0,即接触),第一打印料层79-1经第一显影总成和第一传送鼓传送被吸附到传送带42上,第二打印料层79-2经第二显影总成和第二传送鼓传送被吸附到传送带42上形成打印料层79,设显影总成的显影鼓沿第一方向转动(如逆时针转动),第一传送鼓和第二传送鼓沿第二方向转动(如顺时针转动),传送带42沿第一方向转动,下方的平台51向右移动(如第一行程),由挤压辊43将打印料层79铺设到平台51上。传送带42左侧可设加热器813对打印料层79进行预热,传送带42右侧可设冷却器821对铺设完打印料层的传送带表面进行散热,传送带右侧可设加热器811对铺设到平台51上的打印
料层进行进一步加热。完成第一行程的打印,平台向左移动,进行第二行程的打印,如图12b所示,第二行程与第一行程方向相反。同时转移辊45-1和转移辊45-3下移分别远离第一传送鼓和第二传送鼓,转移辊45-2和转移辊45-4上移分别靠近第一显影总成和第二显影总成分别与他们的显影鼓为预设间距(≥0),传送带42的转动方向调整为沿第二方向转动,即图12b中箭头93所示,同时传送带42的各转辊都相应的调整转动方向。打印料层由显影总成转送到传送带42上,经传送带的右侧由挤压辊43铺设到向左移动平台51上。传送带右侧的加热器812可以对打印料层进行预热,左侧的冷却器822对铺设完打印料层的传送带表面进行冷却,传送带左侧的加热器814可对铺设到平台带上的打印料层进一步加热。图中示意还可在传送带的上方设置压辊44与相应的转移辊配合,当转移辊远离显影鼓或传送鼓移动,利用压辊将传送带下压实现远离显影鼓或传送鼓。显影鼓和传送鼓还可以分别采用其他的传送鼓将打印料层传送到传送带上,同时显影鼓或传送带的转动方向需相应的调整。
138.图13a和13b示意还可以在显影总成的上下双侧分别设置传送带。图中第一传送带42-1和第二传送带42-2分别设置在显影总成10-1和显影总成10-2的下方和上方,还设置有第三传送带42-3与第二传送带42-2配合,当然也可以与第一传送带42-1配合。转移辊45-3和转移辊45-4在第二传送带42-2的内侧分别与显影总成10-1和显影总成10-2对应设置,转移辊45-1和转移辊45-2在第一传送带42-1的内侧分别与显影总成10-1和显影总成10-2对应设置,图13a中转移辊45-3和转移辊45-4分别向显影总成10-1和显影总成10-2靠近推动第二传送带靠近显影总成10-1和显影总成10-2并保持预设间距(≥0)。显影总成10-1和显影总成10-2分别形成的打印料层转移到第二传送带上,设显影总成10-1和显影总成10-2各自的显影鼓沿第一方向转动(如顺时针方向),第二传送带沿第二方向转动(如逆时针方向)带动打印料层转动,到达第三传送带42-3的转移辊45-5处被吸附到第三传送带42-3上,第三传送带沿第一方向转动将打印料层铺设到下方向左移动的平台51上,挤压辊43-2带动第三传送带可以向平台挤压打印料层,完成一层打印,平台下移层厚距离并反向向右移动(如第一行程),如图13b,同时第二传送带和第三传送带可以停止转动,其上的打印料层可以保持。转移辊45-3和转移辊45-4分别远离显影总成10-1和显影总成10-2,第二传送带同步远离(如在自身弹性作用下)显影总成10-1和显影总成10-2,转移辊45-1和转移辊45-2分别推动第一传送带移动靠向显影总成10-1和显影总成10-2到预设间距(≥0),第一传送带沿第二方向转动,显影总成10-1和显影总成10-2的打印料层分别转移到第一传送带上,由第一传送带铺设到平台51上,挤压辊43-1带动第一传送带可以向平台挤压打印料层,完成一层打印,平台下移层厚距离再向左移动(如第一行程),第一传送带可以停止转动,其上的打印料层保持,转移辊45-1和转移辊45-2分别远离显影总成10-1和显影总成10-2,第一传送带同步远离(如在自身弹性作用下)显影总成10-1和10-2,转移辊45-3和转移辊45-4分别推动第二传送带移动靠向显影总成10-1和显影总成10-2到预设间距(包括为0即接触的情况),当平台左移时,第二传送带和第三传送带上之前保持的打印料层可直接开始向平台上铺设,不必等显影总成形成的打印料层经第二传送带和第三传送带传送过来才能开始新的打印层的打印,可大幅提升打印效率,如图13a所示。如此重复进行。冷却器821和冷却器822分别对第一传送带和第三传送带完成打印料层铺设后的表面进行冷却。
139.图14的方案在图13a和图13b的基础上将第二传送带和第三传送带合并为一个传送带,即图14中的第二传送带42-2,显影总成10-1和显影总成10-2分别与第一传送鼓41-1
和第二传送鼓41-2配合,第一传送鼓41-1和第二传送鼓41-2与第二传送带42-2配合,转移辊45-3和转移辊45-4分别与第一传送鼓41-1和第二传送鼓41-2对应,类似图13a的打印过程中平台左移,显影总成的显影鼓沿第一方向转动,第一传送鼓和第二传送鼓分别沿第二方向转动,第二传送带沿第一方向转动。第一方向为顺时针(或逆时针),第二方向为逆时针(或顺时针)。显影总成10-1和显影总成10-2分别形成的打印料层分别经第一传送鼓和第二传送鼓转移到第二传送带42-2上,两打印料层可铺设到相同的层上,相互根据层中不同位置的材料信息相互匹配形成的复合的打印料层79(复合打印料层)由第二传送带42-2铺设到平台51上。如此可减少传送带的数量,由传送鼓替代,更利于提升打印料层转移传送的精度和简化装置的结构。
140.图15在图14的基础上在第一传送带42-1和第二传送带42-2内分别增加了一个挤压辊,挤压辊43-1和挤压辊43-2在第一传送带42-1内与平台对应,挤压辊43-3和挤压辊43-4在第二传送带42-2内与平台对应,如此第一传送带和第二传送带与平台对应的部分都形成了平的部分,可分别通过第一光源35-1和第二光源35-2发出光束分别透过第一传送带和第二传送带照射打印料层,加快打印料层的固化结合速度。
141.图16a和图16b示意了还可以在显影总成的横向左右两侧分别设置第二传送带42-2和第一传送带42-1,相当于将图15的方案的2个显影总成由水平方向设置改为竖直方向设置,同时让第二传送带和第一传送带在显影总成的左右两侧竖立的方式设置。如此结构使得显影总成两侧的传送带可以对称的设置,使得打印料层在第一传送带传送还是第二传送带传送的距离相同或接近,使得在第一行程或第二行程的往复行程过程中的打印过程更加对称,更加利于装置的简化和零部件种类的减少,也利于相对移动往复行程打印过程中的一致性。图16a示意了打印总成沿箭头92向右移动(如第二行程),显影总成10-1和显影总成10-2各自打印料层分别经传送鼓41-1和传送鼓41-2传送到左侧的第二传送带42-2,并由第二传送带铺设到下方的平台51上,同时还可设置光束89透过第二传送带42-2照射正在铺设的打印料层,设显影总成的显影鼓沿第一方向(如顺时针)转动,传送鼓41-1和传送鼓41-2沿第二方向(如逆时针)转动,第二传送带沿第一方向转动。图16b示意第一显影总成10-1和第二显影总成10-2分别与右侧的第一传送带配合,第一传送带42-1第二方向转动并随打印总成向左移动(如第一行程)将打印料层铺设到平台51上。同时光束89可透过第一传送带42-1照射处于铺设状态的打印料层,使得铺设的打印料层与之前铺设的打印料层结合。具体,如果打印料层为光敏树脂液体,光束89可以是光敏聚合反应用的光束,如果打印料层是热塑性树脂粉末,光束89可以是红外光。图16a中示意在第二传送带随打印总成向右移动的同时铺设打印料层时,右侧的第一传送带可以适当抬高远离平台,可更加可靠的避免与平台上的模型71接触模型,图16b中示意当第一传送带随打印总成向左移动的同时铺设打印料层时,左侧的第二传送带还可以不必抬高远离平台,因为第二传送带与模型71之间具有一个打印层厚度的间距,只要移动精度足够也可避免与平台上的模型71接触模型,同理图16a中的第一传送带也可能不必上移。可简化装置和打印的控制过程。
142.图8a到图16的各实施例中还可以是打印总成沿箭头92所示方向的相反方向移动来代替平台51沿箭头92的移动。平台51也可以设置在打印总成的上方。打印总成可仅包含1个显影总成,或还可以包括更多个。传送媒介采用传送带更容易通过布置转移辊和挤压辊来灵活的控制打印料层的转移切换和打印料层向平台的铺设,传送带可以采用多种弹性薄
膜材料,例如可采用杜邦公司的“kapton”。
143.图17a和图17b示意打印总成包括2个显影总成和2个传送鼓,左侧的第一显影总成10-1的显影鼓36-1与左侧第一传送鼓41-1配合且相互转动方向相反,右侧的第二显影总成10-2的显影鼓36-2与右侧的第二传送鼓41-2配合且相互的转动方向相反,第一传送鼓41-1与第二传送鼓41-2配合,第一显影总成的显影鼓36-1与第二显影总成的显影鼓36-2的转动方向相反,设第一显影总成的显影鼓36-1沿第一方向转动,例如沿箭头91a逆时针转动,则第二显影总成的显影鼓36-2沿第二方向转动,例如沿箭头91b顺时针转动,则第一传送鼓沿第二方向转动,如沿箭头93a转动,第二传送鼓沿第一方向转动,如沿箭头93b转动。图17a中打印总成沿箭头92向右移动(如横向相对移动的第一行程),第一显影总成10-1形成的第一打印料层79-1传送到第一传送鼓41-1,第二显影总成10-2形成的第二打印料层79-2传送到第二传送鼓41-2,第二打印料层79-2由第二传送鼓41-2再转移到第一传送鼓41-1上,例如,第一传送鼓和第二传送鼓的表层为分别薄的绝缘层,内部分别为导电层并分别与相应的电极连接,且可以让第一传送鼓的导电层所连电极的电位高于第二传送鼓的导电层所连电极的电位,如此第一传送鼓41-1可将第一打印料层吸附住,同时还会将第二打印料层也由第二传送鼓表面吸附过来,在第一传送鼓41-1上形成复合材料的打印料层79(复合打印料层)并由第一传送鼓41-1铺设到下方的平台51上,处于右侧的第二传送鼓与平台的成型表面(图示的模型71的上表面)的具有层厚间隙,所以打印过程中第二传送鼓不会与模型71接触。当打印总成移动到右端,完成一层打印,平台51下降预设距离,如层厚距离,即完成了打印总成与平台的纵向相对移动,然后打印总成向左移动(如横向相对移动的第二行程),如图17b所示,同时第一打印料层79-1经第一传送鼓41-1转移到第二传送鼓41-2上,例如,可以让第二传送鼓的导电层所连电极的电位调整高于第一传送鼓的导电层所连电极的电位。第一打印料层79-1与第二打印料层79-2形成复合的打印料层79(复合打印料层)并由第二传送鼓41-2铺设到平台51上,处于左侧的第一传送鼓与平台的成型表面(图示的模型71的上表面)的具有层厚间隙,所以打印过程中第一显影鼓不会与模型71接触。当打印总成移动到左端,完成一层打印,平台再下移预设距离,然后打印总成再向右移动,并如图17a的状态打印料层79由第一传送鼓铺设到平台51上,如此重复进行,直到模型71打印完成。整个打印总成在相对平台往复横向移动的过程中,第一显影总成10-1、第一传送鼓41-1、第二显影总成10-2和第二传送鼓41-2的各种转动方向都保持不变,且实现了往复行程中都可打印,且同时实现2个显影总成同时打印,例如形成多种材料的模型71。整个打印过程中第一传送鼓和第二传送鼓交替为第一打印料层79-1和第二打印料层79-2所共用,进一步提升传送媒介的利用率,提升装置的打印效率。第一打印料层79-1和第二打印料层79-2的材料可以不同,也可以相同。铺设到平台上的打印料层可通过多种方式进行结合固化,例如可利用光束89-1或光束89-2分别透过第一传送鼓或第二传送鼓朝平台方向照射正在铺设的打印料层,此情况第一传送鼓或第二传送鼓的表面绝缘层和内部的导电层都可采用透光材料制作。冷却器821和822分别对第一传送鼓和第二传送鼓的完成铺设打印料层的表面进行散热,为后续打印料层的传送和铺设做准备。也可以采用加热器或第一传送鼓或第二传送鼓具有加热功能来对第一打印料层和第二打印料层进行加热,使得熔融的打印料层被第一传送鼓或第二传送鼓热压到平台51上的成型面上。
144.图18在图17a和图17b的基础上,取消了第一传送鼓和第二传送鼓,并让第一显影
总成的第一显影鼓36-1和第二显影总成的第二显影鼓36-2相互配合设置。例如当如图打印总成向右移动,例如相当于打印总成与平台横向相对移动的第一行程,第二显影鼓36-2形成的打印料层79-2转移到第一显影鼓36-1上,例如可以让与第一显影鼓配合的第一充电器13-1在第一显影鼓36-1所充的静电场强大于与第二显影鼓配合的第二充电器13-2在第二显影鼓36-2所充的静电场强,带有静电的第二打印料层由第二显影鼓36-2吸附到第一显影鼓36-1上。转移到第一显影鼓36-1上的打印料层79-2与第一显影鼓36-1上的打印料层79-1可以堆叠形成复合的打印料层79,并由第一显影鼓36-1铺设到下方的平台51上,处于右侧的第二显影鼓与平台的成型表面(图示的模型71的上表面)的具有一个或两个层厚间隙,所以打印过程中第二显影鼓不会与模型71接触。完成一层打印,平台与打印总成纵向相对移动,例如平台下移预设距离(如层厚),然后打印总成可向左移动,例如相当于打印总成与平台横向相对移动的第二行程,则左侧的第一显影鼓上的打印料层79-1转移到右侧的第二显影鼓上,例如可以让与第二显影鼓配合的第二充电器13-2在第二显影鼓36-2所充的静电场强大于与第一显影鼓配合的第一充电器13-1在第一显影鼓36-1所充的静电场强,带有静电的第一打印料层由第一显影鼓36-1吸附到第二显影鼓36-2上。打印料层79-1与打印料层79-2在第二显影鼓上形成复合的打印料层79由第二显影鼓铺设到下方的平台51上,处于左侧的第一显影鼓与模型71之间具有一个或两个层厚间隙,所以也不会与模型71接触。此实施例中两个显影鼓也分别起到了传送鼓的作用,例如图中第一显影鼓36-1相当于是第二显影鼓36-2的传送鼓。而当打印总成向左移动时,第一显影鼓36-1上的打印料层转移到第二显影鼓36-2上在铺设到平台上,所以第二显影鼓也相当于是第一显影鼓的传送鼓。零部件数量更少,可实现更加紧凑的结构。当然还可以在第一显影鼓36-1的内侧设置第一电极49-1,在第二显影鼓36-2的内侧设置第二电极49-2,在打印总成与平台横向相对移动的第一行程中,让第一电极49-1的电场强度高于第二电极49-2的,则第二显影鼓36-2形成的打印料层79-2转移到第一显影鼓36-1上与第一显影鼓36-1形成的打印料层79-1形成单层的复合打印料层79,在打印总成与平台横向相对移动的第二行程中,让第二电极49-2的电场强度高于第一电极49-1的,则第一显影鼓36-1形成的打印料层79-1转移到第二显影鼓36-2上与第二显影鼓36-2形成的打印料层79-2形成单层的复合打印料层79。打印料层79-1和打印料层79-2的材质可相同也可不同。
145.图19a和图19b示意在图17a和图17b的基础上,在第一传送鼓41-1和第二传送鼓41-2之间设置第三传送鼓41-3,设第一显影鼓36-1沿第一方向(如逆时针)转动,第二显影鼓36-2沿第二方向(如顺时针)转动,第三传送鼓41-3与第一传送鼓和第二传送鼓配合关系可动态调整。第一传送鼓和第二传送鼓的下切面可以共面并与下方的平台51平行,可以让第三传送鼓的下切面比第一传送鼓和第二传送鼓的下切面低预设距离,如层厚的距离,例如图19a打印总成向右相对平台移动,第三传送鼓与第二传送鼓配合并沿第二方向转动,第二显影鼓36-2形成的打印料层79-2传送到第二传送鼓,然后再传送到第三传送鼓,然后由第三传送鼓铺设到平台上;同时,第一显影鼓36-1形成的打印料层79-1传送到第一传送鼓41-1然后铺设到平台上,例如图中示意堆叠的铺设到打印料层79-2上,如此实现2层打印料层的同时铺设,可大幅提升打印速度。完成一层打印,平台下移预设距离,如2个层厚距离,打印总成调整为向左移动,如图19b所示,第三传送鼓调整转动方向为第一方向,并取消与第二传送鼓的配合,而与第一传送鼓配合,第一显影鼓形成的打印料层79-1传送到第一传
送鼓后再传送到第三传送鼓,由第三传送鼓铺设到平台上,第二显影鼓形成的打印料层79-2传送到第二传送鼓并铺设到平台上,例如图中示意堆叠的铺设到打印料层79-1上,如此实现2层打印料层的同时铺设,可大幅提升打印速度。然后平台再下降预设间距,如2个层厚距离,打印总成调整为向右移动,如图19a所示状态,第三传送鼓再调整转向并与第二传送鼓配合,如此往复重复进行,直到模型71打印完成。如果让第三传送鼓的下切面与第一传送鼓或第二传送鼓的下切面共面,也可以让第三传送鼓铺设的打印料层与第一传送鼓或第二传送鼓铺设的打印料层都铺设在同一层上,可实现多种材料构成的打印料层。可以看出第三传送鼓41-3为第一打印料层79-1和第二打印料层79-2所交替复用。图中还示意打印料层铺设到平台时的固化方式,例如图19a中光束89-3透过第三传送鼓41-3照射打印料层79-2,光束89-1透过第一传送鼓41-1照射打印料层79-1,图19b中光束89-3透过第三传送鼓41-3照射打印料层79-1,光束89-2透过第一传送鼓41-1照射打印料层79-2。另外,图中还示意一种实现打印料层由第一传送鼓或第二传送鼓转移到第三传送鼓的方式,并以基于静电成像技术为例说明,在第三传送鼓的上方区域设置充电器13c,在下方靠近第一传送鼓和平台的区域设置消电器15c-1,在下方靠近第二传送鼓和平台的区域设置消电器15c-2,例如在图19a中,充电器13c对第三传送鼓表面充满高压静电,使得打印料层79-2由第二传送鼓表面被吸附到第三传送鼓表面,同时消电器15c-1对第三传送鼓完成了铺设打印料层的表面进行消除静电,使得第三传送鼓与第一传送鼓接近的表面区域没有静电,不会吸附第一传送鼓表面的打印料层79-1。同样,在图19b中,充电器13c对第三传送鼓表面充满高压静电,使得打印料层79-1由第一传送鼓表面被吸附到第三传送鼓表面,同时消电器15c-2对第三传送鼓完成了铺设打印料层的表面进行消除静电,使得第三传送鼓与第二传送鼓接近的表面区域没有静电,不会吸附第二传送鼓表面的打印料层79-2。总体上,在第三传送鼓表面相对远离平台方向的充电器13c对第三传送鼓表面充满高强静电,随第三传送鼓的转动,在转动方向下游与第一传送鼓或第二传送鼓接近处将第一打印料层或第二打印料层吸附到第三传送鼓表面,随第三传送鼓转动到平台处挤压铺设到平台上,然后随第三传送鼓的继续转动,下游位置的消电器将第三传送鼓表面的静电消除,避免了第三传送鼓对第二传送鼓或第一传送鼓表面的第二打印料层或第一打印料层的吸附。第三传送鼓与第一传送鼓或第二传送鼓接近处与平台之间的消电器停止工作。
146.图20在图19a和图19b所示方案基础上,将第三传送鼓41-3替换为传送带42,并通过第一转移辊45-1、第二转移辊45-2和挤压辊43撑起和转动,其中第一转移辊45-1通过传送带42与第一传送鼓配合设置,第二转移辊45-2通过传送带42与第二传送鼓配合设置,挤压辊43用于将传送带上传送的打印料层铺设和挤压到平台上。例如图中,当打印总成向右移动,传送带42沿第二方向转动,第二转移辊可与高电位的电极连接或形成高的磁场将第二传送鼓上的第二打印料层79-2吸引到传送带42上,并由传送带传送到挤压辊处铺设到下方的平台上,同时第一打印料层79-1由第一传送鼓铺设到下方的平台上,如图所示第一打印料层79-1和第二打印料层79-2可以铺设到同一层上,例如可形成多种材料的复合材料模型。完成一层打印,平台可下移预设距离,如层厚,然后打印总成向左移动,同时传送带调整转动方向为第一方向,且降低或取消第二转移转鼓45-2的静电场或磁场,并提升第一转移辊45-1的静电场或磁场,将第一打印料层79-1由第一传送鼓41-1吸附到传送带42上并铺设到平台上,第二打印料层由第二传送鼓铺设到平台上。采用传送带42可以通过第一转移辊
和第二转移辊更加方便的控制电场或磁场来实现打印料层的转移切换。
147.图21a和图21b示意在图19a和19b方案基础上,将第一传送鼓41-1、第二传送鼓41-2和第三传送鼓41-3分别替换为第一传送带42-1、第二传送带42-2和第三传送带42-3,第三传送带可与第一传送带和第二传送带分别交替的配合,第一传送带42-1和第二传送带42-2的转动方向相反,第三传送带的转动方向与正在配合的传送带的转动方向相反。并且还可以设置更多的显影总成分别与第一传送带和第二传送带配合,各显影总成还可分别通过传送鼓与第一传送带或第二传送带配合。例如显影总成10-1和10-2分别通过传送鼓41a-1和传送鼓41a-2与第一传送带配合,显影总成10-3和显影总成10-4分别通过传送鼓41a-3和传送鼓41a-4与第二传送带配合,如此在第一传送带上形成的第一打印料层79-1和在第二传送带上形成的第一打印料层79-2可以分别是多材料(异质)的打印料层。图21a中,设平台向右移动,第一打印料层79-1经第一传送带42-1传送到第三传送带42-3然后传送到下方的平台上,例如第三传送带的转移辊45可以通过少许靠向第一传送带的方式来吸附打印料层。第二打印料层79-2由第二传送带42-2传送到下方的平台上并与第一打印料层79-1堆叠,如此可将异质材料的打印料层同时进行两层打印。然后平台可下移预设距离,如2层的层厚,平台向左移动,同时第三传送带改变转动方向并可以通过转移辊45少许向第二传送带移动靠近实现与第二传送带配合,将第二传送带的第二打印料吸附到第三传送带并铺设到平台上。同时第一传送带将第一打印料层铺设到平台上并堆叠在第二打印料层上。其他相同编号部件的功能与前述相同,不再累述。
148.图22示意将图21a和图21b中的第三传送带的转移辊45用两个替代,即转移辊45-1和转移辊45-2,并分别与第一传送带和第二传送带配合,类似图20所示方案,只要控制转移辊45-1和45-2的精静电场或磁场就可以实现打印料层的转移切换控制。图21a到图22所示方案实现了多种材料并同时进行多层打印过程,可实现多种材料的模型71的更快速打印。
149.从图19a-图22中可以看出,第三传送媒介(如图19a和19b中的第三传送鼓41-3,图20中的传送带42,图21a到22中的第三传送带42-3)到平台51的间距可以比第一传送媒介(如图19a到20中的第一传送鼓41-1,图21a到22中的第一传送带42-1)或第二传送媒介(如图19a到20中的第二传送鼓41-2,图21a到22中的第二传送带42-2)到平台51的间距小一个打印料层厚的距离,如此可以在平台上同时实现两层打印料层的铺设。第三传送媒介到平台的间距还可以与第一传送媒介或第二传送媒介到平台的间距相等,如此可以在平台上的同一层上同时铺设多种材料。当然,第三传送媒介到平台51的间距可以比第一传送媒介或第二传送媒介到平台51的间距小多个打印料层厚的距离,如此可以在平台上同时实现更多层打印料层的铺设,例如可以让多个显影总成与第一传送媒介或第二传送媒介配合,在第一传送媒介或第二传送媒介上可形成堆叠的打印料层。如此可进一步提升打印速度。图23a和图23b在图17a和图17b方案的基础上将第一传送鼓41-1和第二传送鼓41-2分别替换为第一传送带42-1和第二传送带42-2。第一传送带由第一转移辊45-1和第一挤压辊43-1支撑,第二传送带由第二转移辊45-2和第二挤压辊43-2支撑,第一转移辊45-1和第二转移辊45-2设置适当的电位或磁场即可分别将第一显影总成10-1形成的打印料层吸附到第一传送带上和将第二显影总成10-2形成的打印料层吸附到第二传送带上。图23a中打印总成向右移动,位于右侧的第二传送带上的第二打印料层79-2吸附到位于左侧的第一传送带上,例如可以让第一挤压辊43-1的电位或磁场高于第二加压转辊43-2,第一打印料层和第二打印料
层由第一传送带铺和第一挤压辊铺设到下方的平台上。完成一层的打印,平台51下移预设距离,如层厚,当然也可以是打印总成上移预设距离,本发明中各实施例均可如此。如图23b,打印总成向左移动,第一传送带上的打印料层79-1被吸附到第二传送带上,例如可以让第二挤压辊43-2的电位或磁场高于第一挤压辊43-1。第一打印料层和第二打印料层由第一传送带铺和第一挤压辊铺设到平台上。然后平台下移或打印总成上移预设距离,回到图23a的状态,如此重复进行。此实施例中的第一挤压辊43-1和第二挤压辊43-2还兼具了转移辊对打印料层的转移控制的作用。第一挤压辊43-1和第二挤压辊43-2可以同时具有加热的功能,以提升打印料层的温度,便于铺设到平台上。冷却器822和冷却器824分别对第一传送带和第二传送带完成打印料层铺设或传送的表面进行冷却。
150.图24是对图23a和图23b所示实施例进行了调整,在第一传送带和第二传送带分别增加第三转移辊45-3和第四转移辊45-4来将第一显影总成10-1和第二显影总成10-2的打印料层分别吸附到第一传送带和第二传送带上,如此让第一转移辊45-1和第二转移辊45-2可以用于打印料层在第一传送带和第二传送带之间转移切换控制。第一挤压辊和第二挤压辊可不必兼顾转移辊的功能。支撑辊46b和支撑辊46c可用于分别对第一传送带和第二传送带进行张紧,并利于传送带铺设完打印料层后快速调整运动方向,便于打印料层与传送带分离。图23a到24所示实施例进一步的,第一传送带可以与多个显影总成配合,第二传送带可以与多个显影总成配合。
151.图25a和图25b示意显影总成的显影媒介为显影带,显影总成10包括显影带38、显影引擎和输料器,显影引擎用于在显影带38上形成静电潜像或磁潜像。例如显影引擎可能包括沿显影带38转动方向顺序排列的充电器13和显影光源31,输料器2设置在显影光源31的下游位置。显影带38沿第一方向,如箭头91顺时针转动,传送带41沿第二方向,如沿箭头93逆时针方向转动,显影带通过支撑辊46c与传送带42的转移辊45对应设置,使传送带42与得显影带38配合,显影带38可能包括外侧的光导层11和内侧的导电层12,充电器13在显影带上形成静电,显影光源31选择性照射显影带,照射处导电使得静电由导电层释放并与预设电位的电极电连接,在显影带表面形成静电潜像,输料器2向显影带上输送打印料由静电潜像吸附形成相应图案的打印料层79。当如图25a所示下方的平台51沿箭头92向右移动,例如平台与打印总成的横向相对移动的第二行程,处于左侧的显影带上的打印料层79传送到传送带42上,例如让转移辊45此时与高电位的电源接通形成强电场来吸附打印料层到传送带42上,并由传送带42铺设到下方平台51上。完成一层打印,平台与打印总成纵向相对移动,例如平台51下移预设距离,或打印总成上移预设距离,然后平台向左移动,例如平台与打印总成的横向相对移动的第一行程,如图25b,打印料层79直接由显影带38铺设到下方的平台51上,例如可以断开转移辊45与高电位电源的连接,取消了静电场,具有静电的打印料层79在经过靠近转移辊45附件的传送带42区域时不会被吸附到传送带42上。通过控制转移辊是否与高电位电源连接或所连接电位的高低可实现对打印料层传送方向的切换控制。冷却器821和冷却器822可以分别对显影带和传送带完成打印料层铺设后的表面进行冷却。图25a中还示意当传送带向平台铺设打印料层时显影带的挤压辊43-1还可以少许远离平台移动,可更好的避免与平台上的模型71接触,同样图25b中当显影带向平台铺设打印料层时传送带的挤压辊43-2还可以少许远离平台移动,可更好的避免与平台上的模型71接触,提升打印过程的稳定性。
152.图26示意在图25a或图25b的基础上将传送带42替换为第二显影带,并与第二显影引擎和第二输料器形成第二显影总成,在第二显影带的转移辊45-2与第一显影带的转移辊45-1对应设置,第一显影带和第二显影带的转动方向相反。另外,此实施例中的显影引擎还可以采用离子(或电荷)注射器,例如第一显影引擎包括第一离子(或电荷)注射器34-1和上游的消电器15-1,第二显影引擎包括第二离子(或电荷)注射器34-2和上游的消电器15-2。当下方的平台向右移动(如第一行程),处于左侧的第一显影带38-1顺时针转动,其上的打印料层转移到处于右侧的逆时针转动的第二显影带38-2上,例如在第二显影带的转移辊45-2与高电位的电源接通形成强电场或采用电磁铁通入更大的电流形成强磁场,而第一转移辊可断开与高电位电源的连接,当第一显影带带动打印料层79-1转动到靠近转移辊45-2附近被吸附到第二显影带上,与第二显影带上的第二打印料层79-2形成复合的打印料层79,打印料层79被第二显影带的挤压辊43-2传送铺设到平台51上,完成一层打印后平台下移预设间距向左移动(如第一行程),可以让第一显影带的转移辊45-1与高电位的电源接通形成强电场或磁场,而第二转移辊可以断开与高电位电源的连接,第二显影带带动打印料层79-2转动到靠近转移辊45-1附近被吸附到第一显影带上,并与第一显影带上的第一打印料层79-1在第一显影带上形成复合的打印料层79被第一显影带的挤压辊43-1传送铺设到平台51上。上述的复合是指打印料层79由多个打印料层形成,不限于打印料层中的材料是多种的,也可以是单一种的材料,例如第一打印料层79-1和第二打印料层79-2在第二显影带45-2或第一显影带45-1上堆叠结合形成复合的打印料层79(复合打印料层),由多个打印料层在显影媒介或传送媒介上的堆叠形成复合打印料层。相比前述的显影鼓的方案,由于采用显影带的方式,更容易通过布置转移辊和挤压辊来灵活的控制打印料层的转移切换和打印料层向平台的铺设,以及加热器和冷却器的布置,并能减少传送带或转送鼓的使用数量甚至不用,简化结构。
153.打印料层79可以为光敏树脂液体、热塑性树脂粉末、或光敏树脂液体与其他粉末的混合液体、或多种粉末材料形成的混合粉末,如陶瓷粉末与热塑性树脂粉末的混合粉末。还可以是铁粉材料或磁粉材料,铁粉材料或磁粉材料与树脂粉末材料的混合粉末,相应的显影总成可采用磁成像技术进行成像。
154.显影总成可采用如下方法形成打印料层,包括形成潜像过程和形成显像过程,具体的,
155.步骤一,形成潜像过程,
156.对于基于静电成像技术(xerograph)的方式,显影引擎包括充电器13和显影光源31,行程潜像过程包括1)充电过程和2)曝光成像过程,具体如下,1)充电过程,感光的显影鼓沿第一方向转动的同时,采用充电器对显影鼓表面充上一层负电荷(或正电荷)。充电器可以采用电晕线,电晕管(corotrons),栅控式电晕(scorotron),充电辊,或其他充电方式。2)曝光成像过程,显影鼓转动的同时,显影光源在显影鼓表面进行选择性照射。显影鼓的光导层由光导材料构成,在没有被光照射的情况下具有很高的电阻率,当被光照射的地方电阻率明显降低并让此处的电荷经导电层导电释放,且此处与预设电位的电极电连接,未被光照的部位的电荷保持不变,在显影鼓表面形成静电潜像。显影光源可以采用激光束或led(light emitting diode),或其他可选择性控制照射点,在显影鼓表面形成点阵位图的光源。光导层采用的光导材料,如有机光导材料(光导聚合物),如聚乙烯咔唑,或其他的光导
材料,还可以形成光电材料的微纳米的阵列,也可以是无机的光导材料,光导材料还可以采用硒,硫化镉,氧化锌,非晶硅或氧化锌等,光导材料根据光电导效应(或称为光导效应)由光照而改变电阻率。导电层如果透明可以采用氧化铟锡材料、掺铝的氧化锌或其他透明且可导电的材料。还可以采用离子注射的方式(ionography),这里可以看做是静电成像技术的一种特殊形式,显影引擎采用离子注射器,步骤1)充电过程和2)曝光成像过程可以合并为一个步骤,即在显影鼓的表面选择性的进行离子注射而直接形成静电潜像,此方式中的显影鼓的导电层可以取消,充电器可以取消。
157.还可以采用磁成像技术(magnetography),显影引擎为成像磁头,显影鼓可以采用磁鼓,显影鼓36的表面层由为磁性材料层,根据三维模型的层图案信息在磁材料层选择性的改变表面各点的磁性状态,例如通过在显影鼓的表面的磁性材料层内建立阵列的磁化区域来形成记录点,此过程也可以理解为对磁鼓表面进行选择性曝光,选择性曝光形成这些记录点形成潜磁图像,即磁潜像。采用磁成像技术,磁鼓表面层硬度高,寿命更长,且磁记录点具有永久记忆功能,即磁记录点形成的磁潜像可以周期重复使用。
158.步骤二,形成显像过程(显影过程),静电成像技术方式中由静电潜像形成真正的图像的过程,利用电荷同性排斥,异性吸引的原理来完成。显影鼓上带有潜像的表面部分被转动到输料器时,输料器输送的打印料根据潜像被选择性的吸附到显影鼓表面,例如输料器对打印料层施加负(或正)的静电,使得输料器上带有负电荷(或正电荷)的打印料跳到显影鼓的潜像区域,例如显影鼓上的暗区(未被曝光的区域)依然带有负电荷(或正电荷),与带有负电荷(或正电荷)的打印料排斥,不会附着。在显影鼓上形成可看得到的由打印料层形成的图像,形成的显性图案。需说明,即可以利用显影鼓中和掉电荷的部分形成静电潜像,也可以利用显影鼓中没有和掉电荷的部分形成静电潜像来吸附打印料层形成显像。基于此成像技术的过程类似,采用磁成像技术(magnetography)的显影鼓(磁鼓)上的磁潜像转动到输料器时选择性吸附打印料形成打印料层,输料器中的磁性打印料(可被磁化)被根据磁潜像选择性的吸附到显影鼓的表面形成打印料层,形成显性图案。在某些实施方式中可以设置消磁器,当打印料层完成铺设或转移后将磁鼓的表面层的磁状态恢复到初始状态。然后随着显影鼓的周期转动重复上述过程,直至模型打印完成。
159.上述步骤中的显影鼓也可以采用显影带。
160.上述由显影总成形成的打印料层可通过转印过程铺设到平台上,并层层堆叠铺设和固化来形成模型,即打印料层由显影鼓直接铺设或间接转移的过程铺设到平台51,还可以进行加热、光照聚合或加压等方式进行加固结合,此过程中打印总成与平台横向相对移动每完成一行程(第一行程或第二行程)的打印,打印总成与平台纵向相对移动增加两者间距,以实现打印料层的层层堆叠。在一些实施例中还可以包括清洁过程或去除静电过程或消磁过程。清洁器将显影鼓表面没有完全转移的残余打印料清除干净,以便在下一个打印周期有一个清洁的显影鼓表面。显影鼓清洁器可以采用刮板,毛刷或清洁辊,或利用真空清洁,或上述各种方式的组合式清洁方式等进行清洁。
161.本发明叙述中所采用“上”或“上方”、“下”或“下方”、“左”、“右”等方位性词语,是基于具体附图的方便性描述,不是对本发明的限制。实际应用中,由于结构整体在空间的变换,实际的方位可能与附图的不同,但这些变换都属于本发明所要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1