一种光固化三维打印装置和打印方法与流程
一种光固化三维打印装置和打印方法
1.本技术是针对发明专利申请202110237620.7提出的分案申请。发明专利申请202110237620.7的申请日为2021年03月04日、名称为一种光固化三维打印装置和打印方法。
技术领域
2.本发明涉及光固化三维打印技术领域,特别是涉及一种无成型平台的光固化三维打印装置和打印方法。
背景技术:
3.光固化三维(3d)打印装置以数字模型文件为基础,通过逐层打印的方式来构造物体模型。大都包括光源和固定模型的成型平台,成型平台通过驱动机构(如丝杆驱动机构)在光源照射成型的同时进行移动,如采用紫外光(uv)对光敏树脂层层选择性照射形成三维模型。以下置式光源的光固化三维打印装置为例,如图12所示,光束39由下向上通过离型膜33照射光敏树脂在上方且向上移动的成型平台91上进行层层固化形成模型51,然后将模型51从成型平台91上取下来,还需要将成型平台91下移到离型膜附近,然后才能进行下一个模型的打印。此过程不利于生产的自动化,取模型过程和成型平台下移复位过程使得打印过程中断,降低打印效率。将模型由成型平台上取下来的过程比较繁琐,也容易导致模型的损伤。如果成型平台表面没有清理干净,例如固化结构残留,会影响下一个模型的打印精度或成立率,而且当成型平台下移复位时,在成型平台表面凸起的残留或毛刺容易压伤离型膜,降低打印设备的可靠性。另外成型平台上移的最大行程由驱动机构或导轨等限制,限制了模型的可打印高度的范围。
技术实现要素:
4.本发明所要解决的技术问题是提供一种光固化三维打印装置和打印方法,能够持续不断地打印模型,还可以实现无限长零件的打印。
5.本发明解决其技术问题所采用的技术方案是:提供一种光固化三维打印装置,包括缸套和透光件,所述缸套和所述透光件密封连接形成打印槽,所述透光件的一侧设置有位于所述打印槽内的光敏料,用于光固化三维打印的光束由所述透光件相对所述光敏料的另一侧透过所述透光件照射所述光敏料,所述透光件设置有所述光敏料的一侧还设置有导引机构,所述导引机构用于驱动打印时形成的引导部,并带动与所述引导部相连的模型向远离所述透光件的方向移动。
6.所述透光件设置有所述光敏料的一侧还设置有切割装置,所述切割装置用于切割所述引导部,并在切割时与所述引导部同步移动或同步停止移动。
7.所述引导部在待切割的位置为弱化位。
8.所述的光固化三维打印装置还包括引子,所述引子的一端浸在所述光敏料中,并与所述透光件相距预设间距,所述引子与所述导引机构配合设置,所述引导部与所述引子
浸入所述光敏料的一端的端面结合,所述导引机构用于驱动所述引子,并带动与所述引子结合的所述引导部向远离所述透光件的方向移动。
9.所述透光件设置有光敏料的一侧的表面设置有隔离层,所述隔离层用于阻止透过所述透光件的光束照射到所述光敏料形成的固化部分与所述透光件相结合。
10.所述引导部为直线结构或弧形结构。
11.所述导引机构为导引轮、导引带和导引齿轮中一种或几种的组合,并成对设置在所述引导部的两侧;当所述导引机构为导引带时,所述导引带由至少2个辊轮支撑并实现旋转,所述导引带通过面摩擦接触的方式驱动所述引导部;当所述导引机构为导引齿轮时,所述引导部为与所述导引齿轮相配合的齿条状结构,所述导引齿轮与所述齿条状结构的引导部相啮合。
12.当所述导引机构为导引带时还包括强化光源,所述导引带采用透光材料制成;所述强化光源发出的强化光束透过所述导引带照射到所述引导部。
13.所述导引机构能够调整位置、数量或形式。
14.所述引导部和所述模型直接连接,或所述引导部和所述模型通过支撑部连接,或所述引导部为所述模型的部分结构或全部结构。
15.所述透光件设置有所述光敏料的一侧还设置有辅助装置,所述引导部或所述模型表面形成沟槽,所述辅助装置用于将辅助材料压入所述沟槽中,使得所述辅助材料与所述引导部或所述模型结合为一体。
16.所述透光件设置有所述光敏料的一侧还设置有端盖,所述端盖与所述缸套密封,所述端盖上设置有通孔,所述通孔与所述引导部滑动配合并保持密封,使得所述缸套、所述透光件、所述引导部和所述端盖之间形成密封的打印腔;所述打印腔与料源连通,所述料源用于提供带有压强的光敏料。
17.采用上置光源式结构时,所述光敏料在所述透光件的下侧,所述导引机构驱动所述引导部向下远离所述透光件移动,所述缸套下方设置有料箱;采用下置光源式结构时,所述光敏料在所述透光件的上侧,所述导引机构驱动所述引导部向上远离所述透光件移动,所述端盖上方设置有料箱;采用水平光源式结构时,所述光敏料在所述透光件的光束射入侧的另一侧,所述导引机构驱动所述引导部沿水平方向远离所述透光件移动,所述引导部的下方设置有料箱。
18.本发明解决其技术问题所采用的技术方案是:提供一种光固化三维打印方法,采用上述光固化三维打印装置,所述光束从所述透光件相对所述光敏料的另一侧透过所述透光件选择性照射所述光敏料形成所述引导部和所述模型,所述模型与所述引导部相连接或者所述引导部为所述模型,所述导引机构驱动所述引导部并带动所述模型向远离所述透光件的方向移动。
19.在打印开始前,将引子的一端浸入所述光敏料内,并与所述透光件相距预设间距,所述引子与所述导引机构配合;所述光束透过所述透光件选择性照射所述光敏料形成所述引导部,所述引导部与所述引子浸入所述光敏料的一端的端面结合,所述导引机构先驱动所述引子远离所述透光件,并带动与所述引子结合的所述引导部一同移动,直到所述引导部与所述导引机构配合。
20.所述引导部为所述模型,当所述模型的外形为长管状结构时,在所述透光件设置
有所述光敏料的一侧设置导引套,所述导引套与所述模型滑动套设,使得打印过程更加稳定。
21.有益效果
22.由于采用了上述的技术方案,本发明与现有技术相比,具有以下的优点和积极效果:本发明通过增加导引机构,利用导引机构驱动与模型连接的引导部,使得打印的模型能够随着引导部一起远离缸套,从而进行持续不断地打印模型,实现无限长零件的打印。
附图说明
23.图1是本发明实施方式的结构示意图;
24.图2是本发明实施方式中多个模型打印过程示意图;
25.图3a是本发明实施方式中一种情况的图2的a向视图;
26.图3b是本发明实施方式中另一种情况的图2的a向视图;
27.图4是本发明实施方式中导引机构为导引带的示意图;
28.图5a是本发明实施方式中导引机构为导引齿轮的示意图;
29.图5b是本发明实施方式中导引机构为导引齿轮和导引轮结合的示意图;
30.图6a-6e是本发明实施方式的打印过程示意图;
31.图7a-7b是本发明实施方式的导引机构设置示意图;
32.图8a-8f是本发明实施方式中引导部为弯曲状的示意图;
33.图9是本发明实施方式中形成密封打印腔的装置示意图;
34.图10是本发明实施方式中上置式光源形成密封打印腔的装置示意图;
35.图11是采用本发明实施方式打印长管形零件的结构示意图;
36.图12是现有技术中下置式光源的光固化打印装置的结构示意图。
具体实施方式
37.下面结合具体实施例,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
38.本发明的实施方式涉及一种光固化三维打印装置,包括缸套和透光件,所述缸套和所述透光件密封连接形成打印槽,所述透光件的一侧设置有位于所述打印槽内的光敏料,所述透光件相对所述光敏料的另一侧设置有光源,所述透光件设置有所述光敏料的一侧还设置有导引机构,所述导引机构用于驱动打印时形成的引导部,并带动与所述引导部相连的模型向远离所述透光件的方向移动。其中,所述模型就是要打印的三维物体。
39.图1到图5示意了一种无成型平台的光固化三维打印装置,包括缸套21和透光件30,两者结合并密封形成打印槽,打印槽内装有光敏料5,如此透光件30的一侧有光敏料5,另一侧有光源37。例如在缸套21的底部有透光件30,透光件30可以采用透光的离型膜或透光的离型板。该光固化三维打印装置还包括导引机构10,导引机构10设置在透光件30的一侧,图示导引机构10由成对的导引轮构成。打印过程中,光源37发出的光束39透过透光件30选择性照射光敏料5,选择性地将光敏料进行固化形成固化部分,固化部分包括引导部59和
模型51,模型51与引导部59固连,还可能包括支撑部52,例如模型51可以经支撑部52支撑连接到引导部59上。引导部59与导引机构10配合,并由导引机构10驱动沿箭头71移动,并带动模型51一同移动。例如图1和图2所示的导引机构10由一对导引轮构成,并沿图示箭头分别绕各自的轴线转动,引导部59是板状结构或柱状结构,被对夹在成对的导引轮之间,由此成对的转动导引轮通过摩擦或啮合的方式驱动引导部59远离透光件30的方向移动,同时光束39透过透光件30照射光敏料5形成新的固化部分(即固化层),此新的固化部分与模型51和引导部59结合,当然也可能与支撑部52结合。
40.此打印过程中,导引机构10不必随模型51远离透光件30的方向(图示向上)移动而同步移动,三维打印装置只要通过导引机构10驱动引导部59向上移动,而导引机构10的导引轮11可以保持不移动,其仅是原地转动即可驱动引导部59移动,而引导部59是由光束39照射光敏料5生成的。所以此打印过程可以永无止境的持续下去,可以持续不断的打印模型,还可以打印无限长的零件。为了保持引导部59的稳定,图示还可以采用4对导引轮11分组分别驱动2个引导部59,其中2对导引轮驱动一个引导部。
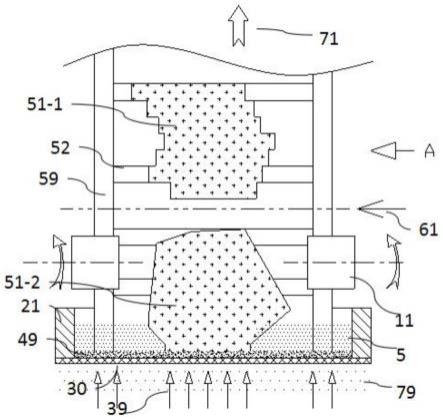
41.图2中示意对多个模型51进行打印过程中,当模型向上移动通过了导引机构10之后,可以将此模型切割取下来。例如可以采用切割器61在图中示意的双点划线处切割,从而将上部分的固化的结构都取下来,实现将模型51-1取下来的目的,此时模型51-2仍然保持在打印的状态中。切割器61可以采用多种方式,例如可以采用激光束进行切割,切割速度快且避免对引导部59的作用力,避免对正在打印部分的干扰。当然,切割器61也可以采用切割圆锯的方式,切割器61在切割过程中可以保持沿箭头71与引导部59同步移动,或者切割时引导部59临时停止移动,切割器61则保持与引导部59同步停止移动。取下打印好的模型的过程与其他模型的正在打印过程可以是同步进行的,减少了三维打印装置由于取下模型和恢复到打印状态而浪费的时间,可大幅提升三维打印装置的利用率。
42.图2和图3a中还示意在透光件30和光敏料5之间形成隔离层49,该隔离层49用于阻止透过所述透光件30的光束照射到所述光敏料5形成的固化部分与所述透光件30相结合,即此隔离层49使得光敏料固化后的固化部分不会与透光件30黏连,让固化部分能更自由的向上移动,同时利于新的光敏料回流到固化部分与透光件30之间的间隙,让打印持续进行。隔离层49可以通过多种方式实现,例如可以设置一层透光的液体润滑层,或者是设置聚合抑制剂让贴近透光件30的一层光敏料受光束39照射时不会聚合固化,或者通过另外的光束照射使得靠近透光件30的一层光敏料受光束39照射时不会聚合固化。图中示意透光件30可以采用半透膜材料,在透光件30的下方设置抑制剂79,如氧气,透光件30可以透光和氧气,氧气向上透过透光件30渗入光敏料5中,使得靠近透光件30的一层光敏料受光束39照射时不会聚合固化,形成了聚合死区隔离层49。如此可以让导引机构10连续或恒速的向上驱动引导部59移动,同时光束39持续的透过透光件30照射光敏料形成引导部59和固化模型51,实现连续打印。
43.模型51可以是通过支撑部52连接到引导部59上,当然也可以是模型51直接结合到引导部59上。模型51通过一些细小的支撑部52与引导部59连接,打印完成后可方便模型51与引导部59分离,也可以实现对一些难以直接打印或需要额外支撑的模型的打印过程,例如图7b所示的支撑部52。另外,图3a-3b示意了两种情况下图2的a向示意图,图3a中示意可以在引导部59的两侧对称的设置模型51,利于引导部59受力平衡,保持稳定性和打印精度。
当然也可以如图3b所示让引导部59在缸套21的靠边处,让模型51设置在引导部59的一侧,如此可能利于打印更大的模型。图3a示意了还可在引导部59的要切割的部位形成弱化位55,例如可以在引导部59要切割的位置设置空穴或网格等适当减弱局部强度的结构,不影响引导部59携带模型51向上稳定移动的情况下可方便切割。
44.图4示意导引机构10可以是成对设置的导引带12。导引带12由至少2个辊轮支撑起来并进行旋转,通过导引带12带动引导部59向上移动。导引带12与引导部59可实现更大的接触面积,可更加稳定的驱动引导部59移动。导引带12还可以是透光的,并可设置强化光源78,强化光源78发出的光束透过导引带12照射引导部59,使得引导部59表面的光敏料液层固化并与导引带12结合,进一步加强了引导部59与导引带结合作用,导引机构10可更稳固的驱动引导部59,同时通过导引带12在上方与引导部59“撕下来”的方式可实现快速脱开。
45.图5示意引导部59可以是齿条状结构。相应的导引机构10可以由成对的导引齿轮13构成,如图5a所示。当然导引机构10也可以是一个导引轮与一个导引齿轮13对应构成如图5b所示。通过导引齿轮13与齿条状的引导部59啮合的方式进行驱动,可以避免导引轮可能的摩擦滑动,通过导引齿轮有利于提升驱动的位移精度,利于提升打印的精度和稳定性。
46.图6a-6e示意打印的启动过程,图6a中的三维打印装置包括缸套21和透光件30形成的打印槽,在打印槽体内装有光敏料5,上方设置有导引机构10,图示由一对导引轮形成了引导部,图6b中先装配引子19与导引机构10相匹配,引子19一端浸入所述光敏料5中,并与透光件30保持设定间隙,例如为初始层厚的间隙,然后启动光束39透过透光件30对着引子19的一端的端面照射光敏料5,形成的固化部分与引子19的一端的端面结合,同时驱动机构10开始驱动引子19沿箭头71向上移动,固化部分随光束39的照射和导引机构10驱动引子19向上的移动而不断增加,如图6c所示,同时还可以根据模型51的层信息进行照射,生产模型51,模型51直接或间接的结合到引导部59上,随引导部59一起向上移动。当引导部59形成了足够高度,即引导部59与导引机构10直接配合后,引子19可以被去除,如图6d所示,然后光束39根据层信息动态调整照射图案,同时引导部59继续带动模型51向上移动,直到模型完整的通过了导引机构10的上方后,例如图6e中的模型51-1,则切割器61可以开始切割引导部59,将打印好的模型51-1取下来,模型51-2可同时继续打印,后续的打印过程可以持续进行下去,直到完成所有要打印模型的打印工作。
47.图7a-7b示例了打印装置的俯视图并仅示意了光敏料5、模型51、引导部59和导引机构10,图7a示意导可以仅采用一个引导部50,模型51(如树叶状的模型)直接结合到引导部上随导引机构驱动移动。另外,为了提升稳定性,还可以如图7b示意在缸套的对角处分别设置2个引导部,让模型51可以与2个引导部59都连接,引导部59分别由各自对应的多个导引机构驱动,使得打印过程更加稳定,还可以采用多个支撑部52来对模型51进行支撑,防止打印过程中变形。另外,图中还示意导引机构10的导引轮为外周具有环槽结构,引导部59为与此环槽结构相匹配的柱状结构,如此可增加导引轮与引导部59的接触面积,增大摩擦力,且可以更好的约束引导部59,不会沿导引轮轴线的方向滑动,从而使得打印过程更加稳定,且更易被驱动。
48.导引机构10可根据不同的模型的打印需要调整导引机构10的位置、数量或形式。具体地,导引机构10的形式可以调整为导引轮、导引齿轮、导引带或导引套中的一种或者几种形式的组合,例如图5b中一个导引轮和一个导引齿轮组合形成的导引机构。导引机构10
的数量也可以调整,例如图3和图7a中可以采用1个引导部,对应一套导引机构,图7b示意2个导引部对应采用2套导引机构。导引机构10的位置可以进行调整,例如可以在打印过程中沿平行于透光件30表面的方向移动或旋转,相应的光束39的照射位置也可以同步相应的调整,即可实现特殊固化部分的打印,也可以避免在单一位置长期打印引导部使得透光件30或光源发生局部劳损,提升设备寿命。导引机构10当然也可能沿垂直透光件30表面的方向移动,以辅助固化部分(固化层)的堆叠或特殊模型的打印,也可以调整导引机构与透光件之间的间距,例如根据不同的引导部或模型进行相应的调整。
49.另外,引导部59也可能是模型51的一部分结构或全部结构,以实现极长的零件的制作,例如对于内部网格或具有一定结构的板状或管状零件,可以直接利用其外壁作为引导部,另外如梯子之类零部件中具有长条特征的部分也可以作为引导部,或者类似链条的形状的零件也可以将其规律的长度方向变化的特征可以作为类似齿条的作用的引导部,并可以相应的定制特定的导引齿轮作为导引机构,尽量利用零部件自身的特征作为引导部可以降低由于打印引导部59对光敏料的使用量,降低材料消耗。本发明的打印装置的结构紧凑,没有固定模型的成型平台及其驱动机构,且可以实现非常高或长的模型的打印或不间断的多个或多种模型批量打印过程。
50.图8a-8f示意引导部为弯曲的弧状的实施方案。图8a示意了具有导引机构10的打印装置,图中示意导引机构10由2对导引轮11构成。图8b中示意将圆弧状的引子19装配到打印装置中,并与2对导引轮匹配,引子19的一端浸入光敏料5中并与透光件30配合预设间隙,由2对导引轮可以驱动引子19沿箭头71所示的弧形方向转动,同时光束39透过透光件30对着引子19的一端的端面照射光敏料5,形成引导部59并结合到引子19一端的端面上,如图8c所示,随引子19沿弧形轨迹的移动,即绕此弧形圆心转动,引导部59被光束39照射层层固化形成并结合在引子19的一端的端面随引子19一同沿弧形轨迹移动,形成的引导部59的截面形状可以与引子19的截面形状相同,当然也可以不同,最佳的与导引机构10相配合的部分与引子19的相同,引导部59开始与导引机构10配合,当引导部59完全通过了2对导引轮后,可以将引子19取下,如图8d所示。另外引导部59还可能是模型本身,如通过此方式打印环形的零件或螺旋形的类似弹簧的零件等,还可以在打印过程中向此模型或引导部59上嵌入辅助材料,此辅助材料可以是纤维材料或可流动的膏状材料等,通过辅助装置将辅助材料与引导部或模型结合到一起。如图8e所示,此辅助装置可能包括具有碾压辅助材料功能的导引轮11a,可以先在引导部59即模型的表面形成沟槽56,碳纤维77随导引轮11a压入此沟槽56中。此辅助装置可以通过加热或光照的方式将辅助材料与引导部或模型结合成为整体。例如辅助装置还可以是强化光源,通过强化光源发出的强化光束78对沟槽56内光敏料照射固化,从而将碳纤维77固化到引导部59即模型51上,当然还可以是碳纤维77具有热容覆层,辅助装置可以是加热装置,导引轮11a在将碳纤维77压入沟槽56内的同时对碳纤维77进行加热,使得热容覆层融化然后冷却后与引导部59融合一体。固化的模型51可以随引导部59的打印过程中同步进行打印并结合到引导部59上,随引导部59一同沿弧线方向移动,如图8f所示。对于打印好的模型51通过了导引机构10之后也可以类似图6e中采用切割器将引导部59切断取下模型51。此实施例中的辅助装置包括具有挤压辅助材料功能的导引轮11a和固化部,固化部可以是固化光源78或加热器(图中未示出),值得一提的是,辅助装置还可能包括以下部分,如果辅助材料是膏状材料,如光敏料与粉末材料的混合料,则辅助装置还可
能包括将凸出引导部或模型表面的膏状材料刮掉的刮板机构。图6a到图6e所述的直线型引导部也可以类似的在引导部或模型上嵌入辅助材料。
51.图9、图10和图11示意引导部59还可以与缸套21形成密封。例如图9中可以设置在缸套21的上方设置端盖22,端盖22与缸套21固连并保持密封,当然端盖22也可以是缸套21的一部分。端盖22设有通孔,引导部59与此通孔保持滑动配合,并保持密封,例如可以通过密封圈25实现引导部59与端盖22之间的密封。缸套21、端盖22、透光件30、引导部59形成了密封的打印腔,还可设置料源4与缸套21内的打印腔连通并向打印腔内提供一定压强的光敏料5。打印过程中引导部59由导引机构10驱动,远离透光件30的方向移动,光束39透光透光件30照射光敏料5持续形成了引导部59与端盖22配合保持密封,并照射形成固化的模型51结合到引导部59上,随引导部59一起移动,由于引导部59与端盖保持密封,利于提升打印腔内光敏料5的压强,加压的光敏料更容易回流到固化部分与透光件30之间的间隙,更利于提升打印速度。图9中示意的三维打印装置采用下置光源式结构,导引机构驱动引导部59向上的方向移动,还可以在端盖22的上方设置料箱49,当切割器61将引导部59切割时,内部的光敏料会流出来并流到料箱49,可以在引导部59内间隔的打印横隔板结构,切割器61切断了引导部59后,打印腔内的光敏料压强可以依然得到保持。还可以控制光敏料压强,在引导部59内存储的光敏料5的高度尽量低于切割器61的位置,以便在切割器61切割时不会由光敏料溢出。图10中还示意了三维打印装置采用上置光源式结构,导引机构10驱动引导部59向下移动,并在三维打印装置的下方设置料箱49,当切割器61切断引导部59,流出的光敏料可直接流到料箱49内。料源4还可以通过管道与料箱49相连,从而可以循环利用光敏料。
52.采用本实施方式还可以用于制作长管形的零部件,可以利用此类零件的外轮廓作为引导部与导引机构配合,例如图11示意的三维打印装置为卧式结构,即采用水平光源式结构,光束39水平透过透光件30选择性照射打印腔内的光敏料5,形成引导部59和模型51,图11所示的引导部59也是模型51,即模型51是一种长管类结构,其内部结构可以灵活调整,还可以在切割器61对应的引导部位置的下方设置料箱49,用于接收切割引导部时流出的光敏料。另外图11中还示意了在端盖22上还可以设置多个通孔,同时进行多个引导部或多个模型并行打印,图11中示意的导引机构还可以包括导引套14,通过导引套14对引导部59进行约束定位,导引套14与引导部59的摩擦等作用可以阻碍引导部59移动,通过料源4控制送入缸套21内的光敏料5的体积可推动引导部59沿箭头71移动,当然为了更精确的控制引导部远离透光件30的移动,还可设置导引轮11,驱动引导部59按预设速度移动。通过对光敏料加压的方式打印类似传统的挤出成型工艺制作的物体模型,本方法中只要定制一个类似挤出模具的盖板22,就可以连续制作长管状的零件,且此零件的内部结构可以自由设计,不受盖板22的限制。
53.本实施方式中所述的光敏料5可以为光敏树脂,或任何可以引发聚合反应的树脂液体或浆料,还可以在光敏树脂液体中混合粉末材料或其他液体材料,如陶瓷粉末,金属粉末,塑料粉末或其他的粉末材料进行混合,还可以在树脂中混合细胞,药物,颜料等。
54.本实施方式中所述的光源37或光束39可以根据具体的光敏料特性采用355nm或405nm的紫外光,进行紫外光固化,或405nm到600nm的可见光等不同的光源,进行可见光固化。光成像装置可以采用sla(stereo lithography apparatus),dlp(digital light processing)光源,激光扫描(laser),或led屏,lcd屏等多种方式实现,也可以利用手机屏
幕,ipad屏幕,其他显示屏等屏幕作为成像光源,当然还可以配合相应的镜组调整光线。
55.本实施方式中叙述采用“上方”,“下方”,“左”,“右”等方位性词语,是基于具体附图的方便性描述,不是对本发明的限制。实际应用中,由于结构整体在空间的变换,实际的上方或下方位置可能会与附图的不同。但这些变换都应是本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1