一种多热源热弯成型模具及其控制方法
1.本发明涉及一种热弯加工技术领域,尤其是涉及一种多热源热弯成型模具及其控制方法。
背景技术:
2.在3c产业,透明构件在行业应用不断增长,特别是随着5g和无人驾驶技术的快速推进,对大尺寸玻璃材质的构件在车载产品中得到广泛应用,尤其是大曲面形状的构件,比如车载大尺寸一体化的中控玻璃屏。但是,由于玻璃等材质是非晶物质,如果热弯的温度过低,3c构件容易破裂或者尺寸不符合要求;相反,如果热弯的温度过高,3c构件容易产生烫伤、水波纹等缺陷;另外,由于3c构件是曲面形状,导致模具传热不均匀,进一步降低了3c产品的热弯良品率。
3.目前,市面上的热弯装备主要采用单级加热方式,也就是通过对模具的上下方向分别作用于热源,采用热传导的方式,将热源的热量由加热棒(热源) 传导到加热板,再由加热板传导到导热板,再进一步传导到模具,从而最终传导到3c构件,整个热弯过程的温度控制由plc进行处理。另外,也有将加热棒热传导的加热方式替换为微波或者红外辐射加热。但是,上述方式都是采用单级的加热方式,也就是直接对模具进行加热。
4.然而,模具本身有厚度和体积,内部形状结构复杂,单一加热的方式导致待加热的3c构件温度分布与期望的有很大差距,这也导致了目前3c行业内的热弯良品率普遍不高的一个重要原因。
技术实现要素:
5.基于此,本发明的目的在于提供一种多热源热弯成型模具及其控制方法,采用多热源方式对模具进行加热,提升加热速度。
6.为解决上述技术问题,本发明所采用的技术方案是:一种多热源热弯成型模具,其包括模具、加热装置、检测装置、冷却装置及控制装置,所述加热装置用于对模具进行加热,所述冷却装置用于对模具进行冷却,所述检测装置设置在模具上,所述加热装置包括循环加热机构,所述循环加热机构固定在模具上,所述循环加热机构包括一级加热管、回流加热管、二级加热管及加热体,所述加热体用于提供加热流体,所述一级加热管与加热体一端连接,所述回流加热管与加热体另一端连接,所述二级加热管分别连接一级加热管及回流加热管,所述加热体用于向一级加热管提供加热流体,所述二级加热管用于将加热流体从一级加热管导送至回流加热管内,所述回流加热管用于将加热流体回流至加热体内。
7.在其中一个实施例中,所述加热装置还包括红外加热源,所述红外加热源设置在模具外。
8.在其中一个实施例中,所述加热体的外壁绕设有第一线圈,所述二级加热管外壁绕设有第二线圈,所述加热体上设置有压力泵,所述压力泵用于将加热体内的流体送至一级加热管内;所述二级加热管上设置有第一节流阀,所述一级加热管及回流加热管外侧壁
分别设置有隔热层,所述温度传感器设置在模具内部,并设置在二级加热管两侧。
9.在其中一个实施例中,所述冷却装置包括一级冷却管、二级冷却管及供冷体,所述供冷体用于提供冷却流体,所述一级冷却管与供冷体连接,所述二级冷却管与一级冷却管连接;所述二级冷却管置于二级加热管内,所述供冷体用于向一级冷却管提供冷却流体,所述一级冷却管内部冷却流体流经二级冷却管,进而方便对二级加热管内部流体进行降温。
10.在其中一个实施例中,所述二级冷却管上设置有第二节流阀,所述模具上开设有气模孔,所述气模孔呈半通孔状态,所述气模孔延伸至温度传感器处。
11.一种多热源热弯成型模具的控制方法,其包括如下步骤:
12.步骤s110、检查多热源热弯成型模具的密闭性;
13.步骤s120、加热体工作,加热体内的加热流体流经一级加热管后经过二级加热管的二次加热,最后通过回流加热管流回至加热体,形成循环流动状态,其中,二级加热管内部流经的加热流体对模具进行加热;
14.步骤s130、模具进行加热后,温度传感器对模具的温度进行检测,并将检测温度信息传送至控制装置,控制装置基于神经网络对温度信息进行处理。
15.在其中一个实施例中,所述步骤s130之后,还包括:
16.步骤s140、模具内部的玻璃胚料经过热弯成型后,加热体停止工作,二级加热管停止加热,第二节流阀打开,通过冷却流体对成型后的玻璃坯料进行冷却处理,最终实现玻璃坯料的热弯成型。
17.在其中一个实施例中,所述步骤s130中基于神经网络对温度信息进行处理的方法,具体操作包括:
18.步骤s131、构建训练集;其中,训练集的输入参数包括加热模具的目标温度t1与当前实际加热流体温度t2的当前差值温度δt、当前实际加热流体温度 t2、当前加热流体流量q1、当前冷却流体流量q2和加热持续时间t;训练集的输出参数包括变化后模具温度差值δt';
19.步骤s132、构建输入参数水平因素表;其中,输入参数水平因素表中的因素包括加热模具的目标温度t1与当前实际加热流体温度t2的当前差值温度δt、当前实际加热流体温度t2、当前加热流体流量q1、当前冷却流体流量q2和加热持续时间t、输入参数水平档位;
20.步骤s133、基于当前实际加热流体温度t2及模具目标温度t1,结合输入参数水平因素表筛选出待训练的输入参数;
21.步骤s134、基于神经网依次对待训练的输入参数络进行预测,选择绝对值最小的变化后的模具温度差值为最优的输入参数组合。
22.在其中一个实施例中,所述步骤s134之后,还包括:
23.步骤s135、对预测的结果的数据进行再训练。
24.在其中一个实施例中,所述步骤s135的方法,包括:
25.步骤s1351、保留神经网络中的训练集的输入参数及输出参数;
26.步骤s1352、对上述神经网络中输入参数及输出参数进行评价,其预测的温度与实际测量的温度如果差值在5℃内,标记为可训练的数据;
27.步骤s1353、按当前差值温度、当前液态金属温度,对可训练的数据进行分组,各组中按预测的准确性均匀抽取实验数据,并以实验数据基于神经网络控制进行再训练,获取
用户自定义神经网络;
28.步骤s1354、基于用户自定义神经网络,对加热/降温的输入参数进行预测。
29.综上所述,本发明一种多热源热弯成型模具及其控制方法通过采用一级加热管及二级加热管加热方式对模具进行加热,温度提升速度快,滞后效应小,易于实现温度调控;通过模具内置多个二级加热管,可分别对模具的不同的区域进行独立控制调控温度,按3c构件的热弯工艺要求,对待热弯的特定区域实现精密的温度控制;同时每个二级加热管,不仅可以实现加热功能,对于模具过热的区域,也可以配合二级冷却管进行降温,实现对模具温度的精确控制;另外,通过检测装置将模具内的温度信息传送至控制装置后,由控制装置基于神经网络选择合适的加热参数对模具进行加热,以使得模具达到目标温度,实现对加热玻璃的热弯成型操作。
附图说明
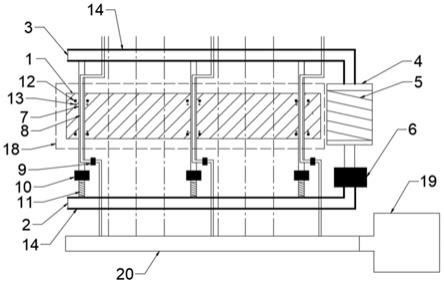
30.图1为本发明一种多热源热弯成型模具的结构示意图;
31.图2为本发明二级加热管在模具上的分布示意图;
32.图3为本发明二级加热管和二级冷却管的组合示意图;
33.图4为本发明上模座的结构示意图;
34.图5为本发明一种多热源热弯成型模具的流程示意图;
35.图6为本发明一种多热源热弯成型模具另一实施例的流程示意图;
36.图7为本发明神经网络的原理图。
具体实施方式
37.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
38.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
39.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
40.请参阅图1至图3,本发明一种多热源热弯成型模具包括模具1、加热装置、检测装置12、冷却装置及控制装置(图未示),所述加热装置用于对模具1进行加热,所述冷却装置用于对模具1进行冷却,所述检测装置12设置在模具1上,所述检测装置12包括温度传感器,用于检测模具1各部位的温度,并将温度信息传送给控制装置,所述控制装置用于接收检测装置12传送温度信息,并可根据所述温度信息对加热装置和/或冷却装置的工作状态进行
控制,进而对模具1 的加热温度进行调整,达到使模具1的温度分布均匀的效果;其中,所述加热装置包括循环加热机构及红外加热源,所述循环加热机构固定在模具1上,所述红外加热源设置在模具1外,已实现对模具1的整体加热效果。
41.所述红外加热源不与模具1接触构造在附图中并未进行展现,此为本领域常规技术,在一个实施例中,可将红外加热源通过外部支撑装置设置在模具1 一侧,既不影响模具1的具体运行,也能实现对模具1整体的加热操作,在此不必进行赘述。
42.所述模具1包括上模座和/或下模座,本发明一种多热源热弯成型模具以下模座进行详细描述,所述模具1设置在成型箱18内,所述模具1上设置有型腔,所述型腔内用于放置待加工玻璃胚料,所述循环加热机构包括一级加热管2、回流加热管3、二级加热管7及加热体4,所述加热体4为加热炉构造,也可根据需要设置为加热箱等构造,所述加热体4用于提供加热流体,本实施例中,所述加热流体为液态金属或其他能进行热量传导的液态物质;所述一级加热管2 与加热体4一端连接,所述回流加热管3与加热体4另一端连接,所述二级加热管7分别连接一级加热管2及回流加热管3,所述二级加热管7贯穿成型箱 18及模具1设置,进而使得二级加热管7实现对模具1的加热操作,所述加热体4用于向一级加热管2提供加热流体,所述二级加热管7用于将加热流体从一级加热管2导送至回流加热管3内,所述回流加热管3用于将加热流体回流至加热体4内供重复使用,从而使得循环加热机构形成循环加热系统,进而保证模具1与玻璃胚料的均匀受热。
43.本实施例中,所述二级加热管7的数量为多个,从而通过加热流体的流入完成对模具1多个部位的均匀加热效果。
44.所述加热体4的外壁绕设有第一线圈5,所述第一线圈5基于涡流效应对加热体4内的流体进行加热,所述二级加热管7外壁绕设有第二线圈11,所述第二线圈11设置在二级加热管7与一级加热管2的连接处,所述第二线圈11基于涡流效应对流经二级加热管7内的流体进行二次加热,进而保证各个二级加热管7内流体温度的稳定性,以方便经加热后的流体能更均匀地对模具1进行加热处理,使得模具1各个部位温度的均匀分布。
45.在其中一个实施例中,所述加热体4上设置有压力泵6,所述压力泵6用于将加热体4内的流体送至一级加热管2内;所述二级加热管7上设置有第一节流阀10,所述第一节流阀10用于对二级加热管7的流体流量进行控制,进而控制流经回流加热管3内流体的流量,以对模具1的加热温度进行控制;所述一级加热管2及回流加热管3外侧壁分别设置有隔热层14,所述隔热层14用于减少一级加热管2或回流加热管3与外部的热量交换,进而达到节省能源的目的。
46.所述温度传感器设置在模具1内部,并设置在二级加热管7两侧,用于对模具1加热的实时温度进行检测,并将检测的实时温度传送至控制装置,控制装置在根据实时温度信息对加热装置或冷却装置进行统一的控制,通过控制加热装置或冷却装置的工作状态实现对模具1内部温度均匀性的调控效果。
47.所述冷却装置包括一级冷却管20、二级冷却管8及供冷体19,所述供冷体 19为高压空气泵构造,也可根据需要设置为其他供冷装置如冷水箱等构造,所述供冷体19用于提供冷却流体,本实施例中,所述冷却流体为冷空气或其他能进行热量传导的液态物质;所述一级冷却管20与供冷体19连接,所述二级冷却管8与一级冷却管20连接;所述二级冷却管8置于二级加热管7内,并与二级加热管7同轴设置,所述供冷体19用于向一级冷却管20提供
冷却流体,所述一级冷却管20内部冷却流体流经二级冷却管8,进而方便对二级加热管7内部流体进行降温,进而达到对模具1的温度进行调节降温的效果。
48.在其中一个实施例中,所述二级冷却管8上设置有第二节流阀9,用于调节冷却流体的流速,所述第二节流阀9设置在二级冷却管8与一级冷却管20连接处。
49.在其中一个实施例中,所述模具1上开设有气模孔13,所述气模孔13呈半通孔状态,所述气模孔13延伸至温度传感器处;当玻璃胚料经过模具1均匀加热成型处理后,第二节流阀9打开,冷却流体通过二级冷却管8,与所述气模孔 13共同起到冷却模具1的作用。
50.请参阅图4,在其他实施例中,当模具1为上模座时,上模座的加热管分布与下模座构造相似,上、下模座位置状态为下模座保持不动,连接上模座的加热管道和降温管道为蛇形管,上模座可以上下移动,上模座加热原理与下模座一致,在此不做赘述。
51.本发明一种多热源热弯成型模具具有以下技术效果:
52.1)针对单级加热方式的不足,采用一级加热管2及二级加热管7加热方式对模具1进行加热,温度提升速度快,滞后效应小,易于实现温度调控;
53.2)通过模具1内置多个二级加热管7,可分别对模具1的不同的区域进行独立控制调控温度,按3c构件的热弯工艺要求,对待热弯的特定区域实现精密的温度控制;
54.3)每个二级加热管7,不仅可以实现加热功能,对于模具1过热的区域,也可以配合二级冷却管8进行降温,实现对模具1温度的精确控制。
55.本发明具体工作时,所述控制装置内设置有控制处理器,所述温度传感器将模具1上不同位置的温度信息检测并传递到控制处理器内,控制处理器基于神经网络预测当前差值温度所需要理想的加热流体温度、加热流体流量、冷却流体流量和加热持续时间,从而对温度不均匀的地方做出调整,使模具1与玻璃胚料达到温度均匀的状态,同时随着加工次数的增加,神经网络控制系统会不断动态地自我学习优化。
56.根据上述本发明一种多热源热弯成型模具,本发明提供了一种多热源热弯成型模具的控制方法,该控制方法中涉及的加热装置、冷却装置、检测装置12 及控制装置可以与上述一种多热源热弯成型模具实施例阐述的技术特征相同,并能产生相同的技术效果。本发明一种多热源热弯成型模具的控制方法,检测装置12将模具1内的温度信息传送至控制装置后,由控制装置基于神经网络选择合适的加热参数对模具1进行加热,以使得模具1达到目标温度,实现对加热玻璃的热弯成型操作,其中,加热参数包括加热流体温度、加热流体流量、冷却流体流量及加热持续时间。
57.请参阅图5,一种热源热弯成型模具的控制方法,其包括如下步骤,
58.步骤s110、检查多热源热弯成型模具的密闭性;
59.步骤s120、加热体4工作,加热体4内的加热流体流经一级加热管2后经过二级加热管7的二次加热,最后通过回流加热管3流回至加热体4,形成循环流动状态,其中,二级加热管7内部流经的加热流体对模具1进行加热;
60.步骤s130、模具1进行加热后,温度传感器对模具1的温度进行检测,并将检测温度信息传送至控制装置,控制装置基于神经网络对温度信息进行处理。
61.请参阅图6,在其中一个实施例中,所述步骤s130之后,还包括
62.步骤s140、模具1内部的玻璃胚料经过热弯成型后,加热体4停止工作,二级加热管7停止加热,第二节流阀9打开,通过冷却流体对成型后的玻璃坯料进行冷却处理,最终实现
玻璃坯料的热弯成型。
63.在其中一个实施例中,所述步骤s140之前,还包括
64.步骤s150、通过红外加热源对模具1温度不均匀的部位进行加热,达到模具1与玻璃胚料的加热温度均匀的效果。
65.请参阅图7,本发明中,神经网络的输入参数有五个:加热模具的目标温度 t1与当前实际加热流体温度t2的当前差值温度δt、当前实际加热流体温度t2、当前加热流体流量q1、当前冷却流体流量q2和加热持续时间t;神经网络的输出参数只有一个:变化后模具温度差值δt',其中,变化后模具温度差值δt'为模具的目标温度与变化后的模具温度之间的差值。
66.在其中一个实施例中,所述步骤s130中基于神经网络对温度信息进行处理的方法,具体操作包括:
67.步骤s131、构建训练集;其中,训练集的输入参数包括加热模具的目标温度t1与当前实际加热流体温度t2的当前差值温度δt、当前实际加热流体温度 t2、当前加热流体流量q1、当前冷却流体流量q2和加热持续时间t;训练集的输出参数包括变化后模具温度差值δt'。
68.步骤s132、构建输入参数水平因素表;其中,输入参数水平因素表中的因素包括加热模具的目标温度t1与当前实际加热流体温度t2的当前差值温度δt、当前实际加热流体温度t2、当前加热流体流量q1、当前冷却流体流量q2和加热持续时间t、输入参数水平档位,上述因素可根据实际需要进行设定。
69.本实施例中,以液态金属作为加热流体,高压空气作为冷却流体进行试验,所构建的由神经网络模型训练的输入参数水平因素表如表1所示。
70.表1神经网络模型训练的输入参数水平因素表
[0071][0072]
步骤s133、基于当前实际加热流体温度t2及模具目标温度t1,结合输入参数水平因素表筛选出待训练的输入参数。
[0073]
如表1所示,其中当前差值温度δt分为7个水平:
‑
200℃、0℃、100℃、 200℃、400℃、550℃和800℃;当前实际液态金属温度t2分为5水平:40℃、 260℃、480℃、700℃和920℃;当前液态金属流量q1分为5个水平:60ml/s、 140ml/s、220ml/s、300ml/s和380ml/s;当前高压空气流量q1分为5个水平: 0ml/s、80ml/s、160ml/s、240ml/s和300ml/s;加热持续时间t分为3个水平:5s、 10s和30s。
[0074]
基于神经网络,通过输入的五个不同数据进行全因素实验的数据进行预先训练,共有7x5x5x5x3=2625组,但并不是所有的排练组合都需要实验分析,例如:当前实际液态金属温度t2为40℃,目标温度为900℃,即当前差值温度δt 为860℃,处于800~1000℃的区间内,在此时这种情况下,模具需要快速升温,所以当前液态金属流量应该加大,即q1可以为300ml/s或者380ml/s两种情况,当前高压空气流量q2为0ml/s一种情况,持续时间为5s、10s和30s三种情况,所以实际需要的实验为2x1x3=6组;再比如当前实际液态金属温度t2为900摄氏度,目标温度为880℃,即当前差值温度δt为
‑
20℃,处于
‑
200~0℃的区间内,在此时这种情况下,模具需要进行降温,所以当前液态金属流量应该减小,即 q1可以为60ml/s一种情况,当前高压空气流量q2为160ml/s、240ml/s和300ml/s 三种情况,持续时间t为5s、10s和30s三种情况,所以实际需要的实验为1x3x3=9 组。
[0075]
步骤s134、基于神经网依次对待训练的输入参数络进行预测,选择绝对值最小的变化后的模具温度差值为最优的输入参数组合。
[0076]
通过对筛选出来的待训练的输入参数进行分析,可以得出最佳的变化后模具温度差值δt',其中变化后模具差值δt'越接近0,效果越好;基于神经网络所做出的处理是根据全因素实验中筛选出的实验进行预先训练,再通过遍历查表,得出符合实际情况的加热参数如液态金属温度、液态金属流量、高压空气流量和加热持续时间,并进行实时控制,以达到预想温度,本发明一种多热源热弯成型模具的控制方法基于神经网络不仅可以进行多热源加热,而且可以降低模具过热的区域。
[0077]
在其中一个实施例中,所述步骤s134之后,还包括
[0078]
步骤s135、对预测的结果的数据进行再训练,以提升预测的准确度;其中,预测的结果的数据为基于神经网络对待训练的输入参数进行预测的数据。
[0079]
具体地,所述步骤s135的方法,具体操作包括:
[0080]
步骤s1351、保留神经网络中的训练集的输入参数及输出参数;
[0081]
步骤s1352、对上述神经网络中输入参数及输出参数进行评价,其预测的温度与实际测量的温度如果差值在5℃内,标记为可训练的数据;
[0082]
步骤s1353、按当前差值温度、当前加热流体温度,对可训练的数据进行分组,各组中按预测的准确性均匀抽取实验数据,并以实验数据基于神经网络控制进行再训练,获取用户自定义神经网络,可供用户选用;其中,本实施例中,实验数据总计80组;
[0083]
步骤s1354、当用户开机运行时,可选用用户自定义神经网络,对加热/降温的输入参数进行预测;其中,加热/降温的输入参数为当前实际加热流体温度 t2、当前加热流体流量q1、当前冷却流体流量q2和加热持续时间t。
[0084]
为了更加清晰本发明的技术方案,下面再阐述优选实施例。
[0085]
本实施例中,二级加热管7数量为三个,分别对应模具的左边区域、中部区域及右边区域,温度传感器也相应地匹配二级加热管7设置,分别为左边温度传感器、中部温度传
感器及右边温度传感器。
[0086]
当模具从室温开始升温,所述温度传感器会将模具内部的温度信息传送至控制装置,控制装置会根据神经网络的输入参数做出如下处理:
[0087]
如当前模具加热的目标温度为820℃,左边温度传感器传送至控制装置的温度为模具(左边区域)此时的温度30℃;也即是左边差值温度δt为790℃,与表1中的水平7比较接近,此时加热持续时间可备选为20、25、30秒三种情况;与之类似,液态金属温度可备选为800、830、860和900℃四种情况,液态金属流量可备选为300、330、380和400ml/s四种情况,高压空气流量可备选为0ml/s。因此,一共有3x4x4x1=48组预测的方案。例如,选择加热持续时间为30秒、液态金属温度900℃、液态金属流量400ml/s和高压空气流量0ml/s的工艺参数组合,作为神经网络的输入,通过预测后,神经网络输出预测后的变化后的模具温度差值+710℃;依次对上述的48组预测的方案基于神经网络进行预测,选择绝对值最小的变化后的模具温度差值为最优的参数组合。所述模具中间和右边的温度控制方法与此类似,不再赘述。
[0088]
如当前模具加热的目标温度为820℃,左边温度传感器传送至控制装置的温度为模具(左边区域)此时的温度790℃;也即是左边差值温度δt为30℃,与表1中的水平2比较接近,此时加热持续时间可备选为2、5、8、10、12秒五种情况;与之类似,液态金属温度可备选为830、840、850和860℃四种情况,液态金属流量可备选为50、60、70和80ml/s四种情况,高压空气流量可备选为 0ml/s。因此,一共有5x4x4x1=80组预测的方案。例如,选择加热持续时间为8 秒、液态金属温度850℃、液态金属流量60ml/s和高压空气流量0ml/s的工艺参数组合,作为神经网络的输入,通过预测后,神经网络输出预测后的变化后的模具温度差值+23.3℃;依次对上述的80组预测的方案基于神经网络进行预测,选择绝对值最小的变化后的模具温度差值为最优的参数组合。所述模具中间和右边的温度控制方法与此类似,不再赘述。
[0089]
如当前模具加热的目标温度为300℃,左边温度传感器传送至控制装置的温度为模具(左边区域)此时的温度720℃;也即是左边差值温度δt为
‑
420℃,与表1中的水平1比较接近,此时加热持续时间可备选为15、20、25和30秒四种情况;与之类似,液态金属温度可备选为40℃,液态金属流量可备选为300、 330、380和400ml/s四种情况,高压空气流量可备选为200、230、280和300ml/s 四种情况。因此,一共有4x1x4x4=64组预测的方案。例如,选择加热持续时间为30秒、液态金属温度40℃、液态金属流量380ml/s和高压空气流量300ml/s 的工艺参数组合,作为神经网络的输入,通过预测后,神经网络输出预测后的变化后的模具温度差值
‑
398.2℃;依次对上述的64组预测的方案基于神经网络进行预测,选择绝对值最小的变化后的模具温度差值为最优的参数组合。所述模具中间和右边的温度控制方法与此类似,不再赘述。
[0090]
当当前模具加热的目标温度为820℃,模具内部呈现温度不均匀,两边温度较低,中间温度较高时,所述温度传感器会将模具内部的温度信息传送至控制装置,控制装置会根据神经网络的输入参数做出如下处理:
[0091]
当左边温度传感器传送至控制装置温度为模具(左边区域)此时的温度 700℃,也即是左边差值温度δt为120℃,与表1中的水平3比较接近,此时加热持续时间可备选为10、12、15秒三种情况;与之类似,液态金属温度可备选为840、850、860和870℃四种情况,液态
金属流量可备选为200、230、280和 300ml/s四种情况,高压空气流量可备选为0ml/s。因此,一共有3x4x4x1=48组预测的方案。例如,选择加热持续时间为12秒、液态金属温度850℃、液态金属流量300ml/s和高压空气流量0ml/s的工艺参数组合,作为神经网络的输入,通过预测后,神经网络输出预测后的变化后的模具温度差值+90.1℃;依次对上述的48组预测的方案基于神经网络进行预测,选择绝对值最小的变化后的模具温度差值为最优的参数组合。
[0092]
当右边温度传感器传送至控制装置温度为模具(右边区域)此时的温度 710℃,也即是左边差值温度δt为110℃,与表1中的水平3比较接近,此时加热持续时间可备选为10、12、15秒三种情况;与之类似,液态金属温度可备选为840、850、860和870℃四种情况,液态金属流量可备选为200、230、280和 300ml/s四种情况,高压空气流量可备选为0ml/s。因此,一共有3x4x4x1=48组预测的方案。例如,选择加热持续时间为10秒、液态金属温度840℃、液态金属流量300ml/s和高压空气流量0ml/s的工艺参数组合,作为神经网络的输入,通过预测后,神经网络输出预测后的变化后的模具温度差值+92.8℃;依次对上述的48组预测的方案基于神经网络进行预测,选择绝对值最小的变化后的模具温度差值为最优的参数组合。
[0093]
当中间温度传感器传送至控制装置温度为模具(右边区域)此时的温度 780℃,也即是左边差值温度δt为40℃,与表1中的水平2比较接近,此时加热持续时间可备选为2、5、8、10、12秒五种情况;与之类似,液态金属温度可备选为830、840、850和860℃四种情况,液态金属流量可备选为50、60、 70和80ml/s四种情况,高压空气流量可备选为0ml/s。因此,一共有5x4x4x1=80 组预测的方案。例如,选择加热持续时间为5秒、液态金属温度850℃、液态金属流量60ml/s和高压空气流量0ml/s的工艺参数组合,作为神经网络的输入,通过预测后,神经网络输出预测后的变化后的模具温度差值+36.7℃;依次对上述的80组预测的方案基于神经网络进行预测,选择绝对值最小的变化后的模具温度差值为最优的参数组合。所述模具中间和右边的温度控制方法与此类似,不再赘述。
[0094]
综上所述,本发明一种多热源热弯成型模具及其控制方法通过采用一级加热管2及二级加热管7加热方式对模具1进行加热,温度提升速度快,滞后效应小,易于实现温度调控;通过模具1内置多个二级加热管7,可分别对模具1 的不同的区域进行独立控制调控温度,按3c构件的热弯工艺要求,对待热弯的特定区域实现精密的温度控制;同时每个二级加热管7,不仅可以实现加热功能,对于模具1过热的区域,也可以配合二级冷却管8进行降温,实现对模具1温度的精确控制;另外,通过检测装置12将模具1内的温度信息传送至控制装置后,由控制装置基于神经网络选择合适的加热参数对模具进行加热,以使得模具达到目标温度,实现对加热玻璃的热弯成型操作。
[0095]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1