一种压帽机的上料装置的制作方法
一种压帽机的上料装置
【技术领域】
1.本发明涉及压帽机的技术领域,特别是一种压帽机的上料装置的技术领域。
背景技术:
2.常规的螺母密封、锁紧性能较差,因此为了提高螺母的密封、锁紧性能,我们对常规的螺母进行了改进。在常规的螺母的环形端面设置一个同轴的安装孔,然后在安装孔内设置一个尼龙帽,最后对安装孔进行冲压,使安装孔的孔口向内弯折压住尼龙帽使其不能脱落,但是这种螺母在生产时,尼龙帽和安装孔的位置会出现对位不准,进而造成安装孔内出现尼龙帽漏缺,降低了成品整体的质量,同时筛选尼龙帽漏缺的螺母,会增大对人力的需求,降低生产效率。
技术实现要素:
3.本发明的目的就是解决现有技术中的问题,提出一种压帽机的上料装置,能够使尼龙帽能够精确的安装在尼龙帽安装孔内且对位精确、安装孔内不会出现尼龙帽漏缺,提高了成品整体质量,减少了筛选尼龙帽漏缺螺母的步骤,全程自动化上料,降低了人力需求,提高了生产效率。
4.为实现上述目的,本发明提出了一种压帽机的上料装置,包括螺母输送轨道、第一通孔、第一电控开合门、第一压力感应装置、底座、伸缩杆、第二通孔、圆杆、圆锥、限位装置、支座、电控铰接杆、连接杆、u形板、尼龙帽输送轨道、第二电控开合门、第三压力感应装置,所述螺母输送轨道的中部轨道水平直线设置在底座的上端面且中部轨道上设有一个第一电控开合门,第一电控开合门后侧与螺母的接触面设有第一压力感应装置,螺母输送轨道的底部设有竖直设置的第一通孔,第一通孔设在第一电控开合门后侧合适位置且第一通孔与螺母相适应,底座内部中空,底座的上端面设有竖直设置的第二通孔,第二通孔与第一通孔同轴对称,底座内部设有竖直设置的伸缩杆,伸缩杆的最上端设有一个竖直设置的圆杆,圆杆的最上端设有同轴的圆锥,圆杆竖直向上依次穿过第二通孔、第一通孔,圆杆的左侧设有限位装置,限位装置主要由支座、电控铰接杆、连接杆、u形板、弧形条组成,支座设在圆杆的正左侧,支座的右端设有与圆杆共面的连接杆,连接杆与支座之间连有电控铰接杆,连接杆最右端与u形板外底板相连,u形板与圆杆相适应,尼龙帽输送轨道设在圆锥的右侧,尼龙帽输送轨道的出料口设在圆锥正上方的合适位置,尼龙帽输送轨道的出料口设有第二电控开合门,第二电控开合门右侧接触螺母的面上设有第三压力感应装置。
5.作为优选,所述螺母输送轨道的进料口连有相适应的螺母振动盘,尼龙帽输送轨道的进料口连有相适应的尼龙帽振动盘。
6.作为优选,所述第一电控开合门右侧的螺母输送轨道出料口与冲压装置相适应。
7.作为优选,所述第一通孔、第二通孔、螺母的内径均相同,圆杆的外径略小于螺母的内径,第一电控开合门后侧被螺母顶住后,第一通孔、第二通孔、螺母、圆杆同轴。
8.作为优选,所述连接杆在电控铰接杆的控制下在竖直面上做顺时针、逆时针的往
复旋转运动,连接杆旋转至合适位置时,u形板的u形截面呈水平状态,u形板主要由第一底板、矩形板、弧形条、第二压力感应装置组成,第一底板的左端面与连接杆适应相连,第一底板的右端面前后两侧设有两个矩形板,两个矩形板平行对称且两个矩形板相对的矩形面平行对称,两个矩形板之间的最短距离略大于圆杆的外径,每个矩形板的下端面设有一个弧形条,两个弧形条对称且两个弧形条的弧形口相对,两个弧形条不伸入两个矩形板之间,弧形条的为圆环的一部分,弧形条的外径略小于尼龙帽安装孔的内径,弧形条的内径略大于尼龙帽的内径,u形板的u形截面水平设置时,弧形条下端面与螺母的尼龙帽安装孔孔底的竖直距离与尼龙帽的轴向长度相同,。
9.作为优选,所述第一通孔两侧的螺母输送轨道内壁上设有若干个向下倾斜防滑卡条。
10.作为优选,所述螺母振动盘、尼龙帽振动盘、螺母输送轨道、第一电控开合门、第一压力感应装置、伸缩杆、限位装置、第二压力感应装置、尼龙帽输送轨道、第二电控开合门、第三压力感应装置、冲压装置以及压帽机所需的其它电控装置均与智能控制器适应相连,智能控制器设在压帽机旁便于操作的位置。
11.本发明的有益效果:本发明通过将圆杆作为装尼龙帽的导向杆,使尼龙帽精准定位到尼龙帽安装孔内,能够使每一个螺母的尼龙帽安装孔内均能有效安装一个尼龙帽,杜绝了尼龙帽安装孔内尼龙帽的漏缺现象;第一压力感应装置利于确定预备安装尼龙帽的螺母的位置,同时能够感应螺母是否充足,智能控制器根据第一压力感应装置反馈的压力数据判断预备安装尼龙帽的螺母的位置、数目以及螺母数量是否充足,第二压力感应装置能够感应尼龙帽是否有效的套在圆锥,第二压力感应装置将其所承受的压力数据反馈给智能控制器,智能控制器能够据此判断尼龙帽有效的套在圆锥上的数目,第三压力感应装置将其所承受的压力数据反馈给智能控制器,智能控制器能够据此判断尼龙帽输送轨道的尼龙帽输出数目以及尼龙帽数量是否充足,智能控制器通过第一压力感应装置、第一压力感应装置、第三压力感应装置反馈的数据,能够对整个上料装置的各个电控装置进行精准有序的调控,实现自动化、无人化的精准上料,精准统计成品的数目,解放了人工、提高了生产效率,同时由于上料过程确保了每个送入冲压装置的螺母的尼龙帽安装孔内均有效安装上了一个尼龙帽,因此提高了成品的整体质量,在后续工序中不比为了提高成品整体质量刷选漏缺尼龙帽的残次成品,削减了一道刷选残次品的工序,进一步解放了人工、提高了生产效率。
12.本发明的特征及优点将通过实施例结合附图进行详细说明。
【附图说明】
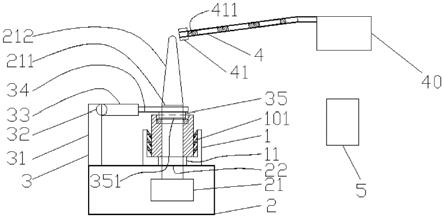
13.图1是本发明一种压帽机的上料装置的主视图;
14.图2是本发明一种压帽机的上料装置的螺母输送轨道左视图。
15.图3是本发明一种压帽机的上料装置的u形板的u形截面呈水平状态时的下视图。
【具体实施方式】
16.参阅图1、图2、图3,本发明本发明一种压帽机的上料装置,包括螺母输送轨道1、第一通孔11、第一电控开合门12、第一压力感应装置121、底座2、伸缩杆21、第二通孔22、圆杆
211、圆锥212、限位装置3、支座31、电控铰接杆32、连接杆33、u形板34、尼龙帽输送轨道4、第二电控开合门41、第三压力感应装置411,所述螺母输送轨道1的中部轨道水平直线设置在底座2的上端面且中部轨道上设有一个第一电控开合门12,第一电控开合门12后侧与螺母的接触面设有第一压力感应装置121,螺母输送轨道1的底部设有竖直设置的第一通孔11,第一通孔11设在第一电控开合门12后侧合适位置且第一通孔11与螺母相适应,底座2内部中空,底座2的上端面设有竖直设置的第二通孔22,第二通孔22与第一通孔11同轴对称,底座2内部设有竖直设置的伸缩杆21,伸缩杆21的最上端设有一个竖直设置的圆杆211,圆杆211的最上端设有同轴的圆锥212,圆杆211竖直向上依次穿过第二通孔22、第一通孔11,圆杆211的左侧设有限位装置3,限位装置3主要由支座31、电控铰接杆32、连接杆33、u形板34、弧形条35组成,支座31设在圆杆211的正左侧,支座31的右端设有与圆杆211共面的连接杆33,连接杆33与支座31之间连有电控铰接杆32,连接杆33最右端与u形板34外底板相连,u形板34与圆杆211相适应,尼龙帽输送轨道4设在圆锥212的右侧,尼龙帽输送轨道4的出料口设在圆锥212正上方的合适位置,尼龙帽输送轨道4的出料口设有第二电控开合门41,第二电控开合门41右侧接触螺母的面上设有第三压力感应装置411,所述螺母输送轨道1的进料口连有相适应的螺母振动盘10,尼龙帽输送轨道4的进料口连有相适应的尼龙帽振动盘40,所述第一电控开合门12右侧的螺母输送轨道1出料口与冲压装置50相适应,所述第一通孔11、第二通孔22、螺母的内径均相同,圆杆211的外径略小于螺母的内径,第一电控开合门12后侧被螺母顶住后,第一通孔11、第二通孔22、螺母、圆杆211同轴,所述连接杆33在电控铰接杆32的控制下在竖直面上做顺时针、逆时针的往复旋转运动,连接杆33旋转至合适位置时,u形板34的u形截面呈水平状态,u形板34主要由第一底板341、矩形板342、弧形条35、第二压力感应装置351组成,第一底板341的左端面与连接杆33适应相连,第一底板341的右端面前后两侧设有两个矩形板342,两个矩形板342平行对称且两个矩形板342相对的矩形面平行对称,两个矩形板342之间的最短距离略大于圆杆211的外径,每个矩形板342的下端面设有一个弧形条35,两个弧形条35对称且两个弧形条35的弧形口相对,两个弧形条35不伸入两个矩形板342之间,弧形条35的为圆环的一部分,弧形条35的外径略小于尼龙帽安装孔的内径,弧形条35的内径略大于尼龙帽的内径,u形板34的u形截面水平设置时,弧形条35下端面与螺母的尼龙帽安装孔孔底的竖直距离与尼龙帽的轴向长度相同,,所述第一通孔11两侧的螺母输送轨道1内壁上设有若干个向下倾斜防滑卡条101,所述螺母振动盘10、尼龙帽振动盘40、螺母输送轨道1、第一电控开合门12、第一压力感应装置121、伸缩杆21、限位装置3、第二压力感应装置351、尼龙帽输送轨道4、第二电控开合门41、第三压力感应装置411、冲压装置50以及压帽机所需的其它电控装置均与智能控制器5适应相连,智能控制器5设在压帽机旁便于操作的位置。
17.本发明工作过程:
18.本发明一种压帽机的上料装置在工作过程中,在智能控制器5的控制下,第一步;圆锥212缩入底座2内,第一电控开合门12、第二电控开合门42均关闭,u形板34逆时针方向旋转远离圆杆211,第二步;螺母输送轨道1输送螺母使其顶住第一压力感应装置121,此时第一通孔11、第二通孔22、螺母同轴,第三步;圆杆211上升直至圆锥212最上端处于尼龙帽输送轨道4的出料口正下方合适位置,第四步;尼龙帽输送轨道4的出料口输出一个尼龙帽,尼龙帽下落套在圆锥212上,第五步;u形板34顺时针方向旋转夹在尼龙帽上方的圆锥212
上,然后u形板34继续顺时针方向旋转直至将尼龙帽压在螺母的尼龙帽安装孔孔底,第六步;u形板34逆时针方向旋转远离圆杆211,圆锥212缩入底座2内,第七步;打开第一电控开合门12,将成品向前侧输送至冲压装置50进行冲压,然后重复上述步骤,上述步骤中,只有第二压力感应装置351感应到尼龙帽被有效压入螺母的尼龙帽安装孔内,打开第一电控开合门12才能打开,并将成品向前侧输送至冲压装置50进行冲压。
19.本发明,将圆杆211作为装尼龙帽的导向杆,使尼龙帽精准定位到尼龙帽安装孔内,能够使每一个螺母的尼龙帽安装孔内均能有效安装一个尼龙帽,杜绝了尼龙帽安装孔内尼龙帽的漏缺现象;第一压力感应装置121利于确定预备安装尼龙帽的螺母的位置,同时能够感应螺母是否充足,智能控制器5根据第一压力感应装置121反馈的压力数据判断预备安装尼龙帽的螺母的位置、数目以及螺母数量是否充足,第二压力感应装置351能够感应尼龙帽是否有效的套在圆锥212,第二压力感应装置351将其所承受的压力数据反馈给智能控制器5,智能控制器5能够据此判断尼龙帽有效的套在圆锥212上的数目,第三压力感应装置411将其所承受的压力数据反馈给智能控制器5,智能控制器5能够据此判断尼龙帽输送轨道4的尼龙帽输出数目以及尼龙帽数量是否充足,智能控制器5通过第一压力感应装置121、第一压力感应装置121、第三压力感应装置411反馈的数据,能够对整个上料装置的各个电控装置进行精准有序的调控,实现自动化、无人化的精准上料,精准统计成品的数目,解放了人工、提高了生产效率,同时由于上料过程确保了每个送入冲压装置50的螺母的尼龙帽安装孔内均有效安装上了一个尼龙帽,因此提高了成品的整体质量,在后续工序中不比为了提高成品整体质量刷选漏缺尼龙帽的残次成品,削减了一道刷选残次品的工序,进一步解放了人工、提高了生产效率。
20.上述实施例是对本发明的说明,不是对本发明的限定,任何对本发明简单变换后的方案均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1