微尺度矩形狭缝的聚合物粘度在线检测系统及检测方法
1.本公开实施例涉及测量技术领域,尤其涉及一种微尺度矩形狭缝的聚合物粘度在线检测系统及检测方法。
背景技术:
2.目前,随着微注塑成型技术的广泛应用,数值模拟方法研究微注塑成型中充模流动与预测微注塑成型质量已成为趋势。在进行充模过程数值模拟仿真时,微尺度(特征尺寸为微米级或重量为毫克级)聚合物材料粘度的描述一定程度上影响着模拟结果的准确性,即聚合物材料的流变本构方程影响着仿真结果。但实验发现聚合物熔体在微流道的流动特性与宏观尺度下不同,主要原因是型腔或流道特征尺寸及表体比较大。因此,宏观测得的粘度数据不能直接用来描述微尺度下熔体的粘度特征。而现有的粘度检测装置,仅能针对特定的温度、压力环境下检测,且每次检测时均需要进行入口压力矫正,检测的聚合物熔体尺寸固定,但是聚合物溶液在注塑成型过程中速度场、应力场以及温度场均处于动态变化过程。
3.可见,亟需一种适应性、检测效率和检测精度高的微尺度矩形狭缝的聚合物粘度在线检测系统。
技术实现要素:
4.有鉴于此,本公开实施例提供一微尺度矩形狭缝的聚合物粘度在线检测系统及检测方法,至少部分解决现有技术中存在适应性、检测效率和精度较低的问题。
5.第一方面,本公开实施例提供了一种微尺度矩形狭缝的聚合物粘度在线检测系统,包括:
6.注射机;
7.粘度测试装置,所述粘度测试装置包括模具架、加热组件、测压组件和型腔厚度调节组件,所述型腔厚度调节组件设置于所述模具架上,且所述型腔厚度调节组件的芯模、密封块以及所述模具架的动模板组合形成矩形型腔,所述注射机的注射口和所述矩形型腔均与所述模具架的浇注嘴连通,所述加热组件与所述矩形型腔贴合,所述测压组件设置于所述矩形型腔底部并测量所述矩形型腔的压力降;
8.控制器,所述控制器与所述测压组件的数据输出端电连接,以及,所述注射机和所述加热组件的控制端均与所述控制器电连接,所述控制器控制所述注射机设置聚合物熔体温度和注射速度,以及,所述控制器根据所述注射速度和接收的所述压力降,得到所述聚合物熔体的粘度。
9.根据本公开实施例的一种具体实现方式,所述模具架还包括两块隔热板、第一固定板、定位环、定模板、导热油管道、侧支撑板、顶针、复位弹簧、第二固定板、推板和第三固定板;
10.每块所述隔热板分别与所述第一固定板的外侧面和所述第三固定板的外侧面贴
合,所述定位环套设于所述浇注嘴周围,所述定模板与一块所述第一固定板的内侧面连接,所述动模板与所述定模板连接,所述导热油管道设置于所述定模板和所述动模板内,所述侧支撑板的一端与所述动模板连接,所述侧支撑板的另一端与一块所述第一固定板连接,所述顶针和所述复位弹簧均设置于所述第二固定板上,所述顶针的另一端穿过所述矩形型腔,所述推板设置于所述第二固定板靠近所述第三固定板的一侧。
11.根据本公开实施例的一种具体实现方式,所述加热组件包括加热棒、厚膜加热片和绝缘片;
12.所述加热棒设置于所述矩形型腔远离所述动模板的一端;
13.所述厚膜加热片的一面与所述矩形型腔贴合,所述厚膜加热片的另一面与所述绝缘片贴合。
14.根据本公开实施例的一种具体实现方式,所述测压组件包括两个压力传感器,两个所述压力传感器分别设置于所述矩形型腔的两端。
15.根据本公开实施例的一种具体实现方式,所述型腔厚度调节组件还包括第一压紧块、调节垫片、型腔调节楔块、楔块支撑板、第二压紧块、型腔调节锁紧块和调节拉杆;
16.所述密封块的一侧与所述第一压紧块连接,所述密封块的另一侧与所述芯模的一侧连接,所述芯模的另一侧与所述动模板连接,所述型腔调节楔块与所述楔块支撑板连接,所述型腔调节锁紧块的一端与所述调节拉杆连接,所述型腔调节锁紧块的另一端与所述第二压紧块连接,所述调节垫片设置于所述芯模靠近所述型腔调节锁紧块的一面,所述调节拉杆带动所述型腔调节锁紧块配合所述第二压紧块向所述型腔调节楔块靠近或远离。
17.根据本公开实施例的一种具体实现方式,所述第二压紧块与所述型腔调节楔块连接的面均为斜面。
18.第二方面,本公开实施例提供了一种微尺度矩形狭缝的聚合物粘度在线检测方法,用于使用如上述公开实施例中任一项所述的微尺度矩形狭缝的聚合物粘度在线检测系统,所述方法包括:
19.提供一微尺度矩形狭缝的聚合物粘度在线检测系统,所述微尺度矩形狭缝的聚合物粘度在线检测系统包括注射机、粘度测试装置和控制器;
20.所述控制器控制所述注射机以预设注射速度向所述粘度测试装置的矩形型腔内注入聚合物熔体;
21.所述粘度测试装置的测压组件检测所述聚合物熔体在所述矩形型腔内的压力降;
22.所述控制器根据所述预设注射速度和所述压力降,计算所述聚合物熔体的粘度。
23.本公开实施例中的微尺度矩形狭缝的聚合物粘度在线检测系统,包括:注射机;粘度测试装置,所述粘度测试装置包括模具架、加热组件、测压组件和型腔厚度调节组件,所述型腔厚度调节组件设置于所述模具架上,且所述型腔厚度调节组件的芯模、密封块以及所述模具架的动模板组合形成矩形型腔,所述注射机的注射口和所述矩形型腔均与所述模具架的浇注嘴连通,所述加热组件与所述矩形型腔贴合,所述测压组件设置于所述矩形型腔底部并测量所述矩形型腔的压力降;控制器,所述控制器与所述测压组件的数据输出端电连接,以及,所述注射机和所述加热组件的控制端均与所述控制器电连接,所述控制器控制所述注射机设置聚合物熔体温度和注射速度,以及,所述控制器根据所述注射速度和接收的所述压力降,得到所述聚合物熔体的粘度。
24.本公开实施例的有益效果为:通过本公开的方案,芯模、密封块以及动模板组合形成矩形型腔并能通过型腔厚度调节组件调节型腔规格,控制器控制注射机以设定的速度注射,加热组件稳定聚合物熔体温度,测压组件对矩形型腔内聚合物熔体的压力降进行测量,控制器结合注射速度和压力降计算聚合物熔体的粘度,提高了微尺度矩形狭缝的聚合物粘度在线检测系统的适应性、检测效率和精度。
附图说明
25.为了更清楚地说明本公开实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本公开的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
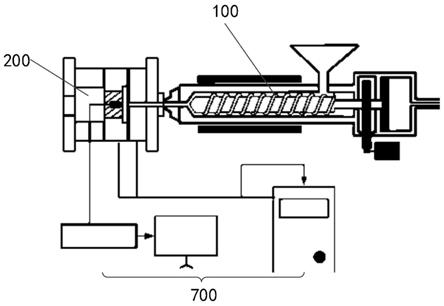
26.图1为本公开实施例提供的一种微尺度矩形狭缝的聚合物粘度在线检测系统的结构示意图;
27.图2为本公开实施例提供的一种微尺度矩形狭缝的聚合物粘度在线检测系统的部分结构示意图;
28.图3为本公开实施例提供的另一种微尺度矩形狭缝的聚合物粘度在线检测系统的部分结构示意图;
29.图4为本公开实施例提供的另一种微尺度矩形狭缝的聚合物粘度在线检测系统的部分结构示意图;
30.图5为本公开实施例提供的另一种微尺度矩形狭缝的聚合物粘度在线检测系统的部分结构示意图;
31.图6为本公开实施例提供的一种微尺度矩形狭缝的聚合物粘度在线检测方法。
32.附图标记汇总:
33.注射机100;
34.粘度测试装置200;
35.模具架300,隔热板301,定位环302,浇注嘴303,第一固定板304,定模板305,导热油管道306,动模板307,侧支撑板308,复位弹簧309,顶针310,第二固定板311,推板312,第三固定板313;
36.加热组件400,加热棒401,厚膜加热片402,绝缘片403;
37.测压组件500;
38.型腔厚度调节组件600,第一压紧块601,密封块602,芯模603,调节垫片604,楔块支撑板605,型腔调节楔块606,第二压紧块607,型腔调节锁紧块608,调节拉杆609;
39.控制器700。
具体实施方式
40.下面结合附图对本公开实施例进行详细描述。
41.以下通过特定的具体实例说明本公开的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本公开的其他优点与功效。显然,所描述的实施例仅仅是本公开一部分实施例,而不是全部的实施例。本公开还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本公开的精神
下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。基于本公开中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本公开保护的范围。
42.需要说明的是,下文描述在所附权利要求书的范围内的实施例的各种方面。应显而易见,本文中所描述的方面可体现于广泛多种形式中,且本文中所描述的任何特定结构及/或功能仅为说明性的。基于本公开,所属领域的技术人员应了解,本文中所描述的一个方面可与任何其它方面独立地实施,且可以各种方式组合这些方面中的两者或两者以上。举例来说,可使用本文中所阐述的任何数目个方面来实施设备及/或实践方法。另外,可使用除了本文中所阐述的方面中的一或多者之外的其它结构及/或功能性实施此设备及/或实践此方法。
43.还需要说明的是,以下实施例中所提供的图示仅以示意方式说明本公开的基本构想,图式中仅显示与本公开中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
44.另外,在以下描述中,提供具体细节是为了便于透彻理解实例。然而,所属领域的技术人员将理解,可在没有这些特定细节的情况下实践所述方面。
45.目前,随着微注塑成型技术的广泛应用,数值模拟方法研究微注塑成型中充模流动与预测微注塑成型质量已成为趋势。在进行充模过程数值模拟仿真时,微尺度(特征尺寸为微米级或重量为毫克级)聚合物材料粘度的描述一定程度上影响着模拟结果的准确性,即聚合物材料的流变本构方程影响着仿真结果。但实验发现聚合物熔体在微流道的流动特性与宏观尺度下不同,主要原因是型腔或流道特征尺寸及表体比较大。因此,宏观测得的粘度数据不能直接用来描述微尺度下熔体的粘度特征。而现有的粘度检测装置,仅能针对特定的温度、压力环境下检测,且每次检测时均需要进行入口压力矫正,检测的聚合物熔体尺寸固定,但是聚合物溶液在注塑成型过程中速度场、应力场以及温度场均处于动态变化过程。
46.本公开实施例提供一种微尺度矩形狭缝的聚合物粘度在线检测系统,所述方法可以应用于工业微注塑场景的矩形狭缝流道内聚合物粘度检测过程。
47.参见图1,为本公开实施例提供的一种微尺度矩形狭缝的聚合物粘度在线检测系统的结构示意图。如图1、图2和图3所示,所述系统主要包括:
48.注射机100;
49.粘度测试装置200,所述粘度测试装置200包括模具架300、加热组件400、测压组件500和型腔厚度调节组件600,所述型腔厚度调节组件600设置于所述模具架300上,且所述型腔厚度调节组件600的芯模603、密封块602以及所述模具架300的动模板307组合形成矩形型腔,所述注射机100的注射口和所述矩形型腔均与所述模具架300的浇注嘴303连通,所述加热组件400与所述矩形型腔贴合,所述测压组件500设置于所述矩形型腔底部并测量所述矩形型腔的压力降;
50.控制器700,所述控制器700与所述测压组件500的数据输出端电连接,以及,所述注射机100和所述加热组件400的控制端均与所述控制器700电连接,所述控制器700控制所述注射机100设置聚合物熔体温度和注射速度,以及,所述控制器700根据所述注射速度和
接收的所述压力降,得到所述聚合物熔体的粘度。
51.具体装配时,所述型腔厚度调节组件600可以固定设置于所述模具架300上,所述型腔厚度调节组件600包括所述芯模603和所述密封块602,然后将所述模具架300的动模板307、所述芯模603以及所述密封块602共同组合形成所述矩形型腔,所述模具架300上还可以设置有所述浇注嘴303,所述注射机100的注射口可以通过所述浇注嘴303与所述矩形型腔连通,再将所述加热组件400与所述矩形型腔贴合,并将所述测压组件500设置于所述矩形型腔的底部。然后将所述测压组件500所述控制器700与所述测压组件500的数据输出端电连接,以及,所述注射机100和所述加热组件400的控制端均与所述控制器700电连接。
52.在使用时,将所述注射机100的注射口固定在所述浇注嘴303中,在所述注射机100将聚合物热熔后,所述控制器700可以控制所述注射机100以固定的注射速度将聚合物熔体通过所述浇注嘴303注入所述矩形型腔内。然后所述控制器700可以控制所述加热组件400对所述矩形型腔内的聚合物熔体进行加热,以使得所述矩形型腔内的聚合物熔体能保持一定温度不变的情况下进行测量,也可以根据测量需要随时进行温度调节。同时,设置在所述矩形型腔底部的所述测压组件500对所述矩形型腔内的聚合物熔体在不同点对应的压力进行测量,得到所述压力降,然后所述控制器700根据所述注射速度和接收的所述压力降,得到所述聚合物熔体的粘度。当然的,还可以根据测量需要,通过所述型腔厚度调节组件600调节所述矩形型腔的厚度,以使得能测量不同规格的聚合物熔体的粘度。
53.本实施例提供的微尺度矩形狭缝的聚合物粘度在线检测系统,通过芯模603、密封块602以及动模板307组合形成矩形型腔并能通过型腔厚度调节组件600调节型腔规格,控制器700控制注射机100以设定的速度注射,加热组件400稳定聚合物熔体温度,测压组件500对矩形型腔内聚合物熔体的压力降进行测量,控制器700结合注射速度和压力降计算聚合物熔体的粘度,提高了微尺度矩形狭缝的聚合物粘度在线检测系统的适应性、检测效率和精度。
54.在上述实施例的基础上,所述模具架300还包括两块隔热板301、第一固定板304、定位环302、定模板305、导热油管道306、侧支撑板308、顶针310、复位弹簧309、第二固定板311、推板312和第三固定板313;
55.每块所述隔热板301分别与所述第一固定板304的外侧面和所述第三固定板313的外侧面贴合,所述定位环302套设于所述浇注嘴303周围,所述定模板305与一块所述第一固定板304的内侧面连接,所述动模板307与所述定模板305连接,所述导热油管道306设置于所述定模板305和所述动模板307内,所述侧支撑板308的一端与所述动模板307连接,所述侧支撑板308的另一端与所述第三固定板313连接,所述顶针310和所述复位弹簧309均设置于所述第二固定板311上,所述顶针310的另一端穿过所述矩形型腔,所述推板312设置于所述第二固定板311靠近所述第三固定板的一侧。
56.具体装配时,所述模具架300还可以设置有两块隔热板301、第一固定板304、定位环302、定模板305、导热油管道306、侧支撑板308、复位弹簧309、第二固定板311、推板312和第三固定板313,将每块所述隔热板301分别与所述第一固定板304的外侧面和所述第三固定板313的外侧面贴合,然后将所述定位环302套设于所述浇注嘴303周围,再将所述定模板305与一块所述第一固定板304的内侧面连接,所述动模板307与所述定模板305连接,以及,将所述导热油管道306设置于所述定模板305和所述动模板307内,所述侧支撑板308的一端
与所述动模板307连接,所述侧支撑板308的另一端与一块所述第一固定板304连接,所述顶针310和所述复位弹簧309均设置于所述第二固定板311上,所述顶针310的另一端穿过所述矩形型腔,所述推板312设置于所述第二固定板311远离所述第三固定板313的一侧。
57.在使用时,两块所述第一固定板304、所述侧支撑板308和所述第三固定板313配合所述动模板307和所述定模板305以形成固定结构。所述定位环302套设在所述浇注嘴303周围,以使得所述注射机100的注射口能更好地固定位置,两块所述隔热板301分别设置于一个所述第一固定板304的外侧面,以保持所述聚合物熔体的热量不会迅速散发,配合所述导热油管道306内放置的导热油,保证所述矩形型腔内的聚合物能保持在一定温度,也避免加工过程中烫伤操作人员。所述推板312与所述第二固定板311连接,当推动所述推板312时,带动所述第二固定板311以使得所述顶针310穿过所述矩形型腔将所述聚合物熔体顶出,然后通过所述复位弹簧309的回弹使得所述第二固定板311带动所述顶针310回到初始位置。
58.在上述实施例的基础上,如图4所示,所述加热组件400包括加热棒401、厚膜加热片402和绝缘片403;
59.所述加热棒401设置于所述矩形型腔远离所述动模板307的一端;
60.所述厚膜加热片402的一面与所述矩形型腔贴合,所述厚膜加热片402的另一面与所述绝缘片403贴合。
61.具体实施时,所述加热棒401和所述厚膜加热片402配合为所述矩形型腔进行加热,以保证所述聚合物热熔的温度保持,提高了测量精准度。同时,所述厚膜加热片402的另一面与所述绝缘片403贴合,以保证所述厚膜加热片402在加热过程中不会发生漏电或者烫伤操作人员的情况,提高了测量安全性。
62.可选的,所述测压组件500包括两个压力传感器,两个所述压力传感器分别设置于所述矩形型腔的两端。
63.具体实施时,考虑到现有的粘度检测装置,每次检测时均需要进行入口压力矫正,操作复杂,可以在所述矩形型腔的两端分别设置一个所述压力传感器,通过测量所述矩形型腔的不同点的压力值,形成所述压力降以供后续测量,提高了测量效率。当然,也可以设置其他数量的压力传感器以实现本公开的效果,在此不再赘述。
64.在上述实施例的基础上,如图5所示,所述型腔厚度调节组件600还包括第一压紧块601、调节垫片604、型腔调节楔块606、楔块支撑板605、第二压紧块607、型腔调节锁紧块608和调节拉杆609;
65.所述密封块602的一侧与所述第一压紧块601连接,所述密封块602的另一侧与所述芯模603的一侧连接,所述芯模603的另一侧与所述动模板307连接,所述型腔调节楔块606与所述楔块支撑板605连接,所述型腔调节锁紧块608的一端与所述调节拉杆609连接,所述型腔调节锁紧块608的另一端与所述第二压紧块607连接,所述调节垫片604设置于所述芯模603靠近所述型腔调节锁紧块608的一面,所述调节拉杆609带动所述型腔调节锁紧块608配合所述第二压紧块607向所述型腔调节楔块606靠近或远离。
66.具体装配时,可以将所述密封块602的一侧与所述第一压紧块601连接,所述密封块602的另一侧与所述芯模603的一侧连接,所述芯模603的另一侧与所述动模板307连接。然后将所述型腔调节楔块606与所述楔块支撑板605连接,所述型腔调节锁紧块608的一端与所述调节拉杆609连接,所述型腔调节锁紧块608的另一端与所述第二压紧块607连接。再
将所述调节垫片604设置于所述芯模603靠近所述型腔调节锁紧块608的一面。
67.在使用时,所述密封块602的两侧分别与所述第一压紧块601和所述芯模603连接,然后所述第一压紧块601与所述动模板307之间的斜面配合产生压紧力,从而进一步压紧所述密封块602,以防止所述矩形型腔内的聚合物熔体泄露,提高了密封性。
68.当推动所述调节拉杆609时,所述侧支撑板308与所述型腔调节锁紧块608配合,推动所述第二压紧块607向所述型腔调节楔块606引动,保证所述矩形型腔的型腔厚度准确,同时防止芯模603回退,提高了检测效率和安全性。
69.当需要调节所述矩形型腔的型腔厚度时,可以拉动所述调节拉杆609使所述第二压紧块607回退,释放与所述型腔调节楔块606之间的锁紧力,然后调节所述调节垫片604的厚度,再次推动所述调节拉杆609进行锁紧固定,完成型腔厚度调节,提高了适应性。
70.可选的,所述第二压紧块607与所述型腔调节楔块606连接的面均为斜面。
71.具体实施时,所述第二压紧块607与所述型腔调节楔块606连接的面均为斜面,在所述调节拉杆609推动时,所述型腔调节楔块606与所述第二压紧块607配合,形成自锁角度,防止所述芯模603后退,确保型腔厚度准确,提高了测量精准度。
72.如图6所示,本公开实施例还提供了一种微尺度矩形狭缝的聚合物粘度在线检测方法,所述方法包括:
73.s601,提供一微尺度矩形狭缝的聚合物粘度在线检测系统,所述微尺度矩形狭缝的聚合物粘度在线检测系统包括注射机、粘度测试装置和控制器;
74.s602,所述控制器控制所述注射机以预设注射速度向所述粘度测试装置的矩形型腔内注入聚合物熔体;
75.具体实施时,可以根据实际测量需要,由所述控制器控制所述注射机以预设注射速度向所述粘度测试装置的矩形型腔内注入聚合物熔体,同时可以保存本次注入时的注入速度,以便后续的数据分析处理过程。
76.s603,所述粘度测试装置的测压组件检测所述聚合物熔体在所述矩形型腔内的压力降;
77.具体实施时,当所述聚合物熔体注入至所述矩形型腔后,可以由所述测压组件对所述矩形型腔内的压力降进行检测,具体的,可以通过测量所述矩形型腔内两点间的压力,计算得到所述压力降。
78.s604,所述控制器根据所述预设注射速度和所述压力降,计算所述聚合物熔体的粘度。
79.在获得所述压力降后,可以将所述压力降的数据发送至所述控制器,所述控制器根据所述预设注射速度和所述压力降,计算所述聚合物熔体的粘度。
80.上述本公开实施例提供的微尺度矩形狭缝的聚合物粘度在线检测方法,通过控制聚合物熔体的注入速度以及检测矩形型腔内聚合物熔体对应的压力降计算得到聚合物熔体的粘度,提高了微尺度矩形狭缝的聚合物粘度在线检测方法的检测效率和检测精度。
81.综上所述,上述本公开实施例的微尺度矩形狭缝的聚合物粘度在线检测系统及检测方法,通过设置注射机、粘度测试装置和控制器,能根据实际测量需求调节矩形型腔的厚度以及注射机的注入速度,再结合通过对矩形型腔的直接测压得到的压力降,计算得到不同的温度场、应力场合速度场中不同规格的聚合物熔体对应的粘度,提高了微尺度矩形狭
缝的聚合物粘度在线检测的适应性、检测效率和检测精度。
82.以上所述,仅为本公开的具体实施方式,但本公开的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本公开揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本公开的保护范围之内。因此,本公开的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1