一种防水卷材及其加工方法与流程
1.本发明涉及防水卷材加工领域,更具体的说是一种防水卷材及其加工方法。
背景技术:
2.防水卷材主要是用于建筑墙体、屋面、以及隧道、公路、垃圾填埋场等处,起到抵御外界雨水、地下水渗漏的一种可卷曲成卷状的柔性建材产品,作为工程基础与建筑物之间无渗漏连接,也可以对管道进行包覆,达到防漏的效果,常用的发水卷材没有波浪纹的形状。
技术实现要素:
3.本发明的目的是提供一种防水卷材及其加工方法,具有能加工出波浪纹形状的防水卷材的优点。
4.本发明的目的通过以下技术方案来实现:
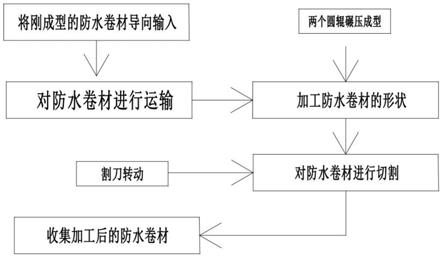
5.一种防水卷材加工方法,该方法包括以下步骤:
6.步骤一:将刚刚成型出来的防水卷材进行输入;
7.步骤二:在进行运输的同时,对防水卷材的两边进行加工和限位;
8.步骤三:将防水卷材加工成波浪纹状,并在之后加工出槽口,就得到所要制造的防水卷材;
9.步骤四:进行防水卷材的收集。
10.优选的,防水卷材加工方法涉及防水卷材加工装置,该装置包括立架、下轴、下压轮、上轴和上压轮,立架上转接有下轴和上轴,下轴上均布有多个下压轮,上轴上均布有多个上压轮,多个下压轮分别和多个上压轮交错布置。
11.优选的,多个所述下压轮和上压轮上均设置有槽。
附图说明
12.下面结合附图和具体实施方法对本发明做进一步详细的说明。
13.图1是加工防水卷材的方法流程图;
14.图2是防水卷材包覆管材的结构示意图;
15.图3是防水卷材加工后的示意图;
16.图4是挤压防水卷材成型的结构示意图;
17.图5是图4的侧视图;
18.图6是图4结构和切削防水卷材的结构的位置关系图;
19.图7是图6的局部放大图;
20.图8是切削防水卷材的结构的局部放大图;
21.图9是辅助支撑防水卷材进行运输的结构示意图;
22.图10是拉紧防水卷材前后两端的结构示意图;
23.图11是运输防水卷材的结构示意图。
具体实施方式
24.参考图4,详细说明防水卷材压制成型的实施过程:
25.防水卷材加工方法涉及防水卷材加工装置,该装置包括立架21,立架21上转动连接有下轴31和上轴41,下轴31上固定连接有多个下压轮32,上轴41上固定连接有多个上压轮42,多个下压轮32分别和多个上压轮42交错布置,下轴31和上轴41能够同步进行转动方向相反的转动,下轴31和上轴41同步转动时,下轴31带动多个下压轮32转动,上轴41带动多个上压轮42转动,防水卷材从多个下压轮32和多个上压轮42之间穿过,随着多个下压轮32和多个上压轮42的转动对防水卷材进行挤压,同时可以带动防水卷材进行运输,防水卷材被挤压成波浪纹状,防水卷材的厚度由多个下压轮32和多个上压轮42之间的间隙决定,当防水管材对设置有弧形凹陷处的管材进行密封时,平整的防水卷材不能够很好的贴合管材的外壁,而具有波浪纹的防水卷材完全贴合管材的外壁,能够对管材的外壁进行贴合,对出现裂痕的管材进行更好的防漏,达到更加良好的防漏效果。
26.参考图4,详细说明对防水卷材进行挤压的实施过程:
27.多个所述的下压轮32和上压轮42上均设置有槽,随着下压轮32和上压轮42的转动,在对防水卷材进行挤压成型的同时,多个槽能够增大多个下压轮32和多个上压轮42与防水卷材的摩擦系数,确保防水卷材的可靠运行,多个下压轮32和多个上压轮42的转动速度不同,多个下压轮32和多个上压轮42上的槽能够对防水卷材两侧上的凸起进行切割和打磨,实现下压轮32和多个上压轮42在对防水卷材进行成型和运输的同时实现对防水卷材两侧的打磨,打磨下的废料也可以通过多个下压轮32和多个上压轮42上的槽进行下料,防止出现废料的堆积,造成多个下压轮32和多个上压轮42对防水卷材加工精度的降低,影响防水卷材的成品质量。
28.参考图6,详细说明对成型后的防水卷材进行切削的实施过程:
29.立架21上固定连接有两个切割立板23,两个切割立板23上转动连接有切割组件,切割组件上固定连接有带轮ⅱ54,下轴31和上轴41上均固定连接有同步轮51,立架21上转动连接有两个驱动轮52,两个驱动轮52啮合传动,两个驱动轮52分别和两个同步轮51啮合传动,下端的驱动轮52上固定连接有带轮ⅰ53,带轮ⅰ53和带轮ⅱ54通过同步带传动,两个驱动轮52中的一个固定连接在减速电机ⅰ的输出轴上,该减速电机ⅰ固定连接在立架21上,当启动减速电机ⅰ时,减速电机ⅰ带动与其固接的驱动轮52,两个驱动轮52相互啮合驱动的同时啮合驱动两个同步轮51转动,两个同步轮51带动下轴31和上轴41同步反向的转动,实现对防水卷材的挤压成型,同时,与带轮ⅰ53固定连接的驱动轮52带动其进行转动,带轮ⅰ53通过同步带带动带轮ⅱ54转动,带轮ⅱ54带动切割组件转动对防水卷材进行切割,将防水卷材切割出凹槽,用于防水卷材的定位,常用的防水卷材在使用过程中不具有防止转动的功能,在其使用过程中,一旦发生转动则管材外壁上的防水卷材就会出现扭曲进而出现不能完全贴合管材外壁的情况,进而就会产生缝隙,则出现裂痕的管材就会在缝隙处出现泄露的情况,进而导致防水卷材的失效,故通过切割组件的转动对防水卷材加工出多个凹槽,而用于连接的管材的外壁上设置有相对应得凸起,就可以实现防水卷材的定位限位,从而实现防水卷材对管材进行维护后,紧紧贴在防水卷材的外壁上,也不会发生扭曲。
30.参考图6,详细说明切削防水卷材的实施过程:
31.所述切割组件包括切割轴61,切割轴61转动连接在两个切割立板23上,切割轴61上固定连接有多个刀架62,每个刀架62上均固定连接有多个切割刀63,带轮ⅱ54固定连接在切割轴61上,当带轮ⅱ54进行转动时,带轮ⅱ54带动切割轴61转动,切割轴61带动多个刀架62转动,多个刀架62带动多个切割刀63转动,在防水卷材进行运输的过程中,通过多个切割刀63转动对成型为波浪纹形状的防水卷材的下端面的最高处进行切削,将其加工成具有凹槽的波浪纹形状的防水卷材,对管材进行外包时,能够在实现完全包覆的情况下,还能通过多个凹槽进行定位和限位的作用。
32.参考图8,详细说明将防水卷材切削出凹槽的实施过程:
33.多个切割刀63上均设置有切削槽,多个切割刀63的刀刃均倾斜,就是最先接触到防水卷材的刀刃是一个刃角,而不是整个刀刃,当多个切割刀63在对防水卷材进行切削的过程中,刀刃在接触到防水卷材时,刀刃都会将防水卷材切削下来一部分,倾斜的刀刃切削下来的废料会向一侧排出,而产生的废料可以在多个刀架62的间隔处进行收集,如果采用刀刃不倾斜的切割刀63,切削下来的废料直接在多个切割刀63对应的下端进行堆积,当堆积的过多时在装置工作的时候进行废料的清除,存在一定的危险,不利于操作人员的人身安全。
34.参考图9,详细说明辅助防水卷材进行切削的实施过程:
35.两个切割立板23上转动连接有辅助轴71,辅助轴71的两端通过蝶形螺母固定在两个切割立板23上,当拧紧两个蝶形螺母,两个蝶形螺母紧紧的挤压在两个切割立板23上,对辅助轴71实现固定,辅助轴71上固定连接有多个辅助杆72,可以通过调节辅助轴71的转动位置,辅助轴71带动多个辅助杆72进行转动,进而实现多个辅助杆72最上端位置的调节,多个辅助杆72的最高点与多个切割刀63转动时的最高点等高,多个辅助杆72对防水卷材上切削出的凹槽进行支撑,在起到辅助支撑作用的同时,也可以起到限位的作用,防止运输中的防水卷材出现偏离,确保切削中的防水卷材切削的位置是直线。
36.参考图10,详细说明将防水卷材的两端进行拉近保证防水卷材正常挤压成型的实施过程:
37.立架21上固定连接有两个固定板22,两个固定板22上均滑动连接有滑杆81,两个滑杆81和对应的固定板22之间均固定连接有弹簧,两个滑杆81上均固定连接有限位板82,两个限位板82上均转动连接有两个切割轮83和多个限位轮84,两个切割轮83上均固定连接有切割齿轮,两个切割齿轮啮合传动,同侧的两个切割轮83的其中一个固定连接在切割电机的输出轴上,两个切割电机分别固定连接在对应的限位板82上,当防水卷材运输到接触到多个切割轮83时,启动两个切割电机,两个切割电机带动对应的两个切割轮83转动,转动的切割轮83通过多个对应的切割齿轮相互啮合带动余下的切割轮83转动,从而将防水卷材的前后两端的上下端面均加工出凹槽,随后,多个限位轮84滚动在加工出的凹槽内,对防水卷材的前后两端进行限制,在随后的挤压成型时,防水卷材的前后两端的间距会缩小,防水卷材的前后两端加工出的凹槽会带动多个限位轮84在前后方向上运动,从而带动两个限位板82滑动,两个限位板82带动两个滑杆81滑动,两个滑杆81上的弹簧受到压缩紧紧的推动两个滑杆81,来保证防水卷材前后两端的绷紧,而不会发生防水卷材的重叠,造成防水卷材在后续的挤压成型时加工出具有堆叠的不良产品。
38.参考图11,详细说明反水卷材运输的实施过程:
39.承托架91固定连接在立架21上,承托架91上转动连接有释放轴92和滚轴93,承托架91上固定连接有承托板94,释放轴92和滚轴93通过同步组件传动,同步组件由两个同步轮和一个同步带组成,释放轴92可拆卸连接在减速电机ⅱ的输出轴上,减速电机ⅱ固定连接在承托架91上,将释放轴92穿过需要运输的防水卷材的卷轴的中心,通过启动减速电机ⅱ带动释放轴92转动进而带动防水卷材进行释放,防水卷材通过滚轴93和承托板94的间隙穿过,释放轴92通过同步组件带动滚轴93转动,进而通过滚轴93与防水卷材的摩擦传动带动防水卷材进行运输,同时,滚轴93和承托板94也会限制防水卷材的输出位置,达到便于对防水卷材进行挤压的高度。
40.参考图2和3,详细说明防水卷材的结构:
41.采用上述的防水卷材加工方法加工出的防水卷材,该防水卷材包括波浪形材体11和定位槽12,波浪形材体11上设置有多个定位槽12。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1