一种3D打印消毒机器人上外壳样件的方法与流程
一种3d打印消毒机器人上外壳样件的方法
技术领域
1.本发明涉及消毒机器人部件领域,具体为一种3d打印消毒机器人上外壳样件的方法。
背景技术:
2.产品的开发的流程中,制作产品样件是验证产品可行性,找出产品设计缺陷,并进行针对性改善最直接有效的方式。
3.一种较大型公共场所消毒防疫机器人的上外壳,需要制作功能样件验证产品,缩短开发周期,快速将产品投入市场,采用传统玻璃钢或注塑成型工艺,制作消毒机器人上外壳功能样件,均需开模,设计配套的模具、检具,存在研发成本高昂,工艺研制周期长等缺点,同时,因原型样件制作量少,交样完成后,对应的模具、检具等工装即报废,存在严重浪费等现象。
技术实现要素:
4.基于此,本发明的目的是提供一种3d打印消毒机器人上外壳样件的方法,以解决样件制作需要开模,设计配套的模具、检具,存在研发成本高昂,工艺研制周期长等缺点,同时,因原型样件制作量少,交样完成后,对应的模具、检具等工装即报废,存在严重浪费等现象的技术问题。
5.为实现上述目的,本发明提供如下技术方案:一种3d打印消毒机器人上外壳样件的方法,包括如下步骤,
6.步骤一,根据上外壳样件结构特点,将样件拆分为上外壳样件主体,提手嵌件,接管嵌件,显示屏支撑嵌件a,显示屏支撑嵌件b,指示灯嵌件;
7.步骤二,根据步骤一中上外壳样件主体的特点,结合现有成型技术特点,使用熔融沉积fdm技术的大型颗粒料3d打印机对其进行打印;
8.步骤三,根据步骤一中提手嵌件,接管嵌件,显示屏支撑嵌件a,显示屏支撑嵌件b,指示灯嵌件的特点,结合现有成型技术特点,使用选择性激光烧结技术的尼龙3d打印机对其进行打印;
9.步骤四,上外壳样件主体打印后,利用五轴铣削设备对上外壳样件主体的外表面进行铣削;
10.步骤五,提手嵌件,接管嵌件,显示屏支撑嵌件a,显示屏支撑嵌件b,指示灯嵌件打印后,安装时使用ab胶水粘后,再利用木工螺钉加固;
11.步骤六,整体成型后进行修光,喷漆。
12.通过采用上述技术方案,通过打印技术打印样件,无需开设模具,降低了研发成本,缩短了工艺周期,有利于节约资源。
13.进一步的,步骤二中所述的打印工艺分为主体侧壁和主体顶部两段程序,两段程序衔接处,覆盖玻璃纤维网格布,借助玻璃纤维网格布的支撑主体顶部的打印,主体顶部打
印时第一层时,主体侧壁顶层预热至200℃。
14.通过采用上述技术方案,可以防止覆网时主体侧壁顶层冷却,导致主体侧壁与主体顶部粘接不牢。
15.进一步的,所述主体侧壁的打印参数设置:选择单壁螺旋打印,喷嘴口径:6mm,打印线宽:8mm,打印层高:2.5mm,底板温度:130℃,打印温度为:220~235℃,打印速度:50~65mm/s。
16.通过采用上述技术方案,采用单壁螺旋打印上外壳样件主体侧壁,可以使单线条打印成型,外观线条均匀,尺寸精度高,每层之间粘接力好。
17.进一步的,所述主体顶部的打印参数设置:双材料支撑打印,主材料打印参数设置:喷嘴口径:6mm,打印线宽:8mm,打印层高:2.5mm,底板温度:130℃,打印温度为:220~235℃,打印速度:30~45mm/s,辅助支撑材料打印参数设置:喷嘴口径:6mm,打印线宽:8mm,打印层高:2.5mm,打印温度为:170~190℃,打印速度:30~45mm/s。
18.通过采用上述技术方案,采用双材料支撑打印上外壳样件顶部,可通过先打印辅助支撑材料,实现悬空件的打印,实现复杂零件打印。
19.进一步的,所述玻璃纤维网格布的网孔为5mm。
20.进一步的,步骤三中所述的尼龙粉末选择性激光烧结打印技术采用的打印材料为pa12,打印层厚为110μm。
21.通过采用上述技术方案,使得制造工艺简单,提高了成型速度,增加了尺寸的精准性。
22.综上所述,本发明主要具有以下有益效果:
23.1、本发明通过采用单壁螺旋打印上外壳样件主体侧壁,可以使单线条打印成型,外观线条均匀,尺寸精度高,每层之间粘接力好;主体顶部打印时第一层时,主体侧壁顶层预热至200℃,可以防止覆网时主体侧壁顶层冷却,导致主体侧壁与主体顶部粘接不牢,采用双材料支撑打印上外壳样件顶部,可通过先打印辅助支撑材料,实现悬空件的打印,实现复杂零件打印;通过选择性激光烧结技术的尼龙3d打印机打印提手嵌件,接管嵌件,显示屏支撑嵌件a,显示屏支撑嵌件b,指示灯嵌件,制造工艺简单,成型速度快,尺寸精准,通过打印技术打印样件,无需开设模具,降低了研发成本,缩短了工艺周期,有利于节约资源。
附图说明
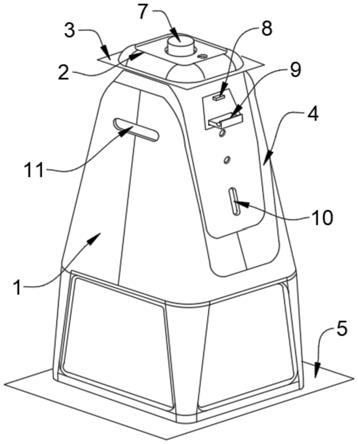
24.图1为本发明的上外壳样件主体结构示意图;
25.图2为本发明的辅助支撑材料结构示意图;
26.图3为本发明的主体侧壁堆叠打印结构示意图。
27.图中:1、上外壳样件主体,2、主体顶部,3、玻璃纤维网格布,4、主体侧壁,5、热床,6、辅助支撑材料6,7、接管嵌件,8、显示屏支撑嵌件a,9、显示屏支撑嵌件b,10、指示灯嵌件,11、提手嵌件,12、打印头。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为
对本发明的限制。
29.下面根据本发明的整体结构,对其实施例进行说明。
30.实施例一
31.一种3d打印消毒机器人上外壳样件的方法,包括如下步骤,
32.步骤一,根据上外壳样件结构特点,将样件拆分为上外壳样件主体1,提手嵌件11,接管嵌件7,显示屏支撑嵌件a8,显示屏支撑嵌件b8,指示灯嵌件10;
33.步骤二,根据步骤一中上外壳样件主体1的特点,结合现有成型技术特点,使用熔融沉积fdm技术的大型颗粒料3d打印机对其进行打印;
34.步骤三,根据步骤一中提手嵌件11,接管嵌件7,显示屏支撑嵌件a8,显示屏支撑嵌件b8,指示灯嵌件10的特点,结合现有成型技术特点,使用选择性激光烧结技术的尼龙3d打印机对其进行打印;
35.步骤四,上外壳样件主体1打印后,利用五轴铣削设备对上外壳样件主体1的外表面进行铣削;
36.步骤五,提手嵌件11,接管嵌件7,显示屏支撑嵌件a8,显示屏支撑嵌件b8,指示灯嵌件10打印后,安装时使用ab胶水粘后,再利用木工螺钉加固;
37.步骤六,整体成型后进行修光,喷漆。
38.通过采用上述技术方案,通过打印技术打印样件,无需开设模具,降低了研发成本,缩短了工艺周期,有利于节约资源。
39.进一步的,步骤二中所述的打印工艺分为主体侧壁4和主体顶部2两段程序,两段程序衔接处,覆盖玻璃纤维网格布3,所述玻璃纤维网格布3的网孔为5mm,借助玻璃纤维网格布3支撑主体顶部2的打印,主体顶部2打印时第一层时,主体侧壁4顶层预热至200℃,可以防止覆网时主体侧壁顶层冷却,导致主体侧壁与主体顶部粘接不牢。
40.进一步的,所述主体侧壁4的打印参数设置:选择单壁螺旋打印,喷嘴口径:6mm,打印线宽:8mm,打印层高:2.5mm,底板温度:130℃,打印温度为:220℃,打印速度:50mm/s,采用单壁螺旋打印上外壳样件主体侧壁,可以使单线条打印成型,外观线条均匀,尺寸精度高,每层之间粘接力好。
41.进一步的,所上外壳样件主体顶部2的打印参数设置:双材料支撑打印,主材料打印参数设置:喷嘴口径:6mm,打印线宽:8mm,打印层高:2.5mm,底板温度:130℃,打印温度为:220℃,打印速度:30mm/s,辅助支撑材料6打印参数设置:喷嘴口径:6mm,打印线宽:8mm,打印层高:2.5mm,打印温度为:170℃,打印速度:30mm/s,采用双材料支撑打印上外壳样件顶部,可通过先打印辅助支撑材料6,实现悬空件的打印,实现复杂零件打印。
42.进一步的,步骤三中所述的尼龙粉末选择性激光烧结打印技术采用的打印材料为pa12,打印层厚为110μm,使得制造工艺简单,提高了成型速度,增加了尺寸的精准性。
43.实施例二
44.一种3d打印消毒机器人上外壳样件的方法,包括如下步骤,
45.步骤一,根据上外壳样件结构特点,将样件拆分为上外壳样件主体1,提手嵌件11,接管嵌件7,显示屏支撑嵌件a8,显示屏支撑嵌件b8,指示灯嵌件10;
46.步骤二,根据步骤一中上外壳样件主体1的特点,结合现有成型技术特点,使用熔融沉积fdm技术的大型颗粒料3d打印机对其进行打印;
47.步骤三,根据步骤一中提手嵌件11,接管嵌件7,显示屏支撑嵌件a8,显示屏支撑嵌件b8,指示灯嵌件10的特点,结合现有成型技术特点,使用选择性激光烧结技术的尼龙3d打印机对其进行打印;
48.步骤四,上外壳样件主体1打印后,利用五轴铣削设备对上外壳样件主体1的外表面进行铣削;
49.步骤五,提手嵌件11,接管嵌件7,显示屏支撑嵌件a8,显示屏支撑嵌件b8,指示灯嵌件10打印后,安装时使用ab胶水粘后,再利用木工螺钉加固;
50.步骤六,整体成型后进行修光,喷漆。
51.通过采用上述技术方案,通过打印技术打印样件,无需开设模具,降低了研发成本,缩短了工艺周期,有利于节约资源。
52.进一步的,步骤二中所述的打印工艺分为主体侧壁4和主体顶部2两段程序,两段程序衔接处,覆盖玻璃纤维网格布3,所述玻璃纤维网格布3的网孔为5mm,借助玻璃纤维网格布3支撑主体顶部2的打印,主体顶部2打印时第一层时,主体侧壁4顶层预热至200℃,可以防止覆网时主体侧壁顶层冷却,导致主体侧壁与主体顶部粘接不牢。
53.进一步的,所述主体侧壁4的打印参数设置:选择单壁螺旋打印,喷嘴口径:6mm,打印线宽:8mm,打印层高:2.5mm,底板温度:130℃,打印温度为:228℃,打印速度:58mm/s,采用单壁螺旋打印上外壳样件主体侧壁,可以使单线条打印成型,外观线条均匀,尺寸精度高,每层之间粘接力好。
54.进一步的,所上外壳样件主体顶部2的打印参数设置:双材料支撑打印,主材料打印参数设置:喷嘴口径:6mm,打印线宽:8mm,打印层高:2.5mm,底板温度:130℃,打印温度为:228℃,打印速度:38mm/s,辅助支撑材料6打印参数设置:喷嘴口径:6mm,打印线宽:8mm,打印层高:2.5mm,打印温度为:180℃,打印速度:38mm/s,采用双材料支撑打印上外壳样件顶部,可通过先打印辅助支撑材料6,实现悬空件的打印,实现复杂零件打印。
55.进一步的,步骤三中所述的尼龙粉末选择性激光烧结打印技术采用的打印材料为pa12,打印层厚为110μm,使得制造工艺简单,提高了成型速度,增加了尺寸的精准性。
56.实施例三
57.一种3d打印消毒机器人上外壳样件的方法,包括如下步骤,
58.步骤一,根据上外壳样件结构特点,将样件拆分为上外壳样件主体1,提手嵌件11,接管嵌件7,显示屏支撑嵌件a8,显示屏支撑嵌件b8,指示灯嵌件10;
59.步骤二,根据步骤一中上外壳样件主体1的特点,结合现有成型技术特点,使用熔融沉积fdm技术的大型颗粒料3d打印机对其进行打印;
60.步骤三,根据步骤一中提手嵌件11,接管嵌件7,显示屏支撑嵌件a8,显示屏支撑嵌件b8,指示灯嵌件10的特点,结合现有成型技术特点,使用选择性激光烧结技术的尼龙3d打印机对其进行打印;
61.步骤四,上外壳样件主体1打印后,利用五轴铣削设备对上外壳样件主体1的外表面进行铣削;
62.步骤五,提手嵌件11,接管嵌件7,显示屏支撑嵌件a8,显示屏支撑嵌件b8,指示灯嵌件10打印后,安装时使用ab胶水粘后,再利用木工螺钉加固;
63.步骤六,整体成型后进行修光,喷漆。
64.通过采用上述技术方案,通过打印技术打印样件,无需开设模具,降低了研发成本,缩短了工艺周期,有利于节约资源。
65.进一步的,步骤二中所述的打印工艺分为主体侧壁4和主体顶部2两段程序,两段程序衔接处,覆盖玻璃纤维网格布3,所述玻璃纤维网格布3的网孔为5mm,借助玻璃纤维网格布3支撑主体顶部2的打印,主体顶部2打印时第一层时,主体侧壁4顶层预热至200℃,可以防止覆网时主体侧壁顶层冷却,导致主体侧壁与主体顶部粘接不牢。
66.进一步的,所述主体侧壁4的打印参数设置:选择单壁螺旋打印,喷嘴口径:6mm,打印线宽:8mm,打印层高:2.5mm,底板温度:130℃,打印温度为:235℃,打印速度:65mm/s,采用单壁螺旋打印上外壳样件主体侧壁,可以使单线条打印成型,外观线条均匀,尺寸精度高,每层之间粘接力好。
67.进一步的,所上外壳样件主体顶部2的打印参数设置:双材料支撑打印,主材料打印参数设置:喷嘴口径:6mm,打印线宽:8mm,打印层高:2.5mm,底板温度:130℃,打印温度为:235℃,打印速度:45mm/s,辅助支撑材料6打印参数设置:喷嘴口径:6mm,打印线宽:8mm,打印层高:2.5mm,打印温度为:190℃,打印速度:45mm/s,采用双材料支撑打印上外壳样件顶部,可通过先打印辅助支撑材料6,实现悬空件的打印,实现复杂零件打印。
68.进一步的,步骤三中所述的尼龙粉末选择性激光烧结打印技术采用的打印材料为pa12,打印层厚为110μm,使得制造工艺简单,提高了成型速度,增加了尺寸的精准性。
69.尽管已经示出和描述了本发明的实施例,但本具体实施例仅仅是对本发明的解释,其并不是对发明的限制,描述的具体特征、结构、材料或者特点可以在任何一个或多个实施例或示例中以合适的方式结合,本领域技术人员在阅读完本说明书后可在不脱离本发明的原理和宗旨的情况下,可以根据需要对实施例做出没有创造性贡献的修改、替换和变型等,但只要在本发明的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1