用于制造风扇叶轮的方法与流程
1.本发明涉及一种用于制造风扇叶轮的方法。
背景技术:
2.通过注塑成型工艺生产由塑料材料制成的风扇机叶轮在现有技术中是已知的。这种塑料注塑成型部件需要高质量,以确保在高转速及其产生的离心力时所需的强度。风扇叶轮具有在受到应力时容易破裂的关键区域。这种关键区域特别地是覆盖叶轮叶片的盖板。
3.由于在制造过程中使用注塑成型工艺在塑料材料流动前沿上产生熔接线,因此熔接线区域开裂的风险特别高。因此,将熔接线设置在张力尽可能小的区域是非常重要的。注塑成型工艺的标准化且合规的连接设计和所需的连接数量导致盖板上相应数量的熔接线。因此,将这些熔接线置于低张力区域的可能性受到严重限制。
技术实现要素:
4.因此,本发明的目的是提供一种使用塑料注塑成型工艺生产风扇叶轮的方法,其减少了在熔接线区域中容易开裂的趋势。
5.该目的通过根据权利要求1的技术特征的组合实现。
6.根据本发明,提出一种用于制造风扇叶轮的方法,所述风扇叶轮具有多个叶轮叶片和覆盖所述叶轮叶片的盖板,其中所述风扇叶轮在注塑工具中使用级联注塑工艺由塑料材料注塑而成。为此,注塑工具包括多个截流喷嘴,特别是针形截流喷嘴,用于在不同的连接位置处供应塑料材料,所述截流喷嘴具有不同的打开时间以进行级联注塑成型工艺。根据本发明,所述截流喷嘴的数量被确定取决于所述叶轮叶片数量。
7.级联注塑成型工艺是本领域技术人员已知的。级联注塑成型工艺是一种顺序注塑成型,其中使用多个截流喷嘴,这使得可以在多个浇口上填充成型塑料成型部件。还已知在级联注塑成型工艺中使用热流道系统以保持塑料模塑料为液态。
8.基本上,级联注塑成型工艺的特点在于,特别有利地设定注塑工具中型腔的填充,因为截流喷嘴的打开时间可以通过控制器单独设定。将塑料材料注射到注塑工具的型腔中最初仅通过特定的截流喷嘴进行。产生的熔体前沿流动并到达下游截流喷嘴,该下游的截流喷嘴打开或仅随后打开。因此,截流喷嘴以类似级联的方式连续地打开。塑料熔体现在通过连续打开的截流喷嘴流入型腔。一方面,级联技术减少了熔接线的数量,另一方面,熔接线可以流过稍后打开的截流喷嘴,甚至可以完全消除或至少明显提高质量。
9.根据本发明,使用用于制造风扇叶轮的级联注塑成型工艺是为了减少或消除盖板上关于强度关键区域中的熔接线。截流喷嘴的数量取决于连接到盖板上的叶轮叶片的数量,以便通过截流喷嘴注入的塑料材料的熔体前沿溢出盖板和叶轮叶片之间的连接点,并且由于在级联注塑工艺中截流喷嘴的打开时间不同,因此在盖板上没有产生熔接线。由此增加了强度并减少了基于弱点的开裂倾向。
10.有利的实施例是,将不同的连接位置分配给盖板。特别有利的是,分配给盖板的不同连接位置使得:在轴向投影中观察,盖板的连接位置在圆周方向上分别位于叶轮叶片之间。沿着风扇叶轮的旋转轴线观察,盖板和叶轮叶片彼此轴向邻接。叶轮叶片可以以直线延伸,也可以沿圆周方向向前或向后弯曲地延伸。然而,连接位置优选以如下方式确定:即,它们不延伸到盖板和叶轮叶片之间的连接线,而是与该连接线相距一定距离。
11.在所述方法的一种实施方式中还规定,在叶轮叶片的数量为偶数的情况下,截流喷嘴的数量对应于叶轮叶片的数量。例如,在风扇叶轮上沿圆周方向布置六个叶轮叶片的情况下,在圆周方向上以相同的距离也分别设置六个截流喷嘴。这可确保截流喷嘴通过其不同的打开时间而消除所有熔接线。
12.所述方法的独特之处还在于,在叶轮叶片的数量为奇数的情况下,截流喷嘴的数量大于叶轮叶片的数量。特别地,有利的实施例规定,在叶轮叶片的数量为奇数的情况下,截流喷嘴的数量是叶轮叶片数量的两倍。例如,在风扇叶轮上沿圆周方向布置五个叶轮叶片的情况下,在圆周方向上分别以相同的距离设置十个截流喷嘴。这样可以在截流喷嘴的打开时间错开的情况下实现完整的流注,从而消除所有焊接线。
13.所述方法的进一步发展的独特之处在于,多个截流喷嘴分别被分成多个级联组,并且级联组具有彼此连续的截流喷嘴的打开时间。通过将截流喷嘴分配到级联组,可以通过控制器分组地控制截流喷嘴的打开时间。这意味着,例如,对于具有六个叶轮叶片的风扇叶轮,最初六个截流喷嘴中的三个同时打开,然后其他三个截流喷嘴在指定的时间期限后打开,以便塑料材料注入来自首先打开的截流喷嘴的塑料材料的熔体前沿,并去除熔接线。
14.一个特别有利的实施例的独特之处在于,一个级联组的截流喷嘴精确地定位在由另一级联组的截流喷嘴供应的塑料的熔接线所在的位置。因此,截流喷嘴的级联组的布置与相应的风扇叶轮和相应数量的叶轮叶片精确配合。
15.所述方法特别涉及一种径流式风扇叶轮。优选地使用纤维增强塑料材料作为塑料材料。
16.此外,本发明包括根据上述方法生产的风扇叶轮,其具有任选的底板、叶轮叶片和盖板。
附图说明
17.本发明的其它有利改进在从属权利要求中表征或在下面参照附图连同本发明的优选实施例的描述一起更详细地示出。其中示出:
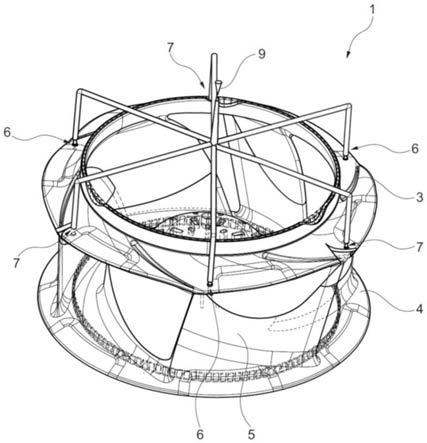
18.图1示出第一实施例变体中的风扇叶轮的透视图;
19.图2示出第二实施例变体中的风扇叶轮的透视图。
具体实施方式
20.图1示出第一实施例变体中的风扇叶轮1的透视图,其具有底板4、盖板3和轴向形成在它们之间的叶轮叶片5。该示例性实施例涉及设计成具有六个叶轮叶片5的径流式风扇的风扇叶轮1。尽管在图1中示出了底板4,但是也可以生产没有底板的风扇叶轮。
21.风扇叶轮1通过所述方法使用级联注塑成型工艺在注塑成型工具由热塑性塑料材料制造。对于具有六个叶轮叶片5的叶轮1,设置六个针形截流喷嘴6、7作为用于优选地通过
热流道系统供应塑料材料的连接位置,并且供应装置9设置在圆周方向上等距间隔开的连接位置处,塑料材料通过供应装置注入注塑工具的型腔。
22.针形截流喷嘴6、7的连接位置分配给盖板3,亦即,液态塑料材料被送入形成盖板3的区域。在圆周方向上观察,针形截流喷嘴6、7的连接位置位于叶轮叶片5之间,亦即,在轴向投影中观察时,其邻近而非到达叶轮叶片5和盖板3的连接线。在风扇叶轮1的制造过程中,液态塑料材料因此沿圆周方向流过盖板3的区域,该区域代表叶轮叶片5和盖板3的连接线。
23.针形截流喷嘴6、7被分成两个级联组,设置有附图标记6的针形截流喷嘴6形成第一组,设置有附图标记7的针形截流喷嘴7形成第二组。针形截流喷嘴6、7的两个级联组具有相互连续的打开时间,使得当第二级联组的针形截流喷嘴7打开时,来自第一级联组的针形截流喷嘴6的液态塑料材料的熔体前沿均流过第二级联组的针形截流喷嘴7。第二级联组的针形截流喷嘴7准确地定位在从第一级联组的针形截流喷嘴6供应的塑料材料的熔接线所在的位置。
24.图2示出风扇叶轮1的替代的示例性实施例。其特征与图1的实施例基本上相同,但叶轮叶片5的数量和与针形截流喷嘴6、7的连接位置不同。风扇叶轮1包括并非六个、而是只有五个叶轮叶片5,即奇数个风扇叶轮。为了以与根据图1的实施例中相同的方式消除熔接线的形成,连接点和针形截流喷嘴6、7的数量是叶轮叶片5的数量的两倍。在此,塑料材料也通过由形成两个级联组的针形截流喷嘴6和针形截流喷嘴7在时间上连续地以级联注塑的方式注射到叶轮叶片5之间,从而消除熔接线。
25.本发明的实施不限于上面指定的优选示例性实施例。相反,即使在根本不同的设计的情况下,也可以设想使用所示解决方案的多种变体。例如,所述方法也可用于具有或不具有底板的轴向风扇叶轮。优选的纤维增强热塑性塑料材料也可用作塑料材料。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1