拉挤板式主梁的堆叠方法、胀紧工装及叶片的成型方法与流程
本技术涉及风电,特别是涉及一种拉挤板式主梁的堆叠方法、胀紧工装及叶片的成型方法。
背景技术:
1、近年来,风电的发展极大地推动了叶片的发展。不仅开发低风速风电使得叶片越来越长,而且如何将某一功率等级的叶片在基本保持原重量情况下提升应用风区等级以及研发更大功率叶片都成为研究的重点。随着叶片越做越大,材料用量也在增加,重量也越大,这就要求机组载荷也要增加,导致风机成本居高不下。
2、为了适应市场竞争,降低机组载荷水平,就要求叶片轻质、高强、低成本,因此,玻纤拉挤板在主梁上的设计应用应运而生。通过优化叶片结构设计,主梁采用多个拉挤板堆叠方式形成,在不牺牲结构安全性的基础上,可实现叶片减重,并提高叶片生产效率,节省掉叶片主梁模具,实现叶片工艺的降本提效。
3、已有的拉挤板式主梁的堆叠方法,拉挤板在胀紧或者释放的过程中容易发生窜动,影响主梁的堆叠质量。
技术实现思路
1、本技术实施例提供一种拉挤板式主梁的堆叠方法、胀紧工装及叶片的成型方法,拉挤板式主梁的堆叠方法能够满足成型要求,且能够降低拉挤板在胀紧或者释放过程中发生窜动的概率,保证主梁的堆叠质量。
2、一方面,根据本技术实施例提出了一种拉挤板式主梁的堆叠方法,包括:
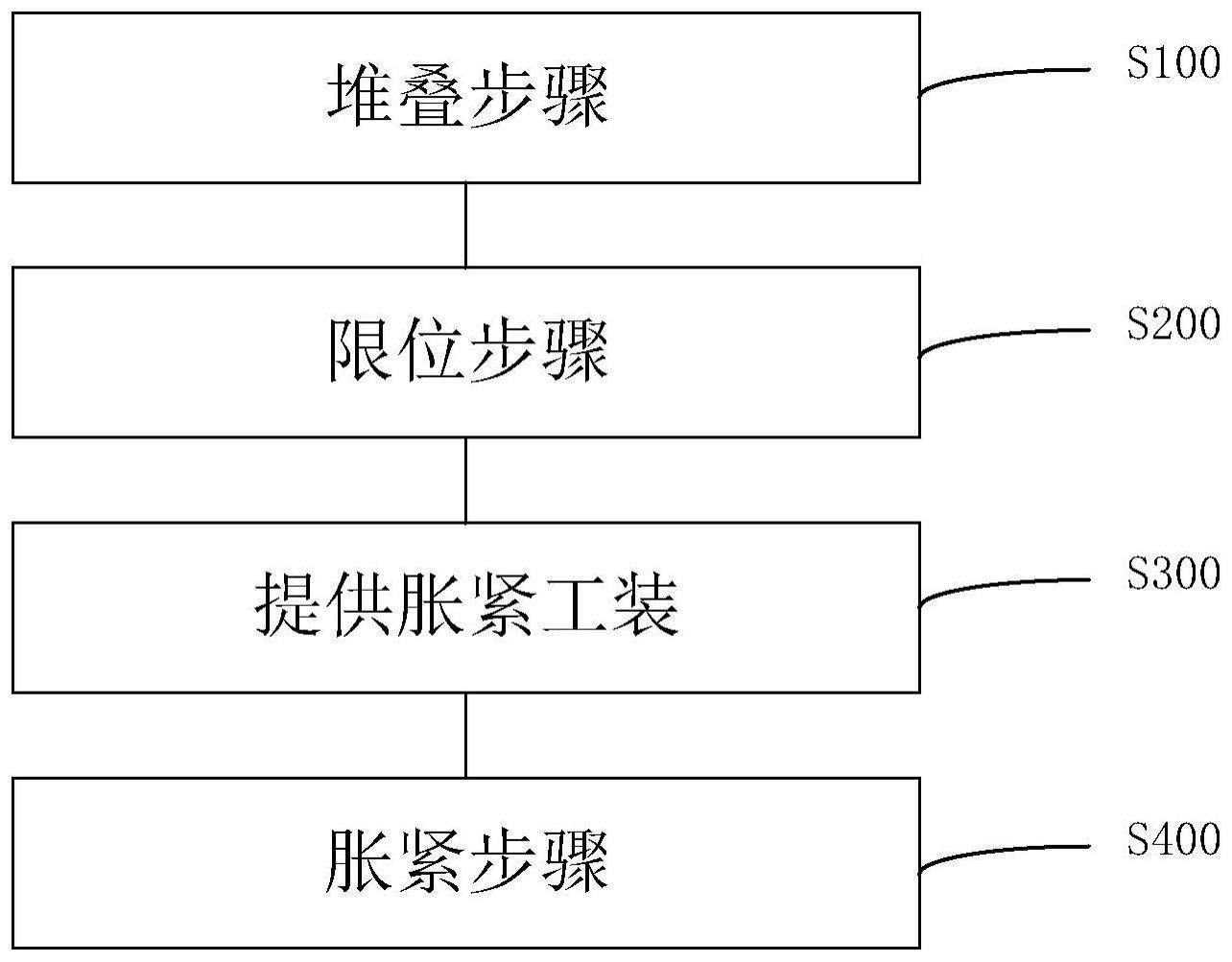
3、堆叠步骤,将待堆叠的多个拉挤板堆垛形成多个沿第一方向间隔分布的堆叠体,每个堆叠体包括两个以上层叠设置的拉挤板,每个堆叠体包括的两个以上拉挤板的层叠方向与第一方向相交;
4、限位步骤,在至少一个堆叠体位于第一方向上的端部设置限位部件,以限制至少部分数量的拉挤板在第一方向上窜动,限位部件与各堆叠体共同形成堆叠组合件;
5、提供胀紧工装步骤,胀紧工装包括承载部件以及压紧部件,承载部件包括安装平台以及柔性承接带,安装平台与柔性承接带共同围合形成承载空腔,压紧部件能够至少部分伸入承载空腔内;
6、胀紧步骤,将堆叠组合件放置于承载空腔并位于柔性承接带上,通过压紧部件压持堆叠组合件面向安装平台的一侧,以与柔性承接带共同胀紧堆叠组合件。
7、根据本技术实施例的一个方面,限位步骤包括:
8、沿第一方向,在每相邻两个堆叠体之间设置限位部件;
9、将每个限位部件与至少一个堆叠体固定,各限位部件与各堆叠体共同形成堆叠组合件。
10、根据本技术实施例的一个方面,将每个限位部件与至少一个堆叠体固定的步骤包括:
11、将限位部件与堆叠体粘接连接,以固定限位部件与堆叠体。
12、根据本技术实施例的一个方面,限位部件包括相交设置并相互连接的第一限位体以及第二限位体,限位步骤包括:
13、将第一限位体抵压在堆叠体在第一方向上的端部,并使得第二限位体抵压在至少一个拉挤板在层叠方向上的端面。
14、根据本技术实施例的一个方面,每个限位部件所包括的第一限位体以及第二限位体的数量均为一个,第二限位体在第一方向上至少一端凸出于第一限位体设置,限位部件整体呈t形或者l形。
15、根据本技术实施例的一个方面,每个限位部件所包括的第二限位体的数量为两个以上,两个以上第二限位体间隔设置,限位部件整体呈工形或者鱼骨形。
16、根据本技术实施例的一个方面,每个限位部件所包括的第一限位体以及第二限位体的数量均为两个,限位部件整体呈四边形,限位部件包围至少一个堆叠体设置。
17、根据本技术实施例的一个方面,安装平台沿第一方向具有相对的第一端以及第二端,柔性承接带的一侧连接于第一端且另一侧连接于第二端,压紧部件包括多个沿第一方向间隔分布的压紧单元,压紧单元包括压紧件以及与压紧件连接的调节件,调节件连接于安装平台并能够驱动所连接的压紧件向靠近或者远离柔性承接带的方向运动;
18、胀紧步骤包括:
19、将堆叠组合件放置于承载空腔并位于柔性承接带上;
20、将每个压紧单元的压紧件压持在沿第一方向相邻设置的两个堆叠体的拼缝处;
21、调节调节件与安装平台的相对位置,使得压紧件对堆叠组合件的压持力达到预设阈值范围,以胀紧堆叠组合件。
22、根据本技术实施例的一个方面,压紧件呈弧形板状并向背离安装平台的一侧凸出,压紧件在第一方向上的延伸尺寸l1与压紧件向背离安装平台的一侧的凸出尺寸h1的比值为20~50;
23、将每个压紧单元的压紧件压持在沿第一方向相邻设置的两个堆叠体的拼缝处的步骤包括:
24、将每个压紧单元的背离安装平台凸出的部分压持在沿第一方向相邻设置的两个堆叠体的拼缝处。
25、根据本技术实施例的一个方面,调节件包括与安装平台连接的调节螺杆,压紧件连接于调节螺杆并与调节螺杆球铰接;
26、调节调节件与安装平台的相对位置,使得压紧件对堆叠组合件的压持力达到预设阈值范围,以胀紧堆叠组合件的步骤包括:
27、旋拧各压紧单元的调节螺杆,使得压紧件向远离安装平台的方向运动,以胀紧堆叠组合件。
28、根据本技术实施例的一个方面,压紧部件包括压紧块,压紧块具有相对设置的压紧面、背面以及连接在压紧面与背面之间的过渡面;
29、胀紧步骤包括:
30、将堆叠组合件放置于承载空腔并位于柔性承接带上;
31、将压紧部件的压紧面压持在堆叠组合件面向安装平台的一侧,以胀紧堆叠组合件。
32、根据本技术实施例的一个方面,压紧面为向背离安装平台一侧凸出的弧形面,压紧面在第一方向上的长度尺寸h2与压紧面向背离安装平台一侧凸出的凸出尺寸l2的比值为50~100;
33、将压紧部件的压紧面压持在堆叠组合件面向安装平台的一侧,以胀紧堆叠组合件的步骤包括:
34、将压紧部件的压紧面背离安装平台的一侧凸出的部分压持在堆叠组合件面向安装平台的一侧。
35、通过上述设置,使得压持在堆叠组合件的表面为弧形面,并使得压紧面在第一方向上的长度尺寸h2与压紧面向背离安装平台一侧凸出的凸出尺寸l2的比值为50~100,保证其胀紧后的堆叠组合件的形状利于与形成叶片的叶片模具形状相匹配,在此基础上,还能够保证压紧部件与堆叠组合件的接触面积,避免压紧面两端翘曲,保证贴合的紧密性,进而保证胀紧强度需求。
36、根据本技术实施例的一个方面,堆叠方法还包括:
37、通过胀紧工装将胀紧后的堆叠组合件转移至叶片的壳体的预定位置;
38、调节压紧部件对堆叠组合件的压力,以使得胀紧后的堆叠组合件与壳体的型面随型。
39、另一个方面,根据本技术实施例提供一种胀紧工装,用于胀紧主梁的多个拉挤板,胀紧工装包括:承载部件,包括安装平台以及柔性承接带,安装平台沿第一方向具有相对的第一端以及第二端,柔性承接带的一侧连接于第一端且另一侧连接于第二端,安装平台与柔性承接带共同围合形成承载空腔;压紧部件,设置于承载部件,压紧部件包括多个沿第一方向间隔分布的压紧单元,压紧单元包括压紧件以及与压紧件连接的调节件,压紧件位于承载空腔,调节件连接于安装平台并能够驱动所连接的压紧件向靠近或者远离柔性承接带的方向运动。
40、又一方面,根据本技术实施例提供一种叶片的成型方法,包括:
41、在叶片模具上铺设第一膜层;
42、将上述的堆叠方法胀紧后的堆叠组合件放置于第一膜层的预定位置;
43、在第一膜层上铺设芯材,芯材与胀紧后的堆叠组合件同层设置并挤压堆叠组合件;
44、将胀紧工装与堆叠组合件分离;
45、在堆叠组合件与芯材背离第一膜层的一侧铺设第二膜层;
46、向第一膜层与第二膜层之间真空灌注胶液。
47、根据本技术实施例的又一个方面,在在第一膜层上铺设芯材,芯材与胀紧后的堆叠组合件同层设置并挤压堆叠组合件的步骤之前,还包括:
48、调节压紧部件对堆叠组合件的压力,以使得胀紧后的堆叠组合件与叶片模具的型面随型。
49、根据本技术实施例提供的一种拉挤板式主梁的堆叠方法、胀紧工装及叶片的成型方法,堆叠方法包括堆叠步骤、限位步骤、提供胀紧工装步骤以及胀紧步骤,通过堆叠步骤将多个拉挤板堆垛形成沿第一方向间隔分布的堆叠体,通过限位步骤在至少一个堆叠体位于第一方向上的端部设置限位部件,以限制至少部分数量的拉挤板在第一方向上窜动,然后通过胀紧工装对限位部件与各堆叠体共同形成堆叠组合件进行胀紧,拉挤板式主梁的堆叠,通过该堆叠方法,能够通过限位部件对相应堆叠体的拉挤板进行限位,避免拉挤板在胀紧或者释放的过程中发生窜动,有效的保证主梁的成型质量。
- 还没有人留言评论。精彩留言会获得点赞!