一种海绵及其制备工艺的制作方法
1.本发明涉及海绵生产技术领域,更具体的说是一种海绵及其制备工艺。
背景技术:
2.人们常用的海绵由木纤维素纤维或发泡塑料聚合物制成;目前,市场上用于清洁地面、厨具、家具的清洁用具较多,如植物纤维布、金属丝球和海绵等,金属丝球容易扎人,也容易损伤被擦拭物,因此,不适合用来清洁木地板和家具,植物纤维布柔软,但清洁效果差,擦拭物表面容易残留赃物,但是目前的海绵耐高温性能差。
技术实现要素:
3.为克服现有技术的不足,本发明提供海绵及其制备工艺,可以制备出耐高温性能强的海绵。
4.本发明解决其技术问题所采用的技术方案是:
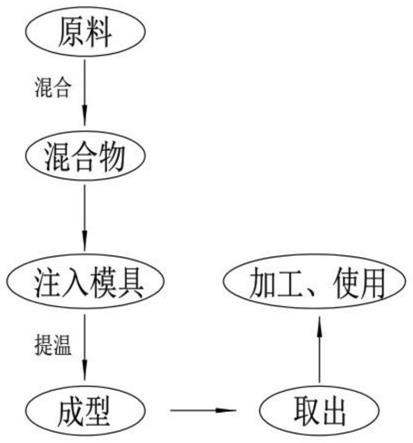
5.一种海绵及其制备工艺,该工艺包括以下步骤:
6.步骤一:将制备装置清理干净并架设至水平状态;
7.步骤二:将原料添加到制备装置当中,并在常温下进行混合,得到混合物;
8.步骤三:将混合物注入到制备装置当中并在45~60℃的温度下进行成型,得到海绵块;
9.步骤四:将海绵块取出之后进行加工使用。
10.进一步的所述步骤一的制备装置包括混合桶和搅拌轴,以及驱动搅拌轴进行旋转的电机,以及混合桶上设置的多个注嘴,其中电机固接在混合桶上,搅拌轴转动在混合桶中。
11.进一步的所述制备装置还包括压板,以及压板上设置的开口,以及转动在压板上且能够盖住开口的两个转门,其中混合桶固定在压板上,混合桶与开口连通。
12.所述海绵由以下质量份数的原料组成:聚合物聚醚多元醇10~15份;发泡剂5~8份;泡沫稳定剂2~5份;发泡催化剂3~5份;三元乙丙橡胶2~4份;硅油2~4份;二氯甲烷5~7份;玻璃纤维5~8份。
附图说明
13.下面结合附图和具体实施方法对本发明做进一步详细的说明。
14.图1为本发明中的海绵制备工艺的流程图;
15.图2为本发明中混合桶和搅拌轴的结构示意图;
16.图3为本发明中转门和开口的结构示意图;
17.图4为本发明中滑座和滑杆的结构示意图;
18.图5为本发明中压板和开口的结构示意图;
19.图6为本发明中升缩杆和吊板的结构示意图;
20.图7为本发明中外框和铜线的结构示意图;
21.图8为本发明中立柱和外框的结构示意图;
22.图9为本发明中底板和传送带的结构示意图;
23.图10为本发明中制备装置的结构示意图。
具体实施方式
24.参看图1,根据图中所示可以得到加工出海绵的方法流程,首先将制备装置清理干净并架设至水平状态;然后将聚合物聚醚多元醇13份、发泡剂7份、泡沫稳定剂4份、发泡催化剂3份、三元乙丙橡胶3份、硅油3份、玻璃纤维5份和二氯甲烷6份添加到制备装置当中,并在常温下进行混合,得到混合物;其次将混合物注入到制备装置当中并在45~60℃的温度下进行成型,得到海绵块;最后将海绵块取出之后进行加工使用;完成对海绵块的制备;同时玻璃纤维能够增强海绵的强度,并且能够使海绵的耐高温性能增强。
25.参看图2和图3,根据图中所示可以得到制备出混合物的一个示例性工作过程是:
26.所述步骤一的制备装置包括混合桶01和搅拌轴02,以及驱动搅拌轴02进行旋转的电机03,以及混合桶01上设置的多个注嘴04,其中电机03固接在混合桶01上,搅拌轴02转动在混合桶01中;使用的时候,首先要将装有原料的各个储存容器通过管道连接在多个注嘴04上,通过多个注嘴04将多种原料添加到混合桶01中,然后使用电机03带动搅拌轴02进行旋转,使搅拌轴02将混合桶01中的多种原料进行搅拌,使多种原料混合在常温的环境下搅拌至均匀状态,得到制备海绵需要的混合物。
27.参看图3和图5,根据图中所示可以得到取出混合物的一个示例性工作过程是:
28.所述制备装置还包括压板05,以及压板05上设置的开口07,以及转动在压板05上且能够盖住开口07的两个转门06,其中混合桶01固定在压板05上,混合桶01与开口07连通,常态下两个转门06转动合在一起将开口07堵住,在得到混合物之后,将混合物从混合桶01中取出的时候,只需要打开两个转门06,使及混合物直接通过开口07流出来,完成将混合物的取出。
29.参看图3和图5,根据图中所示可以得到实现自动控制两个转门06的一个示例性工作过程是:
30.所述制备装置还包括两个滑座08,以及固接在压板05上的两个滑杆09,以及供两个滑座08进行滑动的两个滑道10,其中两个滑座08分别滑动在两个滑杆09上,两个转门06分别滑动在两个滑座08中;所述制备装置还包括两个分别固定在两个滑座08上端的两个齿条11,以及用于带动两个齿条11移动的齿轮12,其中齿轮12转动在压板05上,并且齿轮12由减速电机带动旋转,所以在使用的时候,只需要使用减速电机带动齿轮12逆时针旋转,齿轮12便会啮合带动两个齿条11移动,使两个齿条11分别带动两个滑座08在两个滑杆09上向着靠近混合桶01的方向移动,从而使两个滑座08在两个滑道10的限制下水平移动起来,两个滑座08便会带动两个转门06从水平状态下向下转动,使两个转门06将开口07打开,使混合物顺利流下,从而实现自动控制,节省人力;
31.当减速电机带动齿轮12顺时针旋转的时候,便会使两个滑座08向着远离混合桶01的方向移动,从而使两个转门06转动到水平状态将开口07堵住。
32.参看图6和图10,根据图中所示可以得到使海绵成型的时候上表面被压平的一个
示例性工作过程是:
33.现有的技术当中,都是将海绵在成型的时候放置在上部敞开的模具当中,从而在海绵成型之后,海绵上部的形状为不规则的曲面形状,在后续的使用当中还需要对不规则的曲面形状进行整理;而本技术中所述制备装置还包括两个升缩杆14,以及固定在两个升缩杆14上的两个吊板15,其中压板05滑动在两个吊板15,所以在海绵成型的时候,只需要使用两个升缩杆14带动压板05下降,使压板05位于海绵成型模具的上端,使海绵在成型的时候受到压板05的限制,使海绵成型之后上表面为平整的平面;同时因为海绵在成型的时候,混合物会膨胀,所以压板05能够在两个吊板15上滑动,从而能够实现混合物膨胀的时候能够顶起压板05,使压板05自适应的向上移动,避免压板05导致混合物在膨胀成型的时候限制海绵的成型空间,从而避免导致成型后的海绵的体积被压缩。
34.参看图7和图8,根据图中所示可以得到便于取出海绵的一个示例性工作过程是:
35.所述制备装置还包括外框16,以及固定在外框16上的两个立柱13,其中,底板17的侧面均与外框16的内壁面接触,两个升缩杆14分别固定在两个立柱13上;所以在制备过程中,首先将外框16放置在水平面上,然后使混合物流入到外框16当中,随后便可以使两个转门06堵住开口07,从而使两个转门06和压板05形成一个完整的平面,然后使压板05进入到外框16中,在海绵成型之后,抬起外框16,继续使用两个升缩杆14带动压板05向下,将成型之后的海绵从外框16下方推出来,完成自动取出。
36.参看图7和图8,根据图中所示可以得到组成内腔为矩形模具的一个示例性工作过程是:
37.所述制备装置还包括两个气缸19,以及分别固定在两个气缸19气缸杆上的两个底板17,两个底板17均滑动在外框16下端;在组合成模具的时候,首先使压板05向下移动到外框16当中,然后再使两个气缸19同时带动两个底板17相互靠近,使两个底板17内侧贴靠在一起,将外框16下端堵住,从而使用外框16、两个底板17和压板05共同组成一个用于海绵成型的内腔为矩形模具。
38.参看图8、图9和图10,根据图中所示可以得到控制成型温度的一个示例性工作过程是:
39.所述制备装置还包括外框16的外壁上设置有铜线18,以及固定在外框16下端的传送带20,其中铜线18自备电源;在混合物进入到模具当中成型的时候,使用电源为铜线18通电,来使铜线18温度提高并且将温度传递到外框16上,使外框16温度升高,从而使混合物在成型的过程中温度较高,并且在温度较高的情况下发泡剂和发泡催化剂的活性更强、效果更好;
40.同时在海绵成型之后,通过压板05将成型之后的海绵从外框16当中推出来,使海绵落在传送带20上,便可以利用传送带20输送海绵移动到后续的加工工位上。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1