适于预制件几何形状的串接式压热器的制作方法
1.本公开涉及处理机体或其他高性能部件的领域,并且具体地,涉及这种部件的压热器(autoclave)处理。
背景技术:
2.为了制造由诸如碳纤维增强聚合物(cfrp)这样的复合材料制成的机体或其他高性能部件,利用压热器将未固化的预制件硬化成最终零件。压热器被设计用于在升高的温度和或压力下处理复合材料部件,并通过在压力下将加热气体抽吸到压热器中进行加热。在传统的工厂环境中,压热器本身可以被设计为在相同的处理周期期间适应各式各样的部件几何形状或多个部件。这会造成压热器是大型的,从而需要大量的初始设备投资以及大量的基础成本、安装成本和辅助设备成本。
3.对于大型的压热器,它们的大热质量和用于接纳各种部件几何形状的大容积需要大量使用能量和气体,从而影响了其操作的使用成本。加热受热气体并将其抽吸到压热器中需要大量的时间和能量,并且必须抽吸额外的受热气体并予以保持或补充,直到压热器及其内容物达到了期望的处理温度和处理时间,从而进一步增加了操作成本。
4.鉴于大型压热器被安装在专用基础设施上并使用了需要设置在外壁上的的气体储罐(诸如用于惰性氮气),大型压热器还可能妨碍工厂环境内组装流水线的有效流动。另外,压热器的大型、成本和操作成本使它在所有预硬化制造处理结束时在一个集中位置使用,这是惯例。在连续或移动的流水线制造配置中,运送部件进出压热器不能允许对部件进行优化处理。并且,加热、加压和冷却这种压热器所需的固有时间进一步限制了有效的处理时间和工厂操作。
5.因此,将期望有至少考虑以上所讨论问题中的至少一些以及其他可能问题的方法和设备。
6.wo 2021/032430 a1的摘要指出:“本发明涉及由纤维复合材料(2)制作部件的方法和装置,该方法包括以下步骤:在形成在内模(3)和外模(4)之间的模具空间(9)内,在内模(3)上引入浸渍有基质的纤维的多个层(10,11);将隔膜(6)放置在浸渍有基质的纤维上,从密封住外模,使得在外模(4)和隔膜(6)之间形成空腔(7),该空腔沿着外模的横向表面延伸;并使空腔(7)接受处于大于基质熔点的温度和大于环境压力的压力下的温度可控压力流体,使得温度可控压力流体以该压力作用到隔膜上。为了制作具有特别光滑的无台阶表面的带有至少一个增强层的部件,提议将具有较小延伸部和主导地以平行方式对准的至少一个增强层(11)局部地放置在基体层(10)的面对外模(4)侧的部分上。随后,平均粗糙度深度小于1.0μm优选地小于0.1μm的隔膜(6)对空腔中的部件(2)施加设定的压力。”7.us 4 997 511a的摘要指出“用于大量制作复合材料产品的方法和设备包括:新型压热器,其具有圆柱形真空室;圆柱形压缩室,其围绕真空室;可重复使用的柔性隔膜,其限定真空室和压缩室之间的边界;以及用于在隔膜和压缩室之间供应热和压力的装置。芯或心轴被用纤维增强树脂包裹并放置压热器中,位于柔性隔膜内。另选地,零件铺设可以通过
用可消耗的收缩带包裹而夹在弹性衬板和硬质工具之间,以适应在它们的整个长度上具有恒定或几乎恒定横截面的各种零件形状。然后,将压热器密封并排空,从而由于压缩室中的大气压或较高压力,致使隔膜将树脂层抵着其芯或心轴压缩。然后,加热压热器,以使树脂固化。随后,将压热器开封并取出成品,使压热器立即可供重复使用。”
技术实现要素:
8.本文中描述的实施方式提供了接纳在连续生产线制造过程的一部分中铺设的预制件的压热器。压热器被确定尺寸以接纳特定类型的预制件,并包括与预制件所限定的轮廓对应的内表面。一个技术益处是减少了在压热器内受热的体积量和质量,从而减少了循环时间并提高了效率。此外,本文中描述的压热器可以使得硬化后的复合材料零件通过在进入压热器的相同方向上移动而离开。这节省了工厂地板上的空间,从而减少了花费。
9.下面,可描述其他例示性实施方式(例如,与前述实施方式相关的方法和计算机可读介质)。已讨论的特征、功能和优点可在各种实施方式中独立地实现或者可在其他实施方式组合,可参照以下描述和附图发现这些方面的其他细节。
附图说明
10.现在,只以举例方式参照附图来描述本公开的一些实施方式。在所有附图上,相同的附图标记表示相同的元件或相同类型的元件。
11.图1是例示性实施方式中的包括压热器的流水线组装系统的框图。
12.图2是例示了例示性实施方式中的操作流水线组装系统以硬化预制件的方法的流程图。
13.图3是例示性实施方式中的预制件正被插入压热器中的立体图。
14.图4是例示性实施方式中的压热器的立体图,其中,铺设心轴已被插入压热器中。
15.图5a至图5c是例示性实施方式中的图4的压热器的视图。
16.图5d是例示性实施方式中的用于翼板的其他铺设心轴和压热器的视图。
17.图5e描绘了例示性实施方式中的用于压热器的各种密封方案。
18.图6是例示性实施方式中的包括用于密封于压热器的扩展区域的铺设心轴的侧视图。
19.图7是例示性实施方式中的压热器和准备工位的俯视图。
20.图8至图12是例示了例示性实施方式中的操作铺设心轴和互补压热器的其他技术的流程图。
21.图13描绘了例示性实施方式中的将预制件移出洁净室的方法。
22.图14是例示性实施方式中的航空器制造和维修方法的流程图。
23.图15是例示性实施方式中的航空器的框图。
具体实施方式
24.附图和以下描述提供了本公开的特定例示性实施方式。因此,将理解,本领域的技术人员将能够设计出尽管未在本文中明确描述或示出但实施本公开的原理并且被包括在本公开的范围内的各种布置。此外,本文中描述的任何示例旨在帮助理解本公开的原理,并
且将被解释为不限于这种具体阐述的示例和条件。因此,本公开不限于下述的特定实施方式或示例,而是受权利要求书限制。
25.机体可以作为复合材料零件来实现。诸如碳纤维增强聚合物(cfrp)零件这样的复合材料零件初始地铺设成多个层,所述多个层一起被称为预制件。预制件的每层内的个体纤维彼此平行对准,但不同层可以表现出不同的纤维取向,以便增加最终复合材料零件沿着不同维度的强度。另选地,预制件也可以包括具有无规则或不连续纤维的织造纤维织物或材料。预制件可以包括粘性树脂,该粘性树脂固化以便将预制件硬化成复合材料零件。用未固化的热固性树脂或热塑性树脂浸渍的碳纤维被称为“预浸料”。其他类型的碳纤维包括“干纤维”,它没有被用热固性树脂浸渍,但可以包括增粘剂或粘结剂。可以用树脂注入干纤维,之后进行固化。对于热固性树脂,硬化是被称为固化的单向过程,而对于热塑性树脂,如果树脂被重新加热,则它可以达到粘性形式。
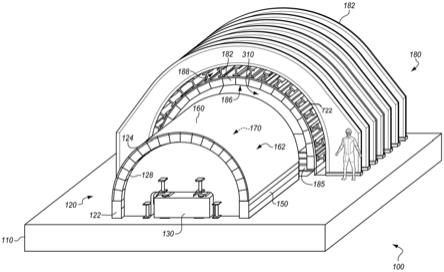
26.图1是在例示性实施方式中的流水线组装系统100的框图,流水线组装系统100包括用于将预制件硬化(即,固化热固性预制件、重新加热和固结热塑性预制件)成复合材料零件的压热器180。流水线组装系统100包括可操作以在处理方向179上将用于机身的半筒段(或机身的包括蒙皮和桁条的其他弓形段)的预制件170迭代地有节凑地驱动的任何系统、装置或部件。在该实施方式中,流水线组装系统100包括经由施加热和压力使预制件170硬化的压热器180。
27.预制件170被铺设到铺设心轴120上,铺设心轴120沿着工厂地板110在处理方向179上前进,并由自主引导载具(agv)130驱动或者沿着通向压热器180的轨道132驱动。铺设心轴120包括周缘121。衬板160(或真空袋)被放在预制件170上方,并遵循预制件170的轮廓162。铺设心轴120的铺设表面123(参见图5a)限定了预制件170的轮廓162。衬板160将预制件170密封于铺设心轴120,之后将铺设心轴120密封于压热器180的内表面186。在该实施方式中,衬板160经由真空被密封于铺设心轴120(例如,经由铺设心轴120内部的真空系统),这造成预制件170被施加固结力。在其他实施方式中,利用真空袋(例如,真空袋714)执行该任务。
28.在操作期间,铺设心轴120通过入口722被驱动进入压热器180的中空部分(例如,通道189)中。当铺设心轴120被插入压热器180中时,铺设心轴120和压热器180连同周缘密封件150和衬板160一起限定用于预制件170的压力室187(本文中被称为真空室、压力室、加压室或密封室)。在铺设心轴120处的周缘密封件150密封住压热器180的内表面186,这致使压热器180和铺设心轴120一起形成压力室187,预制件170在压力室187中被加热。也就是说,周缘密封件150将铺设心轴120的周缘121密封于压热器180的内表面186。在该实施方式中,铺设心轴120还包括间隙密封件124,间隙密封件124可以包括刚性或其他热屏障,该热屏障用于通过夹持到压热器180来密封间隙310(例如,弓形间隙)以形成压力室187(即,能够支持不同于大气量的压力的任何密封/可密封室)。间隙密封件124经由铰链125安装到铺设心轴120。间隙密封件124可以形成弓形形状,并可以包括刚性的材料段。尽管讨论了铰链安装的间隙密封件124,但它们只是在压热器180中进行密封的一个实施方式,并且可以利用其他类型的密封件来接合铺设心轴120、衬板160和压热器180,以便形成压力室187。
29.因为压热器180的内表面186遵循预制件170的轮廓162,所以它与轮廓162互补,并与轮廓162仅分开小距离(例如,间隙310)(例如,小于25.4cm(10英寸),诸如,小于5.08cm(2
英寸))。这意味着,施加到压力室187的热和压力被施加到比传统压热器中小的容积,从而增加了加热效率和硬化速度。这也意味着,压热器180具有较小的热质量,并且可以使用较小的设备件对压热器180加压(例如,用氮气或其他惰性流体)。
30.加热器182设置在压热器180内的绝缘护罩188下方。在该实施方式中,绝缘护罩188包括叶片184,叶片184为压热器180提供结构增强,并在压热器180完成加热循环之后,促进热的散发。压热器180处的加热器182和铺设心轴120处的加热器122可以包括增加室的温度的辐射加热器。在一个实施方式中,加热器122/182被分区控制,以确保在预制件170的整个表面上,温度均匀地保持在预期范围内。通过逐区地连续监测和调整由加热器122/182施加的热量,在整个预制件170内,精确地控制预制件170的温度。
31.加热器122/182分别通过绝缘护罩188和绝缘护罩128与压热器180的外部和铺设心轴120的内部绝缘。绝缘护罩128/188可以包括真空密封的或其他热绝缘的区域。压力系统190例如通过在压力室187内抽真空或增加压力室187的压力来在硬化/处理期间控制压力室187处的压力。在该实施方式中,还提供用于将受热气体驱动到形成在铺设心轴120、压热器180、周缘密封件150和衬板160之间的真空室187中的通风口183。在铺设心轴120和压热器180处包括加热器122/182减小了加热器122/182与预制件170之间的距离,从而增加了热传递效率。使用具有极少过量容积的“合适大小的”压力室187确保了流水线组装系统100使用更少的气体(例如,氮气或其他惰性流体),从而减少了材料成本还有热循环时间。本文中讨论的压力室187由此减少了压热器结构的热质量和复杂度,从而减少了需要储存的加压气体量。
32.在一些实施方式中,气囊199设置在预制件170处,并在结构上支撑预制件170的任何合适的中空内部170-1(例如,设置在预制件170处的帽形桁条的中空内部170-1),由此防止了中空内部170-1在处理期间塌缩。因此,气囊199设置在用于固结预制件170的衬板160或真空袋的下面。以这种方式,气囊199支撑预制件170的中空内部170-1,以防由压热器180施加的压力引起的压实。
33.气囊199与由压热器180形成的压力室187连通,这意味着当压力室187被加压时,气囊199也被加压并因此膨胀。以这种方式,气囊199经由来自压力室187的压力而膨胀。
34.在加热之后,在压热器180处的叶片184促成将压热器180冷却到搬运温度,在该搬运温度下,在处理方向179上去除铺设心轴120和复合材料零件714,并且可以从上游插入下一个铺设心轴120。在其他实施方式中,两个铺设心轴120串行或串联布置,并同时被放置到压热器180中。在这样的实施方式中,各铺设心轴120可以密封于压热器180,以封闭压热器180的不同的门/入口(例如,入口722或出口724)。然后,将所述下一个铺设心轴120插入压热器180中,并重复该过程。使得铺设心轴120能够限定压热器180的室187的部分边界的该独特的技术布置节省了能量和时间二者。此外,因为压热器180具有比传统压热器小的热质量,所以它可以被快速加热和冷却,从而减少了循环时间并增加了生产量。
35.在该实施方式中,压热器180本身形成洁净室环境177和组装区域/环境178(其不作为洁净室环境操作)之间的边界或门控通道189的一部分。例如,压热器180可以被放置通过防止灰尘进入洁净室环境177的边界192(诸如护罩或壁),使入口722处于洁净室环境177中。因此,压热器180形成洁净室环境177的边界的一部分。在完成将预制件170处理成复合材料零件714之后,复合材料零件经由出口724离开压热器180并进入组装区域178。
36.为了重申以上内容,压热器180包括内表面186,内表面186被配置为可滑动地接纳铺设心轴120,并被配置为在铺设心轴120已被可滑动地接纳之后与铺设心轴120组合形成压力室187,并且压热器180还限定了由内表面186限定的弓形或波状间隙310,间隙310被配置为接纳密封件124,密封件124将铺设心轴120密封于内表面186。铺设心轴120限定了预制件170的轮廓,并包括周缘密封件150和间隙密封件124,周缘密封件150在铺设心轴120滑动进入压热器180中时将铺设心轴120密封于压热器180,间隙密封件124在铺设心轴120滑动进入压热器180中之后密封铺设心轴120与压热器180之间的间隙310(例如,弓形间隙)。以这种方式,弓形铺设心轴120和弓形压热器180形成互补的弧。
37.在一个实施方式中,预制件170在压热器180中被加热,压热器180作为专用工位进行操作,该专用工位具有与机身的半筒段的长度对应的全长脉冲。因此,在压热器180之前可以有供铺设的组装线,并且在压热器180之后可以有组装线,上半筒段和下半筒段在组装线上是串联的。当下半筒段在上半筒段的下游时,下半筒段在对应的上半筒段之前接收每种类型的工作。例如,下半筒段可以在上半筒段之前硬化,在上半筒段之前接纳框架等。在一个实施方式中,上半筒段和下半筒段在串联压热器中共同固化,但下半筒段离开压热器并先进入组装线。在一个实施方式中,由同一压热器180同时处理两个半筒段。用于半筒段的铺设心轴120串联布置并一起或独立地密封于压热器180并同时被处理。
38.包括处理器197-1和存储器197-2的控制器197管理本文中描述的各种部件(例如包括加热器122/182、压力系统190、压热器180等)的操作,以执行本文中描述的方法。在一个实施方式中,控制器110被实现为定制电路,实现为执行存储在存储器中的编程指令的硬件处理器或者其某种组合。
39.将针对图2讨论紧流水线组装系统100的操作的其他细节。对于该实施方式,假定铺设心轴120接纳了预制件170,并且预制件170经由施用衬板160而密封到铺设心轴120上。因此,预制件170准备好硬化成复合材料零件714。
40.图2是例示了例示性实施方式中的操作流水线组装系统以硬化预制件的方法的流程图。参考图1的流水线组装系统100描述方法200中的步骤,但本领域的技术人员将理解,可以在其他系统中执行方法200。本文中描述的流程图中的步骤并没有都被包括在内,可以包括未示出的其他步骤。也可按替代顺序执行本文中描述的步骤。此外,尽管本文中的步骤是针对半筒段描述的,但它们可以应用于机身的任何合适的弓形段,诸如全筒段、四分之一筒段或其他段尺寸。在其他实施方式中,压热器被确定尺寸以硬化任何合适的结构,诸如翼板、梁、框架、地板梁、安定面、门等。在这种情况下,压热器的绝缘护罩188被确定大小和形状以与用于这些部件的铺设心轴120的轮廓互补,并周缘密封件150用来将铺设心轴120密封于压热器180。在一个实施方式中,在密封之前,将一个或更多个气囊199设置在预制件170处(可选步骤200-1)。这些气囊199在结构上支撑预制件170的一个或更多个中空内部170-1。
41.步骤201包括将衬板160在预制件170的顶部密封于铺设心轴120。这包括用胶带粘粘、抽吸粘附、真空密封或以其他方式将衬板160固定在预制件170上,同时防止气流跨衬板160到达预制件170。步骤202包括将承载预制件170的铺设心轴120在处理方向179上推进。这可以包括经由agv 130驱动铺设心轴120或者经由与压热器180联接的轨道132推进铺设心轴120。在一个实施方式中,铺设心轴120已经在处理方向179上前进通过了多个铺设工位
以及预备工位,在该预备工位处,预制件170被密封于铺设心轴120。这可以包括在将衬板160密封于铺设心轴120之后驱动铺设心轴120进入压热器180中。在这样的实施方式中,衬板160本身作为用于预制件170的真空袋操作。
42.步骤204包括对准铺设心轴120以便插入压热器180中,压热器180具有遵循预制件170的轮廓162/与预制件170的轮廓162互补的内表面186。这可以包括将铺设心轴120放置到某个位置中,使得在处理方向179上驱动铺设心轴120导致铺设心轴120经由入口722插入压热器180中。因此,与本身限定压力室的所有壁/边界的压热器不同,方法200中的压热器180与铺设心轴120和任何周缘密封件150、间隙密封件124和/或护罩128一起形成压力室187。密封件和/或护罩与压热器护罩188接合,压热器护罩188可以在工厂地板处纵向开口。
43.在步骤206中,agv 130(或拖车或手动推车)在处理方向179上驱动铺设心轴120经由入口722进入压热器180中,由此将预制件170嵌套到压热器180的内表面186。这可以包括:将周缘密封件150与内表面186处的互补特征185(例如,凹槽或突起)对准;并且将周缘密封件150与内表面186处的互补特征185配合以形成气密边界。在其他实施方式中,通过谨慎确定周缘密封件150的尺寸,在不需要互补特征185的情况下形成气密密封。由于内表面186遵循轮廓162,因此驱动铺设心轴120进入压热器180中导致在压热器180的内表面186与预制件170的轮廓162之间形成小于25.4cm(10英寸)(例如,小于5.08cm(2英寸))的间隙310。气密密封可以经由在周缘密封件150处的柔性涂层或衬里的压缩来实现,该压缩出现在周缘密封件150被驱动进入压热器180的互补特征185中。在其他实施方式中,串联的成对铺设心轴120被放置在压热器180中。例如,承载分开的半筒段(随后,将在半筒段硬化并脱模之后接合成完整的筒段)的成对的铺设心轴120可以被串联地放置在压热器180中,使得一个铺设心轴120在压热器180内处于另一铺设心轴120的下游。可以在将铺设心轴120密封于压热器180中之前执行将真空袋717密封于铺设心轴120(可选步骤207)。
44.在步骤208中,将铺设心轴120密封于压热器180中。这可以包括密封沿着处理方向179在压热器180的任一端部或两个端部(例如,入口722和出口724)处的铺设心轴120和压热器180之间的间隙310。密封可以包括用胶带粘贴被封闭的间隙,或者用在内表面186和铺设心轴120之间起中介作用的实心夹紧板(未示出)封闭间隙。在一些实施方式中,密封可以包括密封间隙密封件124,间隙密封件12 4密封在铺设心轴120滑动进入压热器180中之后在铺设心轴120和压热器180之间的间隙310。在一个实施方式中,铺设心轴120的周缘121密封于压热器180的内表面186(可选步骤209)。在多个铺设心轴120放置在压热器中(例如,串联)的实施方式中,各铺设心轴120可以密封压热器180的单独入口(例如,入口722或出口722)(或其一部分)。当铺设心轴120串联布置时,各自可以被单独密封,或者铺设心轴120可以利用串联密封/接合技术(例如,其中一个铺设心轴120与压热器180形成上游密封,而另一铺设心轴120与压热器180形成下游密封)。在密封完成之后,铺设心轴120限定了压热器180的下边界(即,在压热器180处的压力室187的下边界)。在一个实施方式中,将铺设心轴120密封于压热器180中包括密封预制件170和压热器180的内表面186之间的弓形间隙310。
45.步骤210包括经由在压热器180内施加热和压力将预制件170硬化成复合材料零件714。对于热固性预制件,这包括将预制件170加热至固化温度并施加压力以将预制件170固结成期望形状。对于热塑性预制件,这可以包括:将预制件170的温度提高至预制件170内热塑性材料的熔融温度;在压力下固结预制件170;并冷却预制件170,直到它硬化/固结成复
合材料零件714。硬化预制件170可以包括:启动铺设心轴120中的设置在预制件170下方(例如,铺设表面123下面)的加热器122;和/或启动压热器180中的设置在内表面186之外的加热器182。加热器182和/或122可以包括电阻式加热器126、响应电磁场的感受器127等。在硬化期间,一个或更多个气囊199可以支撑预制件170的一个或更多个中空内部170-1以防由压热器180施加的压力引起的压实(可选步骤211)。
46.在复合材料零件714已硬化之后,将压热器180开封,并且铺设心轴120可以在处理方向179上经由出口724行进到压热器180之外,以便接受进一步的工作。步骤212包括去除衬板160、执行任何期望的硬化后修整或机加工以及将复合材料零件714脱模。然后,复合材料零件714接受另外的工作(例如,在复合材料零件714处安装框架、在复合材料零件处安装窗口),并且清洁铺设心轴120。
47.图3是例示性实施方式中的预制件170正被插入压热器180中(例如,在压热器180的绝缘护罩188下)的立体图。图3例示了铺设心轴120如何在处理方向179上形成压热器180的边界,并还例示了与压热器180互锁的周缘密封件150。间隙密封件124与压热器180的护罩188锁定,以将铺设心轴120的端部密封就位。也就是说,间隙密封件124通过桥接铺设心轴120和压热器180之间的间隙(例如,在入口722和出口724处,图3中未示出)来封闭压力室187。
48.此外,图3例示了在铺设心轴120和压热器180的内表面186之间的弧形间隙310沿着预制件170的整个轮廓162保持窄(即,小于25.4cm(10英寸))。也就是说,铺设心轴120和压热器180之间的容积被设计为保持最小,以消除在操作期间必须加热和/或加压的闭塞空间区的量。与传统的压热器相比,这种储存能量的减少显著降低了安全管理方法和系统复杂度。如有期望,这种减小的容积提供了区域或局部控制加热和加压的机会。
49.图4是例示性实施方式中的压热器180的立体图,其中,铺设心轴120已被插入压热器180中。在该实施方式中,单个铺设心轴120已被放置在压热器180中。然而,在其他实施方式中,铺设心轴120中的多个铺设心轴120可以被放置在压热器180中,以便一次性固化。
50.与图4的视图箭头5a对应的图5a示出了在等待进入压热器180中时进行铺设之前的铺设心轴120。铺设心轴120的铺设表面123限定了轮廓162,并且铺设心轴120包括铺设表面123下面的加热器122。在图5b中,铺设已经完成,并且铺设心轴120已被预制件170和衬板160覆盖。
51.图5c是例示性实施方式中的图4的压热器180的端视图,并与图4的视图箭头5c对应。图5c表明加热器122与加热器182之间的间隙310被设置在铺设心轴120和压热器180之间的覆盖件500密封。覆盖件500的形状是环形,并可以包括对压热器180进行热绝缘并密封于压热器180的刚性工具或柔性部件。在该实施方式中,压热器180形成压力室510的上边界512,而铺设心轴120(或模制于其的衬板或预制件)形成压力室510的下边界514。可以在区域5e中施用密封件,以便形成压力室187。
52.图5d是例示性实施方式中的用于翼板的其他铺设心轴560和压热器550的视图。在该实施方式中,铺设心轴560被插入包括支撑件552、下壁554和上壁556的压热器550中。预制件580被铺设到铺设心轴560的轮廓562上,并且衬板570覆盖预制件580。上壁556、支撑件552和衬板570一起形成用于硬化预制件580的压力室590。周缘密封件592形成压力室590的进出页面的边界。对于不同尺寸的部件,周缘密封件592遵循用于那些部件的不同尺寸的铺
设心轴。
53.图5e描绘了例示性实施方式中的用于压热器180的各种密封方案,并与图5c的区域5e对应。在左侧描绘的第一布置500-10中,密封件500-40直接接触压热器壁500-30,并直接接触与铺设心轴表面500-20接触的衬板500-50。在第二布置500-12中,密封件500-40直接接触衬板500-50,衬板500-50本身直接接触压热器壁500-30。密封件500-40也直接接触铺设心轴表面500-20。在第三布置500-14中,密封件500-40独立地桥接压热器壁500-30和铺设心轴表面500-20,并且衬板500-50在到达密封件500-40之前终止。
54.图6是例示性实施方式中的包括用于密封于压热器的扩展区域的铺设心轴610的侧视图。铺设心轴610可以用于促成制造横截面或长度比经由压热器制造的其他机身段小的机身段。铺设心轴610本身具有与压热器长度对应的长度l,并包括具有与压热器的入口/出口对应的高度h(和/或横截面弧)的扩展区域620和630。因此,扩展区域620和630能够密封于压热器,因为铺设心轴610被确定尺寸为与压热器匹配,而与被硬化的预制件的大小无关。此外,铺设区域640被确定尺寸为比用于压热器的其他预制件小的预制件的轮廓。因此,铺设区域640可以表现出比压热器小的直径、高度或长度,但这由铺设心轴610的尺寸来补偿。
55.图7是例示性实施方式中的压热器和准备工位的俯视图。图7例示了铺设心轴710,铺设心轴710在准备工位718处接收预制件170并接收衬板716和/或真空袋717。铺设心轴710串联布置以便插入压热器720中,压热器720具有在第一位置处的入口722和在第二位置处的出口724,入口722和出口724在处理方向779上分开一段距离。在一个实施方式中,压热器720、入口722和出口724都是弓形的。也可以利用这些处理,并且按需要对几何形状进行修改,以促成翼板、梁、肋或框架的制造。压热器720形成弓形压力室的一部分,该压力室通过将铺设心轴710插入压热器720中并将铺设心轴710密封就位来完成的。
56.在离开压热器720之后,铺设心轴710前进到执行衬板716的去除和/或真空脱除的脱除工位730,在脱除工位730处从铺设心轴710将复合材料零件714脱模。然后,清洁铺设心轴710和衬板716,并将其返回到制造流水线的开始,以便接纳复合材料零件714的新预制件170。复合材料零件714在处理方向779上继续进行,以进行成为航空器的固化后处理(例如,接纳紧固件、窗口安装等)。该处理确保了铺设心轴710和衬板716能够被快速有效地重复使用,而没有形成废品并且不需要工厂地板处有广阔的空间量。
57.图8至图11是例示了例示性实施方式中的用于操作铺设心轴和互补压热器的其他技术的流程图。将根据图1中的压热器180描述这些方法。图8例示了密封压热器180的方法800。该方法包括在步骤802中在处理方向179上将铺设心轴120驱动或插入压热器180中,并在步骤804中经由安装在铺设心轴120处的密封件124将压热器180的入口(可选地,出口724)密封成关闭状态。将入口722密封成关闭状态可以包括将密封件124夹持于压热器180(可选步骤806)。因此,根据上述处理,使铺设心轴120处于压热器180(例如,压热器180的护罩188)的期望距离(例如,间隙310)内,使得铺设心轴120处的气囊199能够接收来自压热器180的压力,并且将铺设心轴120的周缘121密封于压热器180以形成压力室187,然后对压力室187进行加压。
58.在另一实施方式中,该方法还包括经由压热器180处的加热器182加热铺设心轴120处的预制件170和/或经由铺设心轴120处的加热器122加热铺设心轴120处的预制件
170。在其他实施方式中,该方法还包括通过将衬板160的边缘密封于铺设心轴120来将预制件170固定于铺设心轴120。在又一实施方式中,将铺设心轴120驱动进入压热器180中形成在铺设心轴120和压热器180之间的压力室187。这涉及将三个单独的元件(周缘密封件150、衬板160、压热器180)聚集在一起以形成压力室187,然后当硬化完成时,去除部件中的几个。在又一实施方式中,该方法还包括在处理方向179上将铺设心轴120经由出口724驱动到压热器180之外。在又一实施方式中,密封入口722包括密封铺设心轴120和压热器180之间的弓形间隙310,由此形成热绝缘屏障(可选步骤808)。可以利用本文中讨论的构思用于任何合适的复合材料零件,诸如用于航空器的机体的翼板、肋、梁和/或框架。在这样的实施方式中,压热器180的护罩188被确定尺寸(即,大小和形状)为铺设心轴120的轮廓(例如,图5d的轮廓562)互补,在铺设心轴120上已放置有预制件170。该互补方面使得铺设心轴120本身能够形成压热器180的边界,并使得周缘密封件150能够用于将压热器180和铺设心轴120密封在一起。
59.图9描绘了在压热器180处形成压力室187的方法900。该方法包括:在步骤902中,在处理方向179上驱动铺设心轴120进入压热器180中;在步骤904中,形成具有由铺设心轴120和压热器180限定的边界的压力室187;以及在步骤905中,经由来自压力室187的压力对已铺设到铺设心轴120上的预制件170处的一个或更多个气囊199进行充气。气囊199支撑预制件170的中空内部170-1以防压实。方法900还包括在步骤906中将铺设心轴120处的预制件170硬化成复合材料零件714。硬化预制件170可以包括用在铺设心轴120处的加热器122和/或在压热器180处的加热器182加热预制件170(可选步骤912)。在其他实施方式中,硬化预制件170可以包括使用来自压热器180处的压力系统190的受热气体对压力室187进行加压(可选步骤914)。方法900还包括在步骤908中去除铺设心轴120。
60.在其他实施方式中,经由自主引导载具(agv)130、经由手推车、经由轮子等来执行铺设心轴120的驱动。在其他实施方式中,方法900还包括从铺设心轴120将复合材料零件714脱模(可选步骤910)。
61.在另一实施方式中,压热器180形成压力室187的第一边界,铺设心轴120形成压力室187的第二边界,并且周缘密封件150形成第三边界。在另一实施方式中,压力室187是弓形的,并且形成压力室187包括密封铺设心轴120和压热器180之间的弓形间隙310(以及纵向边缘)(参见图8中的步骤804)。在又一实施方式中,密封弓形间隙310包括形成热绝缘(和压力保持)屏障(参见图8中的步骤808)。
62.图10例示了密封压热器180的方法1000。该方法包括:在步骤1002中,(例如,通过agv、在轨道上、手动等)在处理方向179上将铺设心轴120驱动进入压热器180中;以及在步骤1004中,经由设置在铺设心轴120中的加热器122和设置在压热器180中的加热器182加热铺设心轴120处的预制件170。加热预制件170可以包括驱动电流通过铺设心轴120和压热器180处的电阻式加热器126(可选步骤1006),或者将电磁场施加到铺设心轴120和压热器180处的感受器127(可选步骤1008)。在又一实施方式中,经由抽吸到压热器180的压力室187中的加压和受热气体来加热预制件170。在其他实施方式中,加热预制件170包括将预制件170的温度提高至预制件170内的热固性树脂的固化温度(可选步骤1010),或者加热预制件170包括将预制件170的温度提高至预制件170内的热塑性树脂的熔融温度(可选步骤1012),之后将预制件170冷却至低于熔融温度。
63.在其他实施方式中,方法1000还包括通过将衬板160的边缘密封于铺设心轴120来将预制件170固定于铺设心轴120。在已硬化预制件170之后,方法1000还可以包括在处理方向179上将铺设心轴120驱动到压热器180之外。此外,在加热之前,方法1000可以包括用热绝缘屏障(例如,密封件)密封铺设心轴120和压热器180之间的间隙310。铺设心轴120被确定尺寸为经由与铺设心轴120插入压热器180中相同的处理方向179上的行进从压热器180中抽出。此外,铺设心轴120在插入压热器180中时形成压热器180的室187的下边界。
64.图11描绘了例示性实施方式中的密封压热器180的方法1100。方法1100包括:在步骤1102中,(例如,经由agv 130、经由导轨、经由手动推车等)在处理方向179上将铺设心轴120驱动进入压热器180中;并且在步骤1104中,经由密封件124/150将铺设心轴120密封于压热器180,由此形成由铺设心轴120和压热器180限定边界的压力室187。方法1100还包括:在步骤1106中,将在铺设心轴120处的预制件170硬化成复合材料零件714;并且在步骤1108中,在处理方向179上将铺设心轴120驱动到压热器180之外。压热器180作为固化前/洁净室环境177和硬化后环境(例如,组装区域178)之间的端口进行操作。
65.在其他实施方式中,经由自主引导车辆(agv)130执行铺设心轴120的驱动。方法1100还可以包括从铺设心轴120将复合材料零件714脱模(可选步骤1110)。在一个实施方式中,硬化预制件170包括用在铺设心轴120处的加热器122和/或在压热器180处的加热器182加热预制件170(参见图9的步骤912)。在一个实施方式中,驱动铺设心轴120进入压热器180中形成铺设心轴120和压热器180之间的压力室187(即,在周缘密封件150和/或其他密封件就位之后)。在其他实施方式中,在处理方向179上将铺设心轴120驱动到压热器180之外使铺设心轴120转移到洁净室环境177之外。也就是说,在铺设和准备期间,将铺设心轴120保持在洁净室环境177中,然后将铺设心轴120移动到压热器180中,压热器180形成在洁净室环境177和非洁净室环境(例如,组装区域178)之间的边界。在硬化完成之后,铺设心轴120从压热器180前进到非洁净室环境中,在非洁净室环境中发生脱模和修整。然后,对铺设心轴120进行清洁并将其返回到清洁室环境177,以接纳另一复合物零件714的预制件170。
66.在一个实施方式中,将铺设心轴120密封于压热器180包括密封铺设心轴120和压热器180之间的弓形间隙310(参见图8中的步骤804)。密封弓形间隙310可以包括在压热器180和铺设心轴120之间形成热绝缘屏障(参见图8的步骤808)。
67.图12描绘了例示性实施方式中的密封压热器180的方法1200。方法1200包括在步骤1202中将铺设心轴120上的预制件170从洁净室177移动成与压热器180对准。在一个实施方式中,衬板160被放置在预制件170上方并与铺设心轴120相符。步骤1204包括将铺设心轴120密封于压热器180。在一个实施方式中,这得到了在盖板160和压热器180之间的压力室187。压力室187在一侧由压热器180而在另一侧由衬板160限定界限。方法1200还包括在步骤1206中在压热器180内将预制件170硬化成复合材料零件714以及在步骤1208中使铺设心轴120从压热器180离开。当铺设心轴120从压热器180离开时,它完全离开了洁净室环境177并进入组装环境178,在组装环境178中执行最终复合材料零件714的脱模和修整。
68.图13描绘了例示性实施方式中的将预制件170移出洁净室177的方法1300。该方法包括在步骤1302中将铺设心轴120上的预制件170从洁净室177移动成与压热器180对准,并且在步骤1304中用周缘密封件150将铺设心轴120密封于压热器180。将铺设心轴120密封于压热器180得到围绕预制件170的压力室187。方法1300还包括在步骤1306中在压热器180内
处理预制件170。处理预制件170可以包括固化预制件170(可选步骤1310)、对由铺设心轴120和压热器180形成的压力室187进行加压(可选步骤1312)或其他处理动作。方法1300还包括在步骤1308中使铺设心轴120从压热器180离开进入非洁净室(例如,组装区域178)中。
69.在以下示例中,在连续流水线组装环境中的压热器的背景下描述了另外的处理、系统和方法。
70.更具体地参照附图,可以在如图14中所示的航空器制造和检修方法1400和如图15中所示的航空器1402的背景下描述本公开的实施方式。在前期生产过程中,方法1400可以包括航空器1402的规格和设计1404和材料采购1406。在生产过程中,进行航空器1402的部件和子组件制造1408以及系统整合1410。此后,航空器1402可以经过检定和交付1412,以便投入服役1414。在由客户投入服役时,航空器02被安排进行维护和检修1416的例行工作(也可包括改造、重构、翻新等)。可以在方法1400和/或航空器1402的任何合适部件(例如,机体1418、系统1420、内部1422、推进系统1424、电气系统1426、液压系统1428、环境系统1430)中描述的生产和维护的任何一个或更多个合适阶段(例如,规格和设计1404、材料采购1406、部件和子组件制造1408、系统整合1410、检定和交付1412、服役1414、维护和检修1 416)期间采用本文中实施的设备和方法。
71.可以由系统集成商、第三方及/或运营商(例如,客户)进行或执行方法1400的每个过程。出于本描述的目的,系统集成商可包括但不限于任一数量的航空器制造商与主系统分包商;第三方可包括但不限于任一数量的供应商、转包商以及供货商;并且运营商可以是航空公司、租赁公司、军事实体、服务组织等。
72.如图15中所示,用方法1400生产的航空器1402可以包括具有多个系统1420的机体1418和内部1422。系统1420的示例包括推进系统1424、电气系统1426、液压系统1428和环境系统1430中的一个或更多个。可以包括任何数量的其他系统。尽管示出了航空航天的示例,但本公开的原理可以应用于诸如汽车工业这样的其他工业。
73.如以上已经提到的,可以在方法1400中描述的生产和检修的任一个或更多个阶段期间采用本文中实施的设备和方法。例如,能以类似于航空器1402在服役时生产部件或子组件的方式,制成或制造与部件和子组件制造1408对应的部件或子组件。另外,可以在子组件制造1408和系统整合1410期间,例如,通过大幅地加快航空器1402的组装或减少航空器1402的成本,利用一个或更多个设备实施方式、方法实施方式或其组合。类似地,可以在航空器1402在服役(例如而不限于维护和检修1416期间)时利用设备实施方式、方法实施方式或其组合中的一个或更多个。例如,本文中描述的技术和系统可以用于材料采购1406、部件和子组件制造1408、系统整合1410、服役1414和/或维护和检修1416和/或可以用于机体1418和/或内部1422。这些技术和系统甚至可以用于系统1420,包括例如推进系统1424、电气系统1426、液压系统1428和/或环境系统1430。
74.在一个实施方式中,零件构成机体1418的一部分,并在部件和子组件制造1408期间制造。然后,可以在系统整合1410中将零件组装到航空器中,然后在服役1414中利用,直到磨损致使零件无法使用为止。然后,在维护和检修1416中,零件可以被丢弃并被新制造的零件替换。为了制造新零件,可以在整个部件和子组件制造1408中利用本发明的部件和方法。
75.图中示出或本文中描述的各种控制元件(例如,电气或电子部件)中的任一个都可
被实现为硬件、实现软件的处理器、实现固件的处理器或这些的某种组合。例如,元件可被实现为专用硬件。专用硬件元件可被称为“处理器”、“控制器”或一些类似术语。当由处理器提供时,这些功能可由单个专用处理器、单个共享处理器或多个单独的处理器提供,这些处理器中的一些可被共享。此外,术语“处理器”或“控制器”的明确使用不应被解释为排他性地指能够执行软件的硬件,并且可隐含地包括而不限于数字信号处理器(dsp)硬件、网络处理器、专用集成电路(asic)或其他电路、现场可编程门阵列(fpga)、用于存储软件的只读存储器(rom)、随机存取存储器(ram)、非易失性存储器、逻辑器件、或某种其他物理硬件部件或模块。
76.另外,控制元件可被实现为可由处理器或计算机执行以执行该元件的功能的指令。指令的一些示例是软件、程序代码和固件。指令在由处理器执行时可操作成指导处理器执行元件的功能。指令可被存储在处理器可读的存储装置上。存储装置的一些示例是数字或固态存储器、诸如磁盘和磁带这样的磁存储介质、硬驱动器或光学可读数字数据存储介质。
77.例示性的、非排他性的示例表示对理解本发明有用的背景技术,在以下段落中进行描述。
78.根据本公开的一方面,公开了一种用于将预制件(170)硬化成复合材料零件(714)的方法(200),所述方法包括以下步骤:
79.对准(204)携带预制件(170)的铺设心轴(120)以便插入压热器(180)中,压热器(180)具有与预制件(170)的轮廓(162)互补的内表面(186);并且
80.将铺设心轴(120)密封(208)于压热器(180)中。
81.可选地,该方法还包括以下步骤:
82.在处理方向(179)上将铺设心轴(120)驱动(206)进入压热器(180)中,由此将预制件(170)嵌套到压热器(180)的内表面(186)。
83.可选地,将铺设心轴(120)驱动(206)进入压热器(180)中导致在压热器(180)的内表面(186)和预制件(170)的轮廓(162)之间有小于25.4cm(10英寸)的间隙(310)。
84.可选地,该方法还包括以下步骤:
85.经由在压热器(180)内施加热将预制件(170)硬化(210)成复合材料零件(714)。可选地,硬化(210)预制件包括经由铺设心轴(120)中的设置在预制件(170)下方的加热器(122)施加热。
86.可选地,硬化(210)预制件(170)包括经由压热器(180)中的设置在内表面(168)之外的加热器(182)施加热。
87.可选地,压热器(180)形成洁净室环境(177)和组装环境(178)之间边界(192)。
88.可选地,在将衬板(160)密封于铺设心轴(120)之后将铺设心轴密封于压热器(180)中。
89.可选地,该方法还包括以下步骤:
90.在将真空袋(717)密封(207)于铺设心轴(120)之后将铺设心轴(120)密封于压热器(180)中。
91.可选地,将铺设心轴(120)密封(208)于压热器(180)中包括密封预制件(170)和压热器(180)的内表面(186)之间的弓形间隙(310)。可选地,将铺设心轴(120)密封(208)于压
热器(180)中包括将铺设心轴(120)的周缘密封(209)于压热器(180)的内表面。
92.可选地,铺设心轴(120)形成压热器(180)的室的下边界(514)。
93.可选地,该方法还包括以下步骤:
94.在预制件(170)处设置(200-1)在结构上支撑预制件(170)的中空内部(170-1)的气囊(199)。
95.可选地,该方法还包括以下步骤:
96.支撑(211)预制件(170)的中空内部(170-1),以防由压热器(180)施加的压力引起的压实。
97.根据本公开的一方面,公开了根据前述示例中的任一个所述的方法(200)组装的航空器(1402)的一部分。
98.根据本公开的一方面,公开了一种包含编程指令的非暂态计算机可读介质(197-2),该编程指令在由处理器(197-1)执行时能操作成执行将预制件(170)硬化成复合材料零件(714)的方法,该方法包括以下步骤:
99.对准携带预制件(170)的铺设心轴(120)以便插入压热器(180)中,压热器(180)具有与预制件(170)的轮廓(162)互补的内表面(186);并且
100.将铺设心轴(120)密封于压热器(180)中。
101.可选地,该方法还包括以下步骤:
102.在处理方向(179)上将铺设心轴(120)驱动进入压热器(180)中,由此将预制件(170)嵌套到压热器(180)的内表面(186)。可选地,将铺设心轴(120)驱动进入压热器(180)中导致在压热器(180)的内表面(186)和预制件(170)的轮廓(162)之间有小于25.4cm(10英寸)的间隙(310)。
103.可选地,该方法还包括以下步骤:
104.在压热器(180)内经由施加热将预制件(170)硬化成复合材料零件(714)。可选地,硬化预制件(170)包括经由铺设心轴(120)中的设置在预制件(170)下方的加热器(122)施加热。可选地,硬化预制件(170)包括经由压热器(180)中的设置在内表面(168)之外的加热器(182)施加热。
105.可选地,压热器(180)形成洁净室环境(177)和组装环境(178)之间的边界(192)。
106.可选地,该方法还包括以下步骤:
107.在处理方向(179)上将铺设心轴(120)驱动到压热器(180)之外。
108.可选地,该方法还包括以下步骤:
109.在将衬板(160)密封于铺设心轴(120)之后将铺设心轴(120)密封于压热器(180)中。
110.可选地,该方法还包括以下步骤:
111.在将真空袋(717)密封于铺设心轴(120)之后将铺设心轴(120)密封于压热器(180)中。
112.可选地,将铺设心轴密封到压热器中包括密封预制件和压热器的内表面之间的弓形间隙(310)并且将铺设心轴的周缘(121)密封于压热器的内表面。
113.可选地,铺设心轴形成压热器的室(187)的下边界(514)。
114.可选地,该方法还包括以下步骤:
115.在预制件处设置在结构上支撑预制件的中空内部(170-1)的气囊(199)。
116.可选地,该方法还包括以下步骤:
117.支撑预制件(170)的中空内部(170-1),以防由压热器施加的压力引起的压实。
118.根据本公开的一方面,公开了根据以上示例中的任一个的计算机可读介质(197-2)上存储的方法来组装的航空器(1402)的一部分。
119.根据本公开的一方面,公开了一种用于将预制件(170)硬化成复合材料零件(714)的系统(100),所述系统包括:
120.铺设心轴(120),其具有限定预制件(170)的轮廓(162)的铺设表面(123);以及
121.压热器(180),其被确定尺寸为接纳铺设心轴(120),使得铺设心轴(120)形成压热器的室(187)的边界,并包括与铺设心轴(120)的轮廓(162)互补的内表面(186)。
122.可选地,铺设心轴(120)还包括设置在铺设表面(123)下方的加热器(122)。
123.可选地,压热器(180)还包括绝缘护罩(188)。
124.可选地,内表面(186)和轮廓(162)之间的间隔小于25.4cm(10英寸)。
125.根据本公开的一方面,公开了使用前述示例中的任一个所述的系统(100)制造航空器(1402)的一部分。
126.根据本公开的一方面,公开了一种将预制件(170)移出洁净室(177)的方法(1300),所述方法包括以下步骤:
127.将铺设心轴(120)上的预制件(170)从洁净室(177)移走(1302);
128.将铺设心轴(120)密封(1304)于压热器(180);
129.在压热器(180)内处理(1306)预制件(170);并且
130.使铺设心轴(120)从压热器(180)离开(1308),由此进入与洁净室(177)分开的组装环境(178)。
131.可选地,移走(1302)铺设心轴(120)上的预制件(170)包括将铺设心轴(120)移动成与压热器(180)对准。
132.可选地,将铺设心轴(120)密封(1304)于压热器(180)包括密封铺设心轴(120)和压热器(180)之间的波状间隙(310)。
133.可选地,将铺设心轴(120)密封(1304)于压热器(180)形成压力室(187),预制件(170)在所述硬化室中被硬化。
134.根据本公开的一方面,公开了根据前述示例中的任一个所述的方法(1300)制造航空器(1402)的一部分。
135.根据本公开的一方面,公开了一种压热器(180)形式的设备,该设备包括:
136.内表面(186);以及
137.波状间隙(310),其由内表面(186)限定,所述内表面具有与铺设心轴(120)的尺寸对应的尺寸。
138.可选地,压热器(180)还包括加热器(182),所述加热器(182)加热设置在铺设心轴(120)处的预制件(170)。
139.根据本公开的一方面,公开了使用根据前述示例中的任一个所述的设备制造航空器(1402)的一部分。
140.根据本公开的一方面,公开了一种铺设心轴(120)的形式的设备,该设备包括:
141.铺设表面(123),其限定预制件(170)的轮廓(162);
142.第一密封件(150),其在铺设心轴(120)被推进到压热器(180)中时将铺设心轴密封于压热器(180);以及
143.第二密封件(124),其在铺设心轴(120)滑动进入压热器(180)中之后密封铺设心轴(120)和压热器(180)之间的弓形间隙(310)。
144.可选地,铺设心轴(120)还包括设置在铺设表面(123)下面的加热器(122),加热器(122)加热设置在铺设心轴(120)处的预制件(170)。
145.根据本公开的一方面,公开了使用根据前述示例中的任一个所述的设备制造航空器(1402)的一部分。
146.根据本公开的一方面,公开了一种在压热器处形成压力室(187)的方法(900),所述方法包括以下步骤:
147.在处理方向(179)上将铺设心轴(120)驱动(902)进入压热器(180)中;
148.形成(904)具有由铺设心轴(120)、压热器(180)和周缘密封件(150)限定的边界的压力室(187);
149.将铺设心轴(120)处的预制件(170)硬化(906)成复合材料零件(714);并且
150.去除(908)铺设心轴(120)。
151.可选地,经由自主引导车辆(agv)130执行驱动(902)铺设心轴120的步骤。
152.可选地,该方法还包括以下步骤:
153.将复合材料零件(714)从铺设心轴(120)脱模(910)。
154.可选地,硬化(906)预制件(170)包括用在铺设心轴(120)处的加热器(122)加热(912)预制件(170)。
155.可选地,硬化(906)预制件包括用压热器(180)处的加热器(182)加热(912)预制件。
156.可选地,硬化(906)预制件(170)包括用压力系统(190)对压力室(187)加压(914)。可选地,该方法还包括以下步骤:
157.经由来自压力室(187)的压力对预制件(170)处的气囊(199)进行充气(905),其中,气囊(199)支撑预制件(170)的中空内部(170-1)以防压实。
158.可选地,形成(904)压力室(187)包括密封(804)铺设心轴(120)和压热器(180)之间的弓形间隙(310)。可选地,密封(804)弓形间隙(310)包括形成(808)热绝缘屏障。
159.根据本公开的一方面,公开了根据前述示例中的任一个所述的方法(900)组装的航空器(1402)的一部分。
160.根据本公开的一方面,公开了一种系统(100),该系统包括:
161.压热器(180),其包括中空部分(189);
162.铺设心轴(120),其限定用于预制件(170)的铺设区域(640),并且其被确定尺寸为便于插入压热器(180)的中空部分(189)中,由此限定用于将预制件(170)硬化成复合材料零件(714)的压力室(187);以及
163.密封件(124,150),其通过桥接铺设心轴(120)和压热器(180)之间的间隙(310)来封闭压力室(187)。
164.可选地,该系统还包括:
165.自主引导载具(agv)(130),其驱动铺设心轴(120)进入中空部分(189)中。
166.可选地,铺设心轴(120)和压热器(180)二者都包括用于将预制件(170)硬化成复合材料零件(714)的加热器(122,182)。
167.可选地,该系统还包括:
168.压力系统(190),其对压力室(187)加压。
169.可选地,加热器(122,182)包括电阻式加热器(126)。
170.可选地,加热器(122,182)包括感受器(127)。
171.可选地,压力室(187)是弓形的。
172.可选地,压热器(180)形成洁净室环境(177)的边界(192)的一部分。
173.可选地,铺设心轴(120)是弓形的。
174.可选地,压热器(180)还包括用于驱动受热空气进入形成在铺设心轴(120)和压热器(180)之间的压力室(187)中的通风口(183)。
175.根据本公开的一方面,公开了使用前述示例中的任一个所述的系统(100)制造航空器(1402)的一部分。
176.根据本公开的一方面,公开了一种将预制件(170)移出洁净室(177)的方法(1300),所述方法包括以下步骤:
177.将铺设心轴(120)上的预制件(170)从洁净室(177)移动成与压热器(180)对准;
178.用周缘密封件(150)将铺设心轴(120)密封(1304)于压热器(180);
179.在压热器(180)内处理(1306)预制件(170);并且
180.使铺设心轴(120)从压热器(180)离开(1308)进入非洁净室(178)中。
181.可选地,处理(1306)预制件(170)包括固化(1310)预制件(170)。
182.可选地,处理(1306)预制件(170)包括对由铺设心轴(120)和压热器(180)形成的压力室(187)加压(1312)。
183.根据本公开的一方面,公开了根据前述示例所述的方法(1300)组装的航空器(1402)的一部分。
184.根据本公开的一方面,公开了一种密封压热器(180)的方法(800),所述方法包括以下步骤:
185.在处理方向(179)上驱动(802)铺设心轴(120)进入压热器(180)中;并且
186.经由安装在铺设心轴(120)处的密封件(124)将压热器(180)的入口(722)密封(804)为关闭状态。
187.可选地,密封(804)入口(722)包括将密封件(124)夹持(806)于压热器(180)。
188.可选地,该方法还包括以下步骤:
189.经由压热器(180)处的加热器(182)加热1004)铺设心轴(120)处的预制件(170)。
190.可选地,该方法还包括以下步骤:
191.经由铺设心轴(120)处的加热器(122)加热(1004)铺设心轴(120)处的预制件(170)。
192.可选地,该方法还包括以下步骤:
193.将衬板(160)在预制件(170)的顶部密封(201)于铺设心轴(120)。
194.可选地,驱动(802)铺设心轴(120)进入压热器(180)中的步骤形成在铺设心轴
(120)和压热器(180)之间的压力室(187)。
195.可选地,该方法还包括以下步骤:
196.在处理方向(179)上将铺设心轴(120)驱动(1108)到压热器(180)之外。
197.可选地,密封(804)入口(722)包括密封(804)铺设心轴(120)和压热器(180)之间的弓形间隙(310)。
198.可选地,密封(804)入口(722)包括形成(808)热绝缘屏障。
199.根据本公开的一方面,公开了根据前述示例中的任一个所述的方法(800)组装的航空器(1402)的一部分。
200.根据本公开的一方面,公开了一种系统(100),该系统(100)包括:
201.压热器(180),其限定用于接纳铺设心轴(120)的中空部分(189);以及
202.所述铺设心轴(120),其限定用于预制件(170)的铺设区域(640),并包括密封所述铺设心轴(120)和所述压热器(180)之间的间隙(310)的密封件(124)。
203.可选地,密封件(124)被配置为夹持于压热器(180)。
204.可选地,该系统还包括:
205.加热器(182),其处于压热器(180)处。
206.可选地,该系统还包括:
207.加热器(122),其处于铺设心轴(120)处。
208.可选地,该系统还包括:
209.衬板(160),其将预制件(170)密封于铺设心轴(120)。
210.可选地,在铺设心轴(120)插入压热器(180)中时,铺设心轴(120)和压热器(180)限定用于预制件(170)的压力室(187)。
211.可选地,密封件(124)经由铰链(125)安装到铺设心轴(120)。
212.可选地,密封件(124)形成弓形形状。
213.可选地,密封件(124)包括刚性的材料段。
214.根据本公开的一方面,公开了使用前述示例中的任一个所述的系统(100)制造航空器(1402)的一部分。
215.根据本公开的一方面,公开了一种密封压热器(180)的方法(1000),所述方法包括以下步骤:
216.在处理方向(179)上将铺设心轴(120)驱动(1002)进入压热器(180)中;并且
217.经由设置在铺设心轴(120)中的加热器(122)和设置在压热器(180)中的加热器(182)加热(1004)铺设心轴(120)处的预制件(170)。
218.可选地,加热(1004)预制件(170)包括驱动(1006)电流通过铺设心轴(120)和压热器(180)处的电阻式加热器(125)。
219.可选地,该方法还包括以下步骤:
220.加热(1004)预制件(170)包括向铺设心轴(120)和压热器(180)处的感受器(127)施加(1008)电磁场。
221.可选地,加热(1004)预制件(170)包括将预制件(170)的温度增加(1010)至预制件(170)内的热固性树脂的固化温度。
222.可选地,加热(1004)预制件(170)包括将预制件(170)的温度增加(1012)至预制件
(170)内的热塑性树脂的熔融温度。
223.可选地,该方法还包括以下步骤:
224.将衬板(160)在预制件(170)的顶部密封于铺设心轴(120)。
225.可选地,将铺设心轴(120)驱动(1002)进入压热器(180)中的步骤形成在铺设心轴(120)和压热器(180)之间的压力室(187)。
226.可选地,该方法还包括以下步骤:
227.在处理方向(179)上将铺设心轴(120)驱动(1108)到压热器(180)之外。
228.可选地,该方法还包括以下步骤:
229.用热绝缘屏障密封(804)铺设心轴(120)和压热器(180)之间的间隙。
230.根据本公开的一方面,公开了根据前述示例中的任一个所述的方法组装的航空器(1402)的一部分。
231.根据本公开的一方面,公开了一种系统(100),该系统(100)包括:
232.压热器(180),其限定用于接纳铺设心轴(120)的中空部分(189)并包括加热器(122,182);以及
233.所述铺设心轴(120),其限定用于预制件(170)的铺设区域(640),被确定尺寸以便插入压热器(180)的中空部分(189)中,并包括加热器(122)。
234.可选地,在压热器(180)处的加热器(182)和在铺设心轴(120)处的加热器(122)包括电阻式加热器(126)。
235.可选地,在压热器(180)处的加热器(182)和在铺设心轴(120)处的加热器(122)包括感受器(127)。
236.可选地,铺设心轴(120)被确定尺寸为经由与铺设心轴(120)插入压热器(180)中相同的方向(179)上的行进从压热器(180)中抽出。
237.可选地,该系统还包括:
238.衬板(160),其将预制件(170)密封于铺设心轴(120)。
239.可选地,在铺设心轴(120)插入压热器(180)中时,铺设心轴(120)和压热器(180)限定用于预制件(170)的压力室(187)。
240.可选地,铺设心轴(120)被确定尺寸为使得铺设心轴(120)插入压热器(180)中得到在压热器(180)和预制件(170)之间有小于25.4cm(10英寸)的间隙(310)。
241.可选地,铺设心轴(120)在插入压热器180中时形成压热器(180)的压力室(187)的下边界(514)。
242.可选地,在铺设心轴(120)插入压热器(180)中时,铺设心轴(120)和压热器(180)一起形成压力室(187)。
243.根据本公开的一方面,公开了使用前述示例中的任一个所述的系统(100)制造航空器(1402)的一部分。
244.根据本公开的一方面,公开了一种密封压热器(180)的方法(1100),所述方法包括以下步骤:
245.在处理方向(179)上将铺设心轴(120)驱动(1102)进入压热器(180)中;
246.经由密封件(150)将铺设心轴(120)密封(1104)于压热器(180),由此形成由铺设心轴(120)和压热器(180)限定边界的压力室(187);
247.将铺设心轴(120)处的预制件(170)硬化(1106)成复合材料零件(714);并且
248.在处理方向(179)上将铺设心轴(120)驱动(1108)到压热器(180)之外。
249.可选地,经由自主引导车辆(agv)(130)执行驱动(1102)铺设心轴(120)的步骤。
250.可选地,该方法还包括以下步骤:
251.将复合材料零件(714)从铺设心轴(120)脱模(1110)。
252.可选地,硬化(1106)预制件(170)包括用在铺设心轴(120)处的加热器(122)加热(912)预制件(170)。
253.可选地,硬化(1106)预制件包括用压热器(180)处的加热器(182)加热(912)预制件(17)。
254.可选地,将铺设心轴(120)驱动(1102)进入压热器(180)中的步骤形成在铺设心轴(120)和压热器(180)之间的压力室(187)。
255.可选地,在处理方向(179)上将铺设心轴(120)驱动(1102)到压热器(180)之外的步骤使铺设心轴(120)转移到洁净室环境(177)之外。
256.可选地,将铺设心轴(120)密封(1104)于压热器(180)包括密封(804)铺设心轴(120)和压热器(180)之间的弓形间隙(310)。可选地,密封(1104)弓形间隙(310)包括形成(808)热绝缘屏障。
257.根据本公开的一方面,公开了根据前述示例中的任一个所述的方法(1100)组装的航空器(1402)的一部分。
258.根据本公开的一方面,公开了一种系统(100),该系统(100)包括:
259.压热器(180,720),其具有入口(722)和出口(724),出口(724)在处理方向(179、779)上与入口(722)分开一段距离,压热器(180,720)形成压力室(187)的一部分,所述压力室(187)是通过将铺设心轴(120,710)插入压热器(180,720)中并将铺设心轴(120,710)密封就位来完成的。
260.可选地,该系统还包括:
261.铺设心轴(120,710),其中,铺设心轴限定用于预制件(170)的铺设区域(640),并被确定尺寸以便经由入口(722)插入压热器(180,720)中,并经由出口(724)从压热器(180,720)中去除。可选地,铺设心轴(120,170)在压热器(180,720)处形成压力室(187)的边界(514)。
262.可选地,铺设心轴(120,710)包括密封压热器(180,720)和铺设心轴(120,710)之间的弓形间隙(310)的密封件(124)。可选地,密封件(124)经由铰链(125)安装到铺设心轴。
263.可选地,该系统还包括:
264.自主引导载具(agv)(130),其驱动铺设心轴(120,710)。
265.可选地,铺设心轴(120,710)包括加热器(122)并且压热器(180,720)包括加热器(182),用于将预制件(170)硬化成复合材料零件(714)。
266.可选地,加热器(122,182)包括电阻式加热器(126)。
267.可选地,加热器(122,182)包括感受器(127)。
268.可选地,该系统还包括:
269.压力系统(190),其对压力室(187)加压。
270.可选地,将铺设心轴(120,710)插入压热器(180,720)中的步骤形成在铺设心轴和
压热器(180,720)之间的压力室(187)。
271.可选地,压热器(180,720)形成洁净室环境(177)的边界(192)。
272.可选地,铺设心轴(120,710)、入口(722)和出口(724)是弓形的,并形成互补的弓形。可选地,压热器(180,720)还包括用于驱动受热空气进入形成在铺设心轴(120,710)和压热器(180,720)之间的压力室(187)中的通风口(183)。
273.根据本公开的一方面,公开了使用前述示例中的任一个所述的系统(100)制造航空器(1402)的一部分。
274.根据本公开的一方面,公开了一种系统(100),该系统(100)包括:
275.压热器(180,720),其包括:
276.内表面(186),其限定中空部分(189),所述中空部分(189)被配置为接纳承载复合材料零件(714)的预制件(170)的铺设心轴(120,710),并与铺设心轴(120,710)处的轮廓(162)互补;
277.通向中空部分(189)的入口(722);
278.通向中空部分(189)的出口(724),其在所述铺设心轴行进的处理方向(179,799)上与所述入口分开一段距离;以及
279.加热器(122,182),其将所述预制件(17)处理成所述复合材料零件(714);
280.以及
281.加压系统(190),其对由内表面(186)、密封件(124,150)和铺设心轴(120,710)限定的压力室(187)加压。
282.可选地,加热器(122,182)包括电阻式加热器(126)。可选地,加热器(122,182)包括感受器(127)。
283.可选地,压力室(187)是弓形的。
284.根据本公开的一方面,公开了使用前述示例中的任一个所述的系统(100)制造航空器(1402)的一部分。
285.尽管本文中描述了特定的实施方式,但本公开的范围不限于那些特定的实施方式。本公开的范围由以下权利要求限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1