一种减小复材制品拐角区模压缺陷装置和方法与流程
1.本发明涉及复合材料制品技术领域,尤其涉及一种减小复材制品拐角区模压缺陷装置和方法。
背景技术:
2.随着科学技术的发展,复合材料由于其比重小、比强度和比模量大,在航空、航天、汽车等领域有着越来越广泛的应用。其中,以碳纤维或玻璃纤维增强的树脂基复合材料的应用最广、用量最大。但是,复合材料制品的结构形式对其内部的树脂流动和纤维分布有着较大的影响,在复合材料拐角区域往往容易出现树脂流动不充分,形成孔隙、分层、富脂、厚度不均等缺陷。
3.在对复合材料原料片进行加压固化的过程中,将出现树脂的流动,对模具内部的纤维和树脂进行超声振动处理,有利于树脂的充分流动和纤维的均匀分布,从而能够有效减少模压制品的缺陷发生,提高模压制品的机械性能和表面质量。此外还有利于减低模压压力和模压制品的残余应力,提高成型效率。
4.在公开号为cn105346101的发明专利中,公开了一种纤维增强热塑性树脂基复合材料层板模压方法及模压装置,但是其所使用的超声波组件安装复杂,需要对现有的模压机或模具进行结构上的重新设计,增加了制造成本,工艺过程更加复杂。其超声振动模压装置是对整个模具施加超声振动,无法有效针对性的减小复合材料模压制品拐角区域的缺陷。而缺陷往往容易在上述拐角区域产生。
5.因此,亟需发明一种易于在现有的模压成型装置上进行安装,且能够针对性的改善复合材料制品拐角区域缺陷的辅助复合材料模压成型的装置和方法。
技术实现要素:
6.本发明所要解决的技术问题是:提供一种减小复材制品拐角区模压缺陷装置和方法,其目的在于改进现有的模压成型装置,提供一种结构简单、安装方便的超声振动装置,该装置可控制超声振动波在复合材料制品拐角区域进行聚焦,从而提高复合材料制品的质量和效率。
7.本发明所采用的一个技术方案是:一种减小复材制品拐角区模压缺陷装置,它包括控制器、支撑架、超声相控阵探头以及超声波组件,所述超声相控阵探头以及超声波组件均与控制器电连接,其中:
8.支撑架,设置在模具的侧面;
9.超声相控阵探头,设置在支撑架上,且超声相控阵探头的检测端面与模具表面接触;
10.超声波组件,设置在支撑架上,且超声波组件的工作端面与模具表面接触。
11.作为优选,所述超声波组件包括超声波电源、超声换能器以及超声变幅杆,且所述超声换能器与超声变幅杆均为多个且一一对应,而且多个超声换能器均与超声波电源连
接,并且超声变幅杆一端与超声换能器端面接触,超声变幅杆另一端与模具表面接触。
12.作为优选,所述单个超声换能器以及单个超声变幅杆组成一个单位,且多个单位均匀排列分布在一个支撑架的矩形平面上,所述超声相控阵探头设置在矩形平面的中部。
13.作为优选,它还包括套筒,所述套筒外圈与支撑架螺纹连接,所述套筒内圈与超声换能器螺纹连接。
14.作为优选,所有的超声换能器以及超声变幅杆的频率以及振幅参数均相同。
15.本发明所采用的另一个技术方案是:一种减小复材制品拐角区模压缺陷的方法,它包括以下步骤:
16.s1、将带有超声相控阵探头以及超声波组件的支撑架安装到模具的侧面,并且固定牢固,其中超声波组件包括超声波电源、n个超声换能器以及n个超声变幅杆,并且同时得到安装后的n个超声变幅杆组成的阵列的中心位置;
17.s2、然后控制超声相控阵探头工作,探测模具内部,得到模具内部的拐角区域以及拐角区域的中心点p点位置,然后停止超声相控阵探头工作,跳转到下一步;
18.s3、根据步骤s1得到的阵列中心位置与步骤s2得到的p点位置,设定超声换能器的时序,
19.每排超声换能器同时工作,相邻排的超声换能器延迟时间工作,其延迟时间差为:
[0020][0021]
上式中,c为超声波在模具中的传输速度,d为两个相邻的超声变幅杆之间的距离,f为p点与n个超声变幅杆所组成的阵列中心的距离,tn为第n个超声换能器激励信号的延时时间,并设定t0为常数,θ为p点和阵列中心的连线与法线之间的夹角;
[0022]
s4、将模压原料片加入到模具中;
[0023]
s5、保压以及保温;
[0024]
s6、控制超声相控阵探头工作,探测模具内部的拐角区域,若探测到超声波回波处于设定范围,则继续检测;若探测到超声波回波低于设定阈值,则判断复合材料发生流动开始填充拐角区域,将信号反馈给控制器,然后跳转到下一步;
[0025]
s7、控制器控制n个超声换能器按照步骤s3设定的时序进行脉冲激励,然后超声相控阵探头探测模具内部的拐角区域,若探测到拐角区域的模压原料片发生完全固化的超声信号,则将该信号反馈给控制器,停止超声相控阵探头工作,然后跳转到下一步;若没有探测到拐角区域的模压原料片发生完全固化的超声信号,则超声相控阵探头继续探测;
[0026]
s8、控制n个超声换能器停止工作;
[0027]
s9、开模。
[0028]
作为优选,步骤s8中,当控制器需要先延时t’时间,然后再控制n个超声换能器停止工作。
[0029]
作为优选,步骤s7中超声换能器工作t时间后,超声相控阵探头再开始工作去探测模具内部的拐角区域,若探测到拐角区域的模压原料片发生完全固化的超声信号,则将该信号反馈给控制器,停止超声相控阵探头工作,然后跳转到步骤s8;若没有探测到拐角区域的模压原料片发生完全固化的超声信号,则控制超声相控阵探头先停止工作,然后再过t时间之后控制超声相控阵探头继续探测,直到探测到拐角区域的模压原料片发生完全固化的
超声信号。
[0030]
作为优选,步骤s7中超声换能器工作时,超声相控阵探头也会持续工作,直到探测到拐角区域的模压原料片发生完全固化的超声信号。
[0031]
作为优选,步骤s7中控制器可以根据超声相控阵探头所反馈的模压腔拐角区域的大小,调节每个超声换能器激励信号的幅值,从而增大或减小所施加的超声振动能量。
[0032]
采用以上结构方法与现有技术相比,本发明具有以下优点:本发明装置结构新颖,安装简便,能够在现有的模压成型装置基础上进行安装。基于该装置的辅助成型方法可以应用于复合材料的模压成型过程,针对性的改进复合材料模压制品拐角区域的成型质量。该方法能够有效的提高复合材料模压制品拐角区域的树脂流动性和纤维分布均匀性,减少孔隙、分层、富脂等缺陷,提升生产质量和效率。
附图说明
[0033]
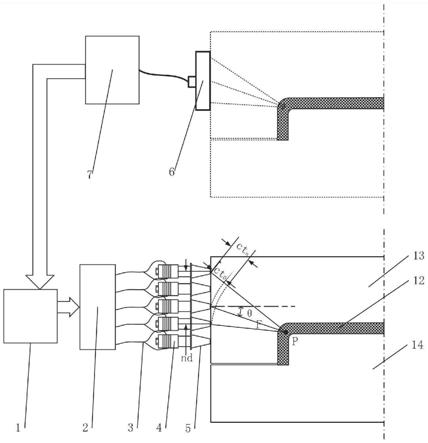
图1是本发明一种减小复材制品拐角区模压缺陷装置的结构示意图。
[0034]
图2是本发明的原理示意图。
[0035]
其中,1、控制器;2、超声波电源;3、电激励信号线;4、超声换能器;5、超声变幅杆;6、超声相控阵探头;7、相控阵仪;8、套筒;9、探头固定件;10、固定螺栓;11、支撑架;12、模压原料片;13、上模具;14、下模具。
具体实施方式
[0036]
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
[0037]
实施例一:
[0038]
一种减小复材制品拐角区模压缺陷装置,如图1、图2所示,主要由控制器1、支撑架11、超声相控阵探头6以及超声波组件,其中:
[0039]
控制器1,为cpld(复杂可编程逻辑器件)或fpga(嵌入式可编程门阵列),其能够实现超声相控阵探头6的多通道高速数据采集与多个超声换能器4激励信号实时控制;
[0040]
支撑架11,为刚性支撑架11,为矩形结构,其上均匀设置有若干个供安装超声换能器4的套筒8,套筒8与支撑架11是螺纹连接的,这样可以通过转动套筒8调整套筒8的高度,中部设置有供安装超声相控阵探头6的安装位,并且支撑架11通过多个固定螺栓10固定在模具上;
[0041]
超声相控阵探头6,通过探头固定件9与支撑架11相固定,并且通过相控阵仪7与控制器1连接,探头的检测端面与模具表面接触。其能够对模具内部进行动态聚焦扫描,当相控阵仪7检测到模压原料片12开始流动到拐角区域的信号时,将该信号反馈到控制器1中。超声相控阵探头6为一维线性阵列探头、二维矩形阵列探头或环形阵列探头。
[0042]
超声波组件,包括超声波电源2、电激励信号线3、超声换能器4以及超声变幅杆5,超声换能器4与超声变幅杆5一一对应,所有的超声换能器4分别通过电激励信号线3与超声电源连接,然后每个超声换能器4与超声变幅杆5组成的单元按照一定的间距均匀分布在支撑架11的套筒8内。且超声换能器4是与套筒8螺纹连接的,这样拆装方便,调整也比较方便,
可以实现让超声变幅杆5与模具表面保持合适的接触压力,其中:
[0043]
超声换能器4发出的频率为15khz~100khz。超声变幅杆5与超声换能器4端面接触,能够将换能器端面上产生的微小振幅放大到10~300微米。在本实施例中,超声变幅杆55以10~50微米的振幅持续振动。超声变幅杆5另一端与上模具13表面接触。且超声换能器4和超声变幅杆5的频率及振幅参数均相同。
[0044]
且超声换能器4和超声变幅杆5的数量不做限制,其除超声相控阵探头6附近外,均匀的、等间距的分布在一个矩形平面上。
[0045]
超声换能器4均具有独立的电激励信号线3,与超声波电源2相连接。控制器1能够控制超声波电源2产生独立的电激励信号,并能够调节电激励信号的交流频率和电压幅值。
[0046]
一种减小复材制品拐角区模压缺陷的方法,它包括以下步骤:
[0047]
s1、将带有超声相控阵探头6以及超声波组件的支撑架11安装到模具的侧面,通过固定螺栓10固定在模具上固定牢固,其中超声波组件包括超声波电源2、n个超声换能器4以及n个超声变幅杆5,并且同时得到安装后的n个超声变幅杆5组成的阵列的中心位置;
[0048]
s2、然后控制超声相控阵探头6工作,探测模具内部,得到模具内部的拐角区域以及拐角区域的中心点p点位置,然后停止超声相控阵探头6工作,跳转到下一步;超声相控阵探头6能探测模具内部拐角区域位置是现有技术的常规技术,不是本技术所要保护的技术方案,所以在此没有展开如何探测;
[0049]
s3、根据步骤s1得到的阵列中心位置与步骤s2得到的p点位置,设定超声换能器4的时序,
[0050]
每排超声换能器同时工作,相邻排的超声换能器延迟时间工作,其延迟时间差为:
[0051][0052]
如图2所示,上式中,c为超声波在介质中的声速,本实例中的模具材料为碳素结构钢,取c=5900m/s,d为两个相邻的超声变幅杆之间的距离,f为p点与n个超声变幅杆所组成的阵列中心的距离,tn为第n个超声换能器激励信号的延时时间,并设定t0为能够保证tn为正而设置的常数,θ为p点和阵列中心的连线与法线之间的夹角;
[0053]
在本具体实施例中,聚焦点到模具表面的距离fcosθ:10-200mm,夹角θ:0-60
°
,支撑架上每列超声换能器及超声变幅杆的数量n:3-10,相邻两超声变幅杆中心之间的距离d:30-80mm,刚性支撑架上共有m个图2所示的阵列,m:3-20,每列之间的距离l:30-80mm,模具温度:100-300℃,模压成型压力:5-10mpa,延时时间t’:10-30s。
[0054]
s4、将模压原料片12加入到模具中;将模压原料片12平铺置入模具模压腔中,并按照腔体的形状进行铺层;
[0055]
s5、保压以及保温;模具由模温机导热油加热并维持在一定的温度t;压力机下行,当上模具13运动至模压原料片12并于下模具14形成紧密接触的同时,压力机加压并维持成型压力,模压原料片12在温度及压力作用下发生流动;
[0056]
s6、控制超声相控阵探头6工作,探测模具内部的拐角区域,若探测到超声波回波处于设定范围,则继续检测;若探测到超声波回波低于设定阈值,则判断复合材料发生流动开始填充拐角区域,将信号反馈给控制器1,然后跳转到下一步;
[0057]
s7、控制器1控制n个超声换能器4按照步骤s3设定的时序进行脉冲激励,同时超声
相控阵探头6持续探测模具内部的拐角区域,若探测到拐角区域的模压原料片12发生完全固化的超声信号,则将该信号反馈给控制器1,停止超声相控阵探头6工作,然后跳转到下一步;若没有探测到拐角区域的模压原料片12发生完全固化的超声信号,则超声相控阵探头6继续探测;超声相控阵探头6探测拐角区域会产生回波,如果回波变化则表示拐角区域的状态发生了变化,如开始填充,已经固化完成等,具体回波如何变化也是现有技术的常规技术手段,并不是本技术所要保护的,所以在本技术中并没有详细展开;
[0058]
s8、控制n个超声换能器4停止工作;
[0059]
s9、开模。当到达设定的保压时间之后,压力机开始泄压,上模具13上行,模压原料片12形成复合材料制品。模具内部顶杆将模压制品顶出,操作人员取出复合材料模压成型制品。
[0060]
实施例二:
[0061]
与实施例一相比,本实施例中步骤s7中超声相控阵探头6不是持续探测的,而是超声换能器4工作t时间后,再开启超声相控阵探头6探测,如果没有探测到拐角区域的模压原料片12发生完全固化的超声信号,则停止超声相控阵探头6,再过t时间再控制超声相控阵探头6探测,一直循环,直到超声相控阵探头6探测到拐角区域的模压原料片12发生完全固化的超声信号,跳转到步骤s8。
[0062]
实施例三:
[0063]
与实施例一的区别在于,实施例三中步骤s8,当控制器1接收到超声相控阵探头6传输过来的探测到拐角区域的模压原料片12发生完全固化的超声信号,则还需要延时t’时间,然后再控制超声换能器4停止工作。
[0064]
实施例四:
[0065]
与实施例一的区别在于,实施例四中步骤s7,超声相控阵探头6将其检测到的模压腔拐角区域的大小反馈给控制器1,控制器根据拐角区域的大小,调节每个超声换能器激励信号的幅值,从而增大或减小所施加的超声振动能量。模压腔拐角区域的大小与超声换能器的激励信号的幅值是存在关系的,当拐角区域越大,则需要的幅值也越大,但是两者具体的关系并不是很申请所要保护的,所以在此没有详细展开。
[0066]
尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
[0067]
对于本领域的技术人员而言,阅读上述说明后,各种变化和修正无疑将显而易见。因此,所附的权利要求书应看作是涵盖本发明的真实意图和范围的全部变化和修正。在权利要求书范围内任何和所有等价的范围与内容,都应认为仍属本发明的意图和范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1