一种应用于口罩生产的口罩本体制造设备的制作方法
1.本发明涉及一种制造设备,具体涉及一种应用于口罩生产的口罩本体制造设备。
背景技术:
2.现有的口罩本体制造设备,由线盘、导线器、封边器、折型压型结构等装置依次衔接协同作业,各设备的体积均较大,且依次连接后的设备整体长度更需要较为开阔的场地,需求及成本较高。
技术实现要素:
3.为解决现有技术的不足,本发明的目的在于提供一种可单独使用,可以与其他设备协同使用的小体积的口罩本体制造设备。
4.为了实现上述目标,本发明采用如下的技术方案:
5.一种应用于口罩生产的口罩本体制造设备,塑型板包括(n+1)个依次排列的塑型上件和n(n≥1)个依次排列的塑型下件;所述塑型上件和塑型下件均呈“工”形,相互间依次错位卡合;
6.于塑形状态,塑型上件的顶面呈水平,塑型下件的底面呈水平,错位间的空腔用于容纳待塑形的口罩材料。
7.上述塑型上件由顶部的环形链带运转,塑型下件由底部的环形链带同步运转。
8.末端的塑型上件的下尾板延长,底部的环形链带设有与下尾板匹配的尾夹下板。
9.首端的塑型上件的下首板延长,首端的底部的环形链带设有与下首板匹配的首夹下板。
10.于首端的塑型上件的前端,设有由环形链带运转的首夹上板,所述首夹上板的底面与塑型上件的底面齐平;首端底部的环形链带设有与首夹上板匹配的首夹下板,所述首夹下板的顶面与塑型下件的下首板的顶面齐平。
11.上述塑型上件和塑型下件,分别内置加热装置。
12.上述顶部和底部的环形链带分别由伸缩臂驱动横向移动。
13.上述的口罩本体制造设备,还包括卷边装置:包括底板和压板;由下压臂驱动的压板设于底板的顶部,并正对底板中部;所述底板的两端分别通过卷压轴设置内置加热装置的卷压板,卷压轴由电机轴驱动。
14.上述的口罩本体制造设备,还包括与卷压板匹配的限位装置:包括匹配的锥形条和锥形槽,所述锥形条分别设于末端和首端的塑型上件的底面,锥形槽分别设于末端和首端的塑型下件的顶面。
15.上述的口罩本体制造设备,还包括与卷压板匹配的埋条装置:包括通过中轴连接下压臂的埋条器,所述埋条器的至少一端设有条槽,槽内设有负压口;所述条槽置于待塑形的口罩材料任一侧的顶部。
16.上述的口罩本体制造设备,还包括与埋条器匹配的供条器:包括依次串接的卷条
器、压条器和导条器,卷条器包括电机轴驱动的卷盘,压条器包括转辊,导条器包括内置矩形腔的矩形块,卷盘卷放的铝条被转辊压平后从矩形块的矩形腔口输向条槽。其中,条槽的长度小于口罩的长度,且沿宽度方向与口罩同中线;条槽的一端闭合,另一端敞口。铝条由被下压臂联动的埋条器,通过条槽与矩形块的错位,切割。
17.本发明的有益之处在于:
18.本发明的一种应用于口罩生产的口罩本体制造设备,使用预先经过切割的口罩材料,简化了口罩本体的折叠机构,结构简单,使用方便,体积小,一步成型,可配合现有的封边装置使用,也可配合本发明的封边装置使用,便于与其他设备协同使用,并集成为一体,极大的缩小整个口罩设备的占地面积,提高场地使用率,具有很强的实用性和广泛的适用性。
附图说明
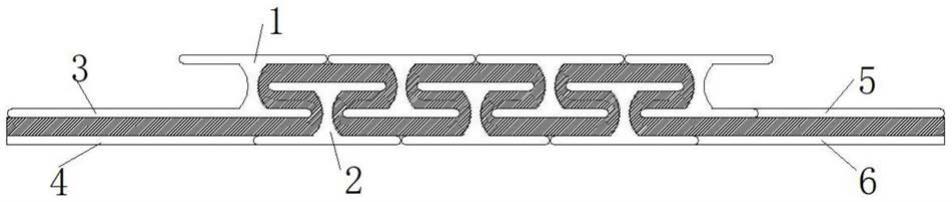
19.图1为本发明的塑型板的结构示意图。
20.图2为本发明的塑型上件的结构示意图。
21.图3为本发明的塑型下件的结构示意图。
22.图4为本发明的埋条装置的结构示意图。
23.图5为本发明的供条器的结构示意图。
24.图6为本发明的导条器的结构示意图。
25.附图中标记的含义如下:1、塑型上件,2、塑型下件,3、下尾板,4、尾夹下板,5、首夹上板,6、首夹下板,7、环形链带,8、锥形条,9、锥形槽,10、下压臂,11、底板,12、卷压轴,13、卷压板,14、压板,15、埋条器,16、中轴,17、条槽,18、导条器,19、压条器,20、卷条器,21、矩形腔口。
具体实施方式
26.以下结合附图和具体实施例对本发明作具体的介绍。
27.如图1所示,本实施例以n=3为例,
28.一种应用于口罩生产的口罩本体制造设备,塑型板由4个依次的塑型上件1和3个依次的塑型下件2组成;塑型上件1和塑型下件2均呈“工”形,相互间可依次错位卡合。
29.如图所示,末端的塑型上件1的下尾板3延长,底部塑型下件2的末端设有对应的尾夹下板4;首端的塑型上件1的前端设有首夹上板5,首夹上板5的底面与塑型上件1的底面齐平;底部塑型下件2的前端设有对应的首夹下板6,首夹下板6的顶面与塑型下件2的下首板的顶面齐平。其中,首夹上板5可由末端的塑型上件1的下尾板3延长来替代。
30.塑型上件1、首夹上板5分别通过其顶部的连杆接顶部的环形链带7,尾夹下板4、塑型下件2、首夹下板6分别通过其底部的连杆接底部的环形链带7,2个环形链带7同步运转。
31.优选的,塑型上件1和塑型下件2,分别内置加热装置,用于口罩材料受热固型。
32.塑形状态:塑型上件1的顶面呈水平,塑型下件2的底面呈水平,错位间的空腔用于容纳待塑形的口罩材料。
33.使用时,如图所示,口罩材料从左侧输入,同步运转的环形链带7使得首夹上板5和首夹下板6的右侧端部相互夹持口罩材料,并带动口罩材料随环形链带7移动。随着环形连
带的转动,随后的塑型上件1和塑型下件2依次水平,并将口罩材料夹持在错位间的空腔内,塑形,并经加热后完成初步的固型。
34.若口罩本体制造设备单独使用,将固型后的口罩本体从侧面抽出。口罩本体制造设备也可协同伸缩臂使用,即顶部和底部的环形链带7分别由伸缩臂驱动横向移动(优选的,横向移动的方向为不同向),口罩本体由对应的挡块阻止其移动(不随塑型上件1或塑型下件2移动)。
35.抽出的口罩本体放置在卷边装置上,或由辅助链带送至卷边装置上进行卷边作业。
36.如图4和5所示,卷边装置由匹配的底板11和压板14组成,压板14由其顶部的下压臂10通过固定端部联动,压板14正对底板11中部(塑形部分);底板11的两端分别通过卷压轴12设置卷压板13,卷压轴12由电机轴驱动。卷压板13设有匹配的限位装置:包括锥形条8和锥形槽9,锥形条8分别设于末端和首端的塑型上件1的底面,锥形槽9分别设于末端和首端的塑型下件2的顶面。
37.压板14的旁侧设有埋条装置,包括通过中轴16连接下压臂10的埋条器15,如图4所示,埋条器15的两端均设有条槽17,槽内设有负压口,用于吸附铝条;条槽17的长度小于口罩的长度,且沿宽度方向与口罩同中线;条槽17的一端闭合,另一端敞口。且,条槽17置于待塑形的口罩材料任一侧的顶部。
38.埋条器15匹配供条器使用,供条器由铝条依次串接的卷条器20、压条器19和导条器18组成;优选的,卷条器20为电机轴驱动的卷盘,压条器19为转辊,导条器18为内置矩形腔的矩形块;卷盘卷放的铝条被转辊压平后从矩形块的矩形腔口21输向条槽17。其中,铝条由被下压臂10联动的埋条器15,通过条槽17与矩形块的错位,进行切割。
39.使用时,
40.塑形时,经过锥形条8和锥形槽9的压合,口罩本体的两侧分别有可折印记,将经过(折叠)塑形的口罩本体,放置在底板11上,下压臂10驱动压板14压迫(进一步定型)并限定口罩本体位移;压板14下压的同时,下压臂10联动埋条器15下降,埋条器15将负压吸附的铝条放置在口罩本体上,电机驱动转动中轴16,使得埋条器15远离口罩,便于卷压板13卷边。卷压轴12转动卷压板13,沿可折印记将口罩本体的两侧翻卷,并由内置的加热装置熔焊固定。
41.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,上述实施例不以任何形式限制本发明,凡采用等同替换或等效变换的方式所获得的技术方案,均落在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1