一种控制干式变压器薄板模具轴向直线度的装置及操作方法与流程
1.本发明涉及变压器技术领域,特别涉及一种控制干式变压器薄板模具轴向直线度的装置及操作方法。
背景技术:
2.干式变压器浇注外模通常为薄板模具,该类模具有重量轻,操作简便,成本低等特点,但薄板模具强度低,易变形,模具轴向直线度难以达到相应要求,致使线圈浇注后轴向外绝缘树脂厚度不可控。为保障浇注线圈外绝缘厚度均匀可控,特需提高薄板模具轴向直线度,现有方案通常为在模具上焊接加强筋,由于为薄板模具,该方案加强筋焊接部位很容易出现因残留的焊接痕迹导致浇注外观缺陷,且在焊接过程中模具本身也会出现受热变形的情况,无法保障浇注线圈质量。同时加强筋的焊接给模具组装带来很大的不便性,也严重降低了生产效率。
技术实现要素:
3.为了克服上述现有技术存在的缺陷,本发明的目的在于提供一种控制干式变压器薄板模具轴向直线度的装置及操作方法,通过直线度校准杆对外模的直线度进行校准,无需对模具破坏和损伤,解决浇注线圈轴向外绝缘树脂厚度不均匀问题,操作方便,实用高效。
4.为达到实现上述目的,本发明采用如下技术方案:
5.一种控制干式变压器薄板模具轴向直线度的装置,包括直线度校准杆2,直线度校准杆2上方设有直线度校准杆卡勾4,直线度校准杆2下方设有校准杆卡具3,所述校准杆卡具3包括通过螺栓连接的上夹板8、下夹板14,以及上夹板8与下夹板14之间的压板13。
6.所述直线度校准杆卡勾4上开设有连接沉孔6,通过内六角螺栓与直线度校准杆2上开设的螺纹孔7连接。
7.所述上夹板8采用l形钢板,l形钢板两侧连接有加强筋16;下夹板14两侧向下折边。
8.所述上夹板8的底板18前部及下夹板14前部设有相适配的第一螺栓孔17。
9.所述第一螺栓孔17呈三角形分布,分别通过适配的第一紧固螺栓副9连接。
10.所述上夹板8的底板18后部与压板13两侧设有相适配的第二螺栓孔10,分别通过适配的第二紧固螺栓副11连接。
11.所述上夹板8的背板19设有第三螺栓孔12,通过适配的第三紧固螺栓副15与直线度校准杆2相抵接。
12.所述每组第一紧固螺栓副9、第二紧固螺栓副11及第三紧固螺栓副15,均包括一根螺杆及相适配的多个螺母组成。
13.一种控制干式变压器薄板模具轴向直线度的装置操作方法,具体包括以下步骤:
14.1)组装校准杆卡具3:通过第一紧固螺栓副9贯穿上夹板8与下夹板14上相适配的
第一螺栓孔17,对上夹板8与下夹板14初步组装,通过每一根第一紧固螺栓副9上的螺母调节上夹板8与下夹板14之间的间距;
15.2)用内六角螺栓通过直线度校准杆卡勾4上的连接沉孔6及直线度校准杆2上开设的螺纹孔7,将直线度校准杆卡勾4与直线度校准杆2初步连接固定;使用刀口尺和塞尺对组装完成模具的外模表面轴向直线度进行测量,在直线度不符合标准位置使用上述装置进行校准,将直线度校准杆2抵在模具的外模表面,上部利用直线度校准杆2上的直线度校准杆卡勾4及直线度校准杆卡勾4上的卡槽5将直线度校准杆2与模具上沿进行卡紧;
16.3)直线度校准杆2下部利用校准杆卡具3与模具表面顶紧:将模具下端板置于上夹板8与下夹板14中间,将压板13放置在模具下端板上,在压板13与上夹板的底板18之间通过相适配的第二螺栓孔10及适配的第二紧固螺栓副11旋紧,使模具下端板在下夹板14与压板13中间夹紧;通过三角形分布的第一螺栓孔17及适配的第一紧固螺栓副9,连接上夹板8与下夹板14,调整校准杆卡具3与模具下端板连接的角度,使其与模具外模表面紧贴;将校准杆卡具3与下端板固定后,将第三紧固螺栓副15与上夹板8的背板19连接,并顶紧直线度校准杆2的下端部;
17.4)用卡兰1将直线度校准杆2上部与模具内模卡紧。
18.所述卡兰1的卡紧位置应处于直线度校准杆2上部定位止口所在高度,避免模具变形。
19.相较于现有技术,本发明具有如下技术效果:
20.1、本发明可以有效改善薄板模具轴向直线度问题,使得线圈浇注后轴向外绝缘树脂均匀性得到保障。
21.2、本发明使用过程中较现有技术方案更为灵活,可在模具圆周方向任意位置进行安装校准,便于拆卸。
22.3、本发明所有工装组件均为装配件,通过简单的螺栓连接进行组装,部件易更换,制造成本低,便于操作。
附图说明
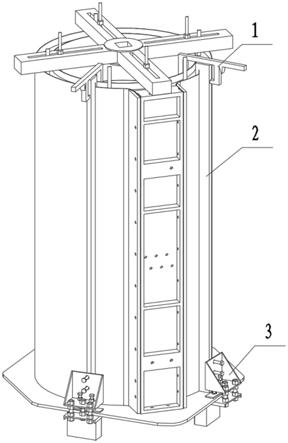
23.图1是本发明的组装主视图。
24.图2是本发明直线度校准杆2与直线度校准杆卡勾4连接结构示意图。
25.图3是本发明校准杆卡具3的组装主视图。
26.图4是本发明校准杆卡具3的组装侧视图。
27.图5是本发明上夹板8与压板13连接结构示意图,其中,图5(a)为上夹板8俯视图,5(b)为压板13的俯视图,图5(c)为压板13的主视图。
28.图6是本发明的直线度校准杆卡勾4、卡兰1和模具之间的连接结构示意图。
29.图7是本发明的校准杆卡具3和模具之间的连接结构示意图。
30.其中:1-卡兰,2-直线度校准杆,3-校准杆卡具,4-直线度校准杆卡勾,5-卡槽,6-连接沉孔,7-连接螺纹孔,8-上夹板,9-第一紧固螺栓副,10-第二螺栓孔,11-第二紧固螺栓副,12-第三螺栓孔,13-压板,14-下夹板,15-第三紧固螺栓副,16-加强筋,17-第一螺栓孔,18-底板,19-背板。
具体实施方式
31.下面结合附图对本发明作进一步详细描述。
32.以下给出本发明的具体实施例,需要说明的是本发明并不局限于以下具体实施例,凡在本技术技术方案基础上做的等同变换均落入本发明的保护范围。
33.一种控制干式变压器薄板模具轴向直线度的装置,包括直线度校准杆2,直线度校准杆2上方设有直线度校准杆卡勾4,直线度校准杆2下方设有校准杆卡具3,所述校准杆卡具3包括通过螺栓连接的上夹板8、下夹板14,以及上夹板8与下夹板14之间的压板13。
34.所述直线度校准杆卡勾4上开设有连接沉孔6,通过内六角螺栓与直线度校准杆2上开设的螺纹孔7连接。
35.所述上夹板8采用l形钢板,l形钢板两侧连接有加强筋16;下夹板14两侧向下折边。
36.所述上夹板8的底板18前部及下夹板14前部设有相适配的第一螺栓孔17。
37.所述第一螺栓孔17呈三角形分布,分别通过适配的第一紧固螺栓副9连接;第一螺栓孔17与第一紧固螺栓副9呈三角形分布,在使用过程中校准杆卡具3可以灵活调整角度,增加了该装置的通用性。
38.所述上夹板8的底板18后部与压板13两侧设有相适配的第二螺栓孔10,分别通过适配的第二紧固螺栓副11连接。
39.所述上夹板8的背板19设有第三螺栓孔12,通过适配的第三紧固螺栓副15与直线度校准杆2相抵接。
40.所述每组第一紧固螺栓副9、第二紧固螺栓副11及第三紧固螺栓副15,均包括一根螺杆及相适配的多个螺母组成。
41.一种控制干式变压器薄板模具轴向直线度的装置操作方法,包括以下步骤:
42.1)组装校准杆卡具3:通过第一紧固螺栓副9贯穿上夹板8与下夹板14上相适配的第一螺栓孔17,对上夹板8与下夹板14初步组装,通过每一根第一紧固螺栓副9上的螺母调节上夹板8与下夹板14之间的间距;
43.2)用内六角螺栓通过直线度校准杆卡勾4上的连接沉孔6及直线度校准杆2上开设的螺纹孔7,将直线度校准杆卡勾4与直线度校准杆2初步连接固定;使用刀口尺和塞尺对组装完成模具的外模表面轴向直线度进行测量,在直线度不符合标准位置使用上述装置进行校准,将直线度校准杆2抵在模具的外模表面,上部利用直线度校准杆2上的直线度校准杆卡勾4及直线度校准杆卡勾4上的卡槽5将直线度校准杆2与模具上沿进行卡紧;
44.3)直线度校准杆2下部利用校准杆卡具3与模具表面顶紧:将模具下端板置于上夹板8与下夹板14中间,将压板13放置在模具下端板上,在压板13与上夹板的底板18之间通过相适配的第二螺栓孔10及适配的第二紧固螺栓副11旋紧,使模具下端板在下夹板14与压板13中间夹紧;通过三角形分布的第一螺栓孔17及适配的第一紧固螺栓副9,连接上夹板8与下夹板14,调整校准杆卡具3与模具下端板连接的角度,使其与模具外模表面紧贴;将校准杆卡具3与下端板固定后,将第三紧固螺栓副15与上夹板8的背板19连接,并顶紧直线度校准杆2的下端部;
45.4)用卡兰1将直线度校准杆2上部与模具内模卡紧。
46.所述卡兰1的卡紧位置应处于直线度校准杆2上部定位止口所在高度,避免模具变形。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1