一种PET高光、肤感家具膜挤出生产线的制作方法
一种pet高光、肤感家具膜挤出生产线
1.技术领域
2.本发明涉及pet膜生产技术领域,尤其涉及一种pet高光、肤感家具膜挤出生产线。
3.
背景技术:
4.聚酯基片,也称pet膜,是一种耐久性强、坚固、高韧性、耐潮、耐高温和低温的材料,清澈透明,经本体染色、金属化镀层、磁控溅射、夹层合成等多种工艺处理,成为具有不同特性的膜,现在的pet膜在生产时是通过pet螺杆挤出机进行加工的,之后通过相对应的设备对其进行压缩、挤压、成型、切割、收卷等操作,使得pet膜大致形成一种平面的矩形的形状,从而完成对pet膜的加工,但是现有的pet螺杆挤出机是采用单螺杆的方式进行加工的,这一方式在熔融的过程中,部分物料无法完全塑化,使得物料最终成品会产生一定量的结晶,且物料最终成品的韧性也要受到一定的影响,从而使得整体的工作质量受到影响,且后续在三辊压光机对物料加工时,自身辊之间的间距无法十分准确的调节,使得后续的物料的厚度不一,影响整体的加工质量。
5.因此,有必要提供一种新的pet高光、肤感家具膜挤出生产线解决上述技术问题。
技术实现要素:
6.为解决上述技术问题,本发明是提供一种产品晶点少、提高物料使用质量的pet高光、肤感家具膜挤出生产线。
7.本发明提供的pet高光、肤感家具膜挤出生产线包括:钢平台、流道、一次牵引和废边收卷装置、前涂布装置、涂布烘箱、后涂布装置、二次牵引机、三工位伺服收卷机和控制箱,所述钢平台内部固定安装有控制箱,所述钢平台侧面设置有流道,所述钢平台侧面设置有一次牵引和废边收卷装置,所述一次牵引和废边收卷装置左侧设置有前涂布装置,所述前涂布装置左侧设置有涂布烘箱,所述涂布烘箱左侧设置有后涂布装置,所述后涂布装置左侧设置有二次牵引机,所述二次牵引机左侧设置有三工位伺服收卷机,所述钢平台表面固定安装有用于物料加工、熔融的螺杆加工装置,所述螺杆加工装置与流道固定连接,所述钢平台表面位于螺杆加工装置侧面固定安装有用于筛选物料内部杂质、计算总量的筛选计量装置,所述筛选计量装置与流道固定连接,所述钢平台侧面位于一次牵引和废边收卷装置右侧设置有用于物料挤压、定形的挤压装置。
8.优选的,所述一次牵引和废边收卷装置内部还包括了一次牵引设备、圆刀和费边收卷装置,在使用中可以利用一次牵引设备对物料进行牵引,方便后续对物料加工,且因为圆刀的设立,可以对物料多余的部分进行切除,去除不需要的废料,保证物料自身质量,最后通过费边收卷装置的使用,对物料完成收卷,使得整体的加工流程更加流畅、完美。
9.优选的,所述螺杆加工装置包括第一外壳、第二外壳、第二挤出杆、第一挤出杆、传
动端、第一电机、第二电机、加工端、进料口和开合控制端,所述钢平台表面固定安装有第一外壳,所述第一外壳底端固定安装有第二外壳,所述第一外壳内部转动安装有第一挤出杆,所述第二外壳内部转动安装有第二挤出杆,所述第一挤出杆端部固定安装有传动端,所述传动端侧面固定安装有第一电机,所述第一电机与传动端均与钢平台固定连接,所述第二挤出杆端部固定安装有第二电机,所述第一外壳底端位于第二外壳顶端位置固定安装有加工端,所述加工端与钢平台固定连接,所述第一外壳表面一侧固定安装有进料口,所述进料口底端位置固定安装有开合控制端,所述开合控制端、第一电机、第二电机和加工端均与控制箱电性连接。
10.优选的,所述第二外壳固定安装在第一外壳底端,且第一外壳与进料口相通,所述第二外壳与均化段相通,在使用中螺杆设计采用最新的bm结构,在螺杆的熔融段再附加一条螺纹,这两条螺纹把原来的一条螺纹所形成的螺槽分成两个螺槽,一条螺槽与加料段螺槽相通,另一条螺槽与均化段相通,前者用来盛固相,螺槽深度由加料段螺槽深度变化至均化段螺槽深度;后者用来盛液相,螺槽深度与均化段螺槽深度相等,附加螺纹与机筒壁的间隙要比原来的螺纹与机筒壁的间隙大,主螺纹与副螺纹相交始于加料段末,终于均化段初,这样就能利用副螺纹将部分没有塑化的物料进行充分的塑化。
11.优选的,所述第一外壳表面开设有散热口,在使用中保证第一外壳和第二外壳在使用的过程中,内部产生过多的热量能够稳定的进行排出,防止设备内部的部件因为热量过高而出现损坏的情况,以此保证设备自身使用的稳定性,也提高了物料在内部熔融塑化的质量,提高了整体的工作质量。
12.优选的,所述筛选计量装置包括支撑杆、挡板、换网器、计量泵和模具,所述钢平台表面位于螺杆加工装置侧面对称固定安装有支撑杆,所述支撑杆顶端固定安装有挡板,所述挡板之间一侧固定安装有换网器,所述挡板之间位于换网器侧面固定安装有计量泵,所述挡板之间远离换网器的一端固定安装有模具,所述换网器、计量泵和模具均与流道固定连接。
13.优选的,所述换网器采用的是液压自动换网器,在使用中通过液压自动换网器的使用,可以利用自身的结构和液压缸的使用,对内部的过滤板进行快速、稳定的更换,且液压自动换网器在使用时体积紧凑,自身的密封性更好,能够更好的完成对物料内部杂质筛选的任务,提高整体的工作效率和质量。
14.优选的,所述挤压装置包括底板、支撑板、地块、固定杆、电动推杆、连接块、转筒和第三电机,所述钢平台侧面位于一次牵引和废边收卷装置右侧设置有底板,所述底板表面一侧固定安装有支撑板,且底板表面另一侧固定安装有地块,所述地块与支撑板固定连接,所述地块内部对称固定安装有固定杆,所述地块内部位于固定杆两端对称固定安装有电动推杆,所述固定杆外部等距滑动安装有连接块,所述连接块之间转动安装有转筒,所述转筒端部固定安装有第三电机。。
15.优选的,所述第三电机采用的是伺服电机,在使用时利用伺服电机自身的特性,可以控制转筒自身的转动速度,对转筒的位置可以进行更加精确的调整,且在操作时更加稳定、方便,使得后续的使用更加方便,也能更好的保证了通过挤压装置的物料厚度偏差更小,不会出现物料厚度不均匀的情况,使得物料的最终成品的使用质量更加完美。
16.优选的,所述流道的输出端放置在位于固定杆顶端的转筒之间,在使用中保证物
料能够先进入顶端两根转筒之间,先通过一次挤压,将物料初步碾压成目标形状,然后配合其他设备的使用,将物料再次输送到底端转筒之间,让物料再次得到加工,使得后续物料成品的质量更加完美,使得物料自身的厚度偏差更小。
17.与相关技术相比较,本发明提供的pet高光、肤感家具膜挤出生产线具有如下有益效果:本发明提供pet高光、肤感家具膜挤出生产线:1、通过螺杆加工装置的使用,可以对内部的物料进行充分的加工,部分尚未完全塑化的物料也能够第二挤出杆进行加工,保证了设备自身的工作质量,防止物料出现完全塑化便直接投入后续挤压、切割等步骤的情况,从而大大的减少了物料成品内部出现晶点的情况,保证了物料自身的质量,提高了整体的加工效果;2、通过挤压装置和筛选计量装置的使用,可以对熔融塑化的物料进行过滤、计量、塑形等加工,保证物料能够快速的形成目标形状,且物料形成后的厚度一致,不会出现物料自身厚度不一的情况,使得后续物料的加工等步骤的展开更加方便,加快了整体的工作效率,提高了物料自身成品的使用质量。
附图说明
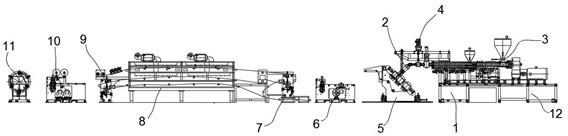
18.图1为本发明提供的整体结构平面示意图;图2为本发明提供的钢平台表面结构平面示意图;图3为本发明提供的钢平台表面结构示意图之一;图4为本发明提供的钢平台表面结构示意图之二;图5为本发明提供的钢平台表面结构示意图之三;图6为本发明提供的螺杆加工装置结构示意图;图7为本发明提供的筛选计量装置结构示意图;图8为本发明提供的挤压装置结构示意图。
19.图中标号:1、钢平台;2、流道;3、螺杆加工装置;31、第一外壳;32、第二外壳;33、第二挤出杆;34、第一挤出杆;35、传动端;36、第一电机;37、第二电机;38、加工端;39、进料口;310、开合控制端;4、筛选计量装置;41、支撑杆;42、挡板;43、换网器;44、计量泵;45、模具;5、挤压装置;51、底板;52、支撑板;53、地块;54、固定杆;55、电动推杆;56、连接块;57、转筒;58、第三电机;6、一次牵引和废边收卷装置;7、前涂布装置;8、涂布烘箱;9、后涂布装置;10、二次牵引机;11、三工位伺服收卷机;12、控制箱。
具体实施方式
20.下面结合附图和实施方式对本发明作进一步说明。
21.请结合参阅图1、图2、图3、图4、图5、图6、图7和图8,其中,图1为本发明提供的整体结构平面示意图;图2为本发明提供的钢平台表面结构平面示意图;图3为本发明提供的钢平台表面结构示意图之一;图4为本发明提供的钢平台表面结构示意图之二;图5为本发明提供的钢平台表面结构示意图之三;图6为本发明提供的螺杆加工装置结构示意图;图7为本发明提供的筛选计量装置结构示意图;图8为本发明提供的挤压装置结构示意图。pet高光、肤感家具膜挤出生产线包括:钢平台1、流道2、一次牵引和废边收卷装置6、前涂布装置
7、涂布烘箱8、后涂布装置9、二次牵引机10、三工位伺服收卷机11和控制箱12。
22.在具体实施过程中,如图1、图2、图3、图4和图5所示,所述钢平台1内部固定安装有控制箱12,所述钢平台1侧面设置有流道2,所述钢平台1侧面设置有一次牵引和废边收卷装置6,所述一次牵引和废边收卷装置6左侧设置有前涂布装置7,所述前涂布装置7左侧设置有涂布烘箱8,所述涂布烘箱8左侧设置有后涂布装置9,所述后涂布装置9左侧设置有二次牵引机10,所述二次牵引机10左侧设置有三工位伺服收卷机11,所述钢平台1表面固定安装有用于物料加工、熔融的螺杆加工装置3,所述螺杆加工装置3与流道2固定连接,所述钢平台1表面位于螺杆加工装置3侧面固定安装有用于筛选物料内部杂质、计算总量的筛选计量装置4,所述筛选计量装置4与流道2固定连接,所述钢平台1侧面位于一次牵引和废边收卷装置6右侧设置有用于物料挤压、定形的挤压装置5。
23.在使用中通过将设备放置到目标位置,通过调整控制箱12内部数据,之后将物料放置到螺杆加工装置3的内部,通过螺杆加工装置3的使用,对内部物料进行加工、熔融塑化,然后在流道2输送的过程中通过筛选计量装置4的使用,对加工后的物料的杂质进行去除,且对物料进行塑性,流道2将物料输送到目标位置后通过挤压装置5的使用,对物料进行挤压,从而使得物料能够形成目标形状,方便后续进行加工,之后通过一次牵引和废边收卷装置6的使用,对物料多余的费边进行切除,之后对物料进行收卷,物料在通过第一次牵引之后,通过前涂布装置7的使用,对物料的一面进行喷涂,然后通过涂布烘箱8的使用,对物料的喷涂面进行烘干,之后通过后涂布装置9的使用,对物料的另一面进行喷涂,然后再次通过涂布烘箱8的使用,进行全面的烘干,早通过二次牵引机10的使用,对物料进行牵引,最后通过三工位伺服收卷机11的使用,对已经加工好的物料进行收卷,使得物料内部含有的杂质更少、塑化更加彻底,从而保证了设备的使用质量,提高了整体的工作效果。
24.参考图1所示,所述一次牵引和废边收卷装置6内部还包括了一次牵引设备、圆刀和费边收卷装置,在使用中可以利用一次牵引设备对物料进行牵引,方便后续对物料加工,且因为圆刀的设立,可以对物料多余的部分进行切除,去除不需要的废料,保证物料自身质量,最后通过费边收卷装置的使用,对物料完成收卷,使得整体的加工流程更加流畅、完美。
25.参考图6所示,所述螺杆加工装置3包括第一外壳31、第二外壳32、第二挤出杆33、第一挤出杆34、传动端35、第一电机36、第二电机37、加工端38、进料口39和开合控制端310,所述钢平台1表面固定安装有第一外壳31,所述第一外壳31底端固定安装有第二外壳32,所述第一外壳31内部转动安装有第一挤出杆34,所述第二外壳32内部转动安装有第二挤出杆33,所述第一挤出杆34端部固定安装有传动端35,所述传动端35侧面固定安装有第一电机36,所述第一电机36与传动端35均与钢平台1固定连接,所述第二挤出杆33端部固定安装有第二电机37,所述第一外壳31底端位于第二外壳32顶端位置固定安装有加工端38,所述加工端38与钢平台1固定连接,所述第一外壳31表面一侧固定安装有进料口39,所述进料口39底端位置固定安装有开合控制端310,所述开合控制端310、第一电机36、第二电机37和加工端38均与控制箱12电性连接。
26.在使用中通过第一电机36的发动,使得第一挤出杆34进行转动,然后将物料从进料口39倒入第一外壳31内部,在配合加工端38的使用,对内部物料进行熔融塑化,当物料在第一外壳31内部移动到均化段位置时,第二电机37也会自动启动,使得第二挤出杆33进行使用,对第一外壳31内部尚未完全塑化的物料进行进一步的加工,保证内部的物料能够完
全的塑化,且两根挤出杆分工明确,从而保证了设备自身的工作效果,提高了整体的工作质量。
27.参考图6所示,所述第二外壳32固定安装在第一外壳31底端,且第一外壳31与进料口39相通,所述第二外壳32与均化段相通,在使用中螺杆设计采用最新的bm结构,在螺杆的熔融段再附加一条螺纹,这两条螺纹把原来的一条螺纹所形成的螺槽分成两个螺槽,一条螺槽与加料段螺槽相通,另一条螺槽与均化段相通,前者用来盛固相,螺槽深度由加料段螺槽深度变化至均化段螺槽深度;后者用来盛液相,螺槽深度与均化段螺槽深度相等,附加螺纹与机筒壁的间隙要比原来的螺纹与机筒壁的间隙大,主螺纹与副螺纹相交始于加料段末,终于均化段初,这样就能利用副螺纹将部分没有塑化的物料进行充分的塑化。
28.参考图5所示,所述第一外壳31表面开设有散热口,在使用中保证第一外壳31和第二外壳32在使用的过程中,内部产生过多的热量能够稳定的进行排出,防止设备内部的部件因为热量过高而出现损坏的情况,以此保证设备自身使用的稳定性,也提高了物料在内部熔融塑化的质量,提高了整体的工作质量。
29.参考图7所示,所述筛选计量装置4包括支撑杆41、挡板42、换网器43、计量泵44和模具45,所述钢平台1表面位于螺杆加工装置3侧面对称固定安装有支撑杆41,所述支撑杆41顶端固定安装有挡板42,所述挡板42之间一侧固定安装有换网器43,所述挡板42之间位于换网器43侧面固定安装有计量泵44,所述挡板42之间远离换网器43的一端固定安装有模具45,所述换网器43、计量泵44和模具45均与流道2固定连接。
30.在使用中通过流道2的使用,将螺杆加工装置3内部加工完毕的物料进行输送,然后再输送的过程中,可以通过换网器43的使用,对物料内部的杂质进行去除,保证物料自身纯度,减少后续成品内部的杂质,使得物料自身的质量更加完美,且后续可以通过计量泵44的使用,可以准确的计算出物料总量为多少,方便后续对整体的数据进行检测、对比,最后通过模具45的使用,将流道2内部的物料压迫成目标形状,方便后续装置对其进行挤压、加工,从而加快了整体的工作效率,保证了设备使用时的稳定性。
31.参考图7所示,所述换网器43采用的是液压自动换网器,在使用中通过液压自动换网器的使用,可以利用自身的结构和液压缸的使用,对内部的过滤板进行快速、稳定的更换,且液压自动换网器在使用时体积紧凑,自身的密封性更好,能够更好的完成对物料内部杂质筛选的任务,提高整体的工作效率和质量。
32.参考图8所示,所述挤压装置5包括底板51、支撑板52、地块53、固定杆54、电动推杆55、连接块56、转筒57和第三电机58,所述钢平台1侧面位于一次牵引和废边收卷装置6右侧设置有底板51,所述底板51表面一侧固定安装有支撑板52,且底板51表面另一侧固定安装有地块53,所述地块53与支撑板52固定连接,所述地块53内部对称固定安装有固定杆54,所述地块53内部位于固定杆54两端对称固定安装有电动推杆55,所述固定杆54外部等距滑动安装有连接块56,所述连接块56之间转动安装有转筒57,所述转筒57端部固定安装有第三电机58。
33.在使用中先将底板51放置到目标位置也就是流道2的底端位置,然后通过支撑板52和地块53的配合,对转筒57的角度进行调节,使得后续物料能够更好的进入转筒57内部,之后通过第三电机58的使用,使得连接块56 内部的转筒57进行转动,使得转筒57对流道2底端运输的物料进行挤压,然后通过其他设备配合,将物料重新进入转筒57之间的间隙内
部,实现对物料的再次加工,保证物料能够完美的达到目标形状的需求,使得后续对物料进行牵引、裁剪和切割等工序的展开更加方便,加快了整体的工作效率。
34.参考图8所示,所述第三电机58采用的是伺服电机,在使用时利用伺服电机自身的特性,可以控制转筒57自身的转动速度,对转筒57的位置可以进行更加精确的调整,且在操作时更加稳定、方便,使得后续的使用更加方便,也能更好的保证了通过挤压装置5的物料厚度偏差更小,不会出现物料厚度不均匀的情况,使得物料的最终成品的使用质量更加完美。
35.参考图8所示,所述流道2的输出端放置在位于固定杆54顶端的转筒57之间,在使用中保证物料能够先进入顶端两根转筒57之间,先通过一次挤压,将物料初步碾压成目标形状,然后配合其他设备的使用,将物料再次输送到底端转筒57之间,让物料再次得到加工,使得后续物料成品的质量更加完美,使得物料自身的厚度偏差更小。
36.工作原理:本发明pet高光、肤感家具膜挤出生产线在使用时通过将设备放置到目标位置,通过调整控制箱12内部数据,之后将物料放置到螺杆加工装置3的内部,通过螺杆加工装置3的使用,对内部物料进行加工、熔融塑化,通过第一电机36的发动,使得第一挤出杆34进行转动,然后将物料荣光进料口39倒入第一外壳31内部,在配合加工端38的使用,对内部物料进行熔融塑化,当物料在第一外壳31内部移动到均化段位置时,第二电机37也会自动启动,使得第二挤出杆33进行使用,对第一外壳31内部尚未完全塑化的物料进行进一步的加工,保证内部的物料能够完全的塑化,且两根挤出杆分工明确,从而保证了设备自身的工作效果,提高了整体的工作质量,然后在流道2输送的过程中通过筛选计量装置4的使用,对加工后的物料的杂质进行去除,且对物料进行塑性,通过流道2的使用,将螺杆加工装置3内部加工完毕的物料进行输送,然后再输送的过程中,可以通过换网器43的使用,对物料内部的杂质进行去除,保证物料自身纯度,减少后续成品内部的杂质,使得物料自身的质量更加完美,且后续可以通过计量泵44的使用,可以准确的计算出物料总量为多少,方便后续对整体的数据进行检测、对比,最后通过模具45的使用,将流道2内部的物料压迫成目标形状,方便后续装置对其进行挤压、加工,从而加快了整体的工作效率,保证了设备使用时的稳定性,流道2将物料输送到目标位置后通过挤压装置5的使用,对物料进行挤压,从而使得物料能够形成目标形状,方便后续进行加工,先将底板51放置到目标位置也就是流道2的底端位置,然后通过支撑板52和地块53的配合,对转筒57的角度进行调节,使得后续物料能够更好的进入转筒57内部,之后通过第三电机58的使用,使得连接块56 内部的转筒57进行转动,使得转筒57对流道2底端运输的物料进行挤压,然后通过其他设备配合,将物料重新进入转筒57之间的间隙内部,实现对物料的再次加工,保证物料能够完美的达到目标形状的需求,使得后续对物料进行牵引、裁剪和切割等工序的展开更加方便,加快了整体的工作效率,之后通过一次牵引和废边收卷装置6的使用,对物料多余的费边进行切除,之后对物料进行收卷,物料在通过第一次牵引之后,通过前涂布装置7的使用,对物料的一面进行喷涂,然后通过涂布烘箱8的使用,对物料的喷涂面进行烘干,之后通过后涂布装置9的使用,对物料的另一面进行喷涂,然后再次通过涂布烘箱8的使用,进行全面的烘干,早通过二次牵引机10的使用,对物料进行牵引,最后通过三工位伺服收卷机11的使用,对已经加工好的物料进行收卷,使得物料内部含有的杂质更少、塑化更加彻底,从而保证了设备的使用质量,提高了整体的工作效果。
37.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1