一种保护壳注塑模具的制作方法
1.本实用新型涉及注塑模具领域,特别涉及一种保护壳注塑模具。
背景技术:
2.如图1所示的保护壳,该保护壳的四个侧边都有要成型的部位,针对如图1所示的保护壳,现有技术中并没有可以用于注塑该保护壳的模具。
技术实现要素:
3.本实用新型的目的是提供一种保护壳注塑模具。
4.为了实现上述目的,本实用新型提供如下技术方案:
5.一种保护壳注塑模具,包括上模、下模、顶针板锁模装置、锁模装置和合模导向装置,所述上模与下模相对设置,所述顶针板锁模装置分别设置在下模的左右两侧,所述锁模装置和合模导向装置分别设置在上模和下模的前后两侧,所述上模包括上模顶板、上模板、热流道系统、上模仁、导柱、前侧斜导柱、后侧斜导柱、左侧斜导柱、右侧斜导柱、前侧锁块、后侧锁块、左侧锁块和右侧锁块,所述上模顶板安装在上模板上,所述上模仁安装在上模板上,所述热流道系统安装在上模板上,且延伸入到上模仁中,所述导柱安装在上模板上,所述前侧斜导柱和前侧锁块安装在上模板的前侧,所述后侧斜导柱和后侧锁块安装在上模板的后侧,所述左侧斜导柱和左侧锁块安装在上模板的左侧,所述右侧斜导柱和右侧锁块安装在上模板的右侧,所述下模包括下模底板、方铁、下模中板、下模板、下模仁、下模型芯、出料斜顶和顶针板,所述下模型芯安装在下模仁上,所述下模仁安装在下模底板上,所述下模底板安装在下模中板上,所述下模中板安装在方铁上,所述方铁安装在下模底板上,所述顶针板安装在方铁内,所述出料斜顶设在下模型芯一侧,所述下模板上还设置有前侧成型行位模块、后侧成型行位模块、左侧成型行位模块和右侧成型行位模块,所述下模板位于前侧成型行位模块的前侧设置有前侧锁模槽,所述下模板位于后侧成型行位模块的后侧设置有后侧锁模槽。
6.进一步地,所述顶针板锁模装置包括顶针板锁模板、第一安装座和第一限位块,所述顶针板锁模板的一端安装在顶针板上,所述顶针板锁模板的另一端安装在第一安装座,所述第一安装座安装在第一限位块上,所述第一限位块通过螺钉和弹簧安装在下模板上。
7.进一步地,所述顶针板锁模板上设置有锁模槽,所述第一限位块可插入到锁模槽内。
8.进一步地,所述锁模装置包括锁模板,所述锁模板一端安装在上模板上,所述锁模板另一端安装在下模中板上。
9.进一步地,所述锁模板用于安装在下模中板的那端设置有腰型安装孔,所述锁模板通过螺钉和腰形安装孔安装在下模中板上。
10.进一步地,所述合模导向装置包括导向板、第二安装座、第三安装座、第二限位块和限位柱,所述第二安装座安装在下模板上,所述第三安装座安装在下模中板上,所述第二
安装座和第三安装座内分别设置有安装部,所述第二限位块通过限位柱安装在安装部内,所述导向板的下端可插入到安装部的内侧壁与第二限位块之间。
11.进一步地,所述导向板的下端的右侧设置第一斜面。
12.进一步地,所述第二限位块的左上方靠近导向板的一侧设置有第二斜面,所述第二限位块靠近限位柱的一侧设置有第二斜面,所述第二斜面的上方设置有限位头,所述限位柱位于第二斜面和限位头之间,所述第二斜面和限位头可限制第二限位块在安装部内上下移动的距离。
13.本实用新型的有益效果为:
14.本实用新型在注塑保护壳时,首先,上模与下模合模,合模时,前侧斜导柱、后侧斜导柱、左侧斜导柱、右侧斜导柱分别驱动前侧成型行位模块、后侧成型行位模块、左侧成型行位模块和右侧成型行位模块靠近下模型芯,最后通过前侧锁块、后侧锁块、左侧锁块和右侧锁块将上述行位模块进行强制锁止,接着合模后热流道系统开始对上模仁进行注胶,采用热流道系统进行注胶,使热熔胶在流动过程中持续受热,并且在出胶时进一步加热,保证热熔胶不易冷却发生凝固,保障了注胶效率;注塑完成后,上模向上开模,并通过前侧斜导柱、后侧斜导柱、左侧斜导柱、右侧斜导柱分别驱动前侧成型行位模块、后侧成型行位模块、左侧成型行位模块和右侧成型行位模块远离下模型芯,从而完成对保护壳四个侧面成型部的脱模,在对保护壳出料时,本实用新型是采用出料斜顶顶出,从而出料斜顶可以让保护壳出料的同时,从保护壳的底部内侧边中脱出,从而完成了整个保护壳的出模。
附图说明
15.图1是保护壳的立体结构示意图;
16.图2是本实用新型下模的立体结构示意图;
17.图3是本实用新型上模的立体结构示意图;
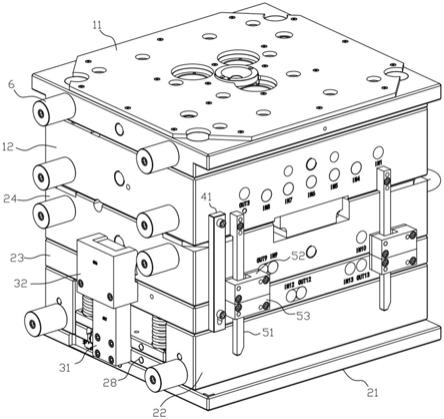
18.图4是本实用新型合模后的立体结构示意图;
19.图5是本实用新型的俯视图;
20.图6是图5的a
‑
a处的剖视图;
21.图7是图5的c的局部放大图;
22.图8是图5的b
‑
b处的剖视图;
23.图9是本实用新型上模的另一视角的结构示意图;
24.图10是本实用新型合模导向装置的局部剖视图。
具体实施方式
25.以下结合附图对本实用新型进行进一步说明:
26.如图1到图10所示的,一种保护壳注塑模具,包括上模、下模、顶针板锁模装置、锁模装置和合模导向装置,所述上模与下模相对设置,所述顶针板锁模装置分别设置在下模的左右两侧,所述锁模装置和合模导向装置分别设置在上模和下模的前后两侧,所述上模包括上模顶板11、上模板12、热流道系统13、上模仁14、导柱15、前侧斜导柱71、后侧斜导柱72、左侧斜导柱73、右侧斜导柱74、前侧锁块75、后侧锁块76、左侧锁块77和右侧锁块78,所述上模顶板11安装在上模板12上,所述上模仁14安装在上模板12上,所述热流道系统13安
装在上模板12上,且延伸入到上模仁14中,所述导柱15安装在上模板12上,所述前侧斜导柱71和前侧锁块75安装在上模板12的前侧,所述后侧斜导柱72和后侧锁块76安装在上模板12的后侧,所述左侧斜导柱73和左侧锁块77安装在上模板12的左侧,所述右侧斜导柱74和右侧锁块78安装在上模板12的右侧,所述下模包括下模底板21、方铁22、下模中板23、下模板24、下模仁25、下模型芯26、出料斜顶27和顶针板28,所述下模型芯26安装在下模仁25上,所述下模仁25安装在下模底板21上,所述下模底板21安装在下模中板23上,所述下模中板23安装在方铁22上,所述方铁22安装在下模底板21上,所述顶针板28安装在方铁22内,所述出料斜顶27设在下模型芯26一侧,所述下模板24上还设置有前侧成型行位模块81、后侧成型行位模块82、左侧成型行位模块83和右侧成型行位模块84,所述下模板24位于前侧成型行位模块81的前侧设置有前侧锁模槽85,所述下模板24位于后侧成型行位模块82的后侧设置有后侧锁模槽。
27.进一步地,所述顶针板锁模装置包括顶针板锁模板31、第一安装座32和第一限位块33,所述顶针板锁模板31的一端安装在顶针板28上,所述顶针板锁模板31的另一端安装在第一安装座32,所述第一安装座32安装在第一限位块33上,所述第一限位块33通过螺钉和弹簧34安装在下模板24上。
28.进一步地,所述顶针板锁模板31上设置有锁模槽,所述第一限位块33可插入到锁模槽内。
29.进一步地,所述锁模装置包括锁模板41,所述锁模板41一端安装在上模板12上,所述锁模板41另一端安装在下模中板23上。
30.进一步地,所述锁模板41用于安装在下模中板23的那端设置有腰型安装孔42,所述锁模板41通过螺钉和腰形安装孔42安装在下模中板23上。
31.进一步地,所述合模导向装置包括导向板51、第二安装座52、第三安装座53、第二限位块54和限位柱55,所述第二安装座安装在下模板上,所述第三安装座安装在下模中板上,所述第二安装座和第三安装座内分别设置有安装部,所述第二限位块通过限位柱安装在安装部内,所述导向板的下端可插入到安装部的内侧壁与第二限位块之间。
32.进一步地,所述导向板51的下端的右侧设置第一斜面。
33.进一步地,所述第二限位块54的左上方靠近导向板51的一侧设置有第二斜面541,所述第二限位块54靠近限位柱55的一侧设置有第二斜面542,所述第二斜面542的上方设置有限位头543,所述限位柱位于第二斜面和限位头之间,所述第二斜面和限位头可限制第二限位块在安装部内上下移动的距离。
34.本实用新型在注塑保护壳时,首先,上模与下模合模,合模时,前侧斜导柱、后侧斜导柱、左侧斜导柱、右侧斜导柱分别驱动前侧成型行位模块、后侧成型行位模块、左侧成型行位模块和右侧成型行位模块靠近下模型芯,最后通过前侧锁块、后侧锁块、左侧锁块和右侧锁块将上述行位模块进行强制锁止,接着合模后热流道系统开始对上模仁进行注胶,采用热流道系统进行注胶,使热熔胶在流动过程中持续受热,并且在出胶时进一步加热,保证热熔胶不易冷却发生凝固,保障了注胶效率;注塑完成后,上模向上开模,并通过前侧斜导柱、后侧斜导柱、左侧斜导柱、右侧斜导柱分别驱动前侧成型行位模块、后侧成型行位模块、左侧成型行位模块和右侧成型行位模块远离下模型芯,从而完成对保护壳四个侧面成型部的脱模,在对保护壳出料时,本实用新型是采用出料斜顶顶出,从而出料斜顶可以让保护壳
出料的同时,从保护壳的底部内侧边中脱出,从而完成了整个保护壳的出模。
35.以上所述并非对本实用新型的技术范围作任何限制,凡依据本实用新型技术实质对以上的实施例所作的任何修改、等同变化与修饰,均仍属于本实用新型的技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1