连续注塑模具的制作方法
1.本实用新型涉及注塑技术领域,特别涉及连续注塑模具。
背景技术:
2.在生产空调空气过滤网时,通常都是将注塑网放入注塑模具的模腔后注塑,形成空调空气过滤网等注塑工件。
3.传统的注塑模具,通常都是依靠人工,将裁剪后形成的单独(通常为矩形)的注塑网翻入注塑模具后,进行一次注塑;一次注塑完成后人工将包含注塑网的注塑工件取出。
4.综上,现有技术至少存在以下技术问题,
5.第一,一个一个地生产(非连续生产),生产效率比较低。
6.第二,人手等需要经过注塑模具,存在将人手等夹伤的风险。
技术实现要素:
7.本实用新型的一个目的在于,解决或者缓解上述第一个技术问题。
8.本实用新型采取的手段为,连续注塑模具,包括注塑机模板及安装在注塑机模板上的注塑模;还包括设置在注塑模的输出端的输出装置,输出装置包括收集装置及高于收集装置顶端面的输出支撑架;注塑模包括动模及固定的定模,定模的合模面大致水平或竖直设置;输出支撑架与定模之间设置有偏移距离。
9.本实用新型实现的功能为,从输出支撑架延伸出的连续的注塑网及注塑工件的自重使得注塑网移动,动模相对定模的往复运动,实现连续注塑。
10.本实用新型达到的效果为,能够提高生产效率,提升产品质量;同时,人手等无需经过动模、定模之间,能够确保安全。
11.输出支撑架与定模之间的连续的注塑网及注塑工件倾斜而悬空,能够减小摩擦力,确保连续的注塑网及注塑工件顺利地输出。
12.进一步的技术方案,输出支撑架固定设置有安装板,安装板可相对定模上下移动并保持。
13.便于根据注塑工件的重量、大小等相应地调节偏移距离。
14.进一步的技术方案,安装板开设有为长孔的调高孔,螺栓穿过调高孔与定模螺纹连接。
15.进一步的技术方案,输出装置还包括输出推块及驱动件,驱动件设置在输出支撑架上且驱动输出推块大致沿输出支撑架往复运动。
16.能够确保输出支撑架与定模之间的连续的注塑网及注塑工件顺利地从输出支撑架输出。
17.进一步的技术方案,输出装置还包括同步轮及驱动同步轮旋转的伺服电机,驱动件为与输出推块固定连接的同步带,输出推块套在同步轮上。
18.进一步的技术方案,伺服电机固定在输出装置的正下方。
19.能够减少输出装置的整体宽度。
20.进一步的技术方案,还包括电控装置,伺服电机、注塑模分别与电控装置电性连接。
21.能够使得输出推块的运动频率与注塑模的注塑频率向匹配,确保生产的稳定。
22.进一步的技术方案,注塑模包括设置在注塑模的输入侧的输入装置,输入装置包括能够转动的输入轮。
23.能够将成卷的注塑网套在输入轮上,便于生产。
24.进一步的技术方案,输入装置还包括设置在注塑模的输入侧的调整辊。
25.能够调节输入到注塑模的注塑网的高度,有利于确保质量。
26.综上,本实用新型能够达到以下技术效果,
27.1}能够提高生产效率,提升产品质量;同时,人手等无需经过动模、定模之间,能够确保安全。
28.2}能够确保输出支撑架与定模之间的连续的注塑网及注塑工件顺利地从输出支撑架输出。
29.3}能够使得输出推块的运动频率与注塑模的注塑频率向匹配,确保生产的稳定。
附图说明
30.图1是根据本实用新型的实施例的连续注塑模具的立体示意图;注塑网w1未画出;同步轮222、伺服电机223之间的传动件未画出。
31.图2是根据本实用新型的实施例的连续注塑模具的立体示意图;注塑网w1未画出;同步轮222、伺服电机223之间的传动件未画出。
32.图3是根据本实用新型的实施例的连续注塑模具的立体示意图;下座 92未画出;注塑网w1未画出。
33.图4是细节一dtl1的示意图。
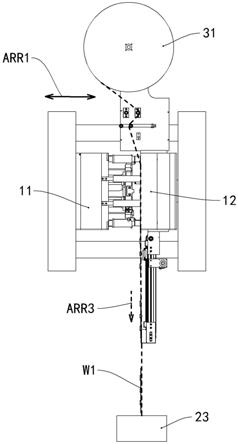
34.图5是根据本实用新型的实施例的连续注塑模具的侧视示意图;部分支撑柱93未画出;同步轮222、伺服电机223之间的传动件未画出;箭头一arr1表示连续注塑时动模11往复运动的大致方向;箭头二arr2表示连续注塑时注塑网w1移动的大致方向;箭头三arr3表示注塑网w1及注塑工件w2在自重的作用下向下移动的趋势方向。
35.图6是细节二dtl2的示意图;注塑工件w2未画出;同步轮222、伺服电机223之间的传动件未画出;箭头四arr4表示输出推块22往复运动的大致方向。
36.图7是另一实施方式的连续注塑模具的侧视示意图;部分支撑柱93未画出;箭头一arr1表示连续注塑时动模11往复运动的大致方向;箭头三 arr3表示注塑网w1及注塑工件w2在自重的作用下向下移动的趋势方向。
37.箭头一arr1;箭头二arr2;箭头三arr3;箭头四arr4;细节一 dtl1;细节二dtl2;注塑模1;动模11;定模12;输出装置2;输出支撑架21;偏移距离211;安装板212;调高孔213;输出推块22;驱动件 221;同步轮222;伺服电机223;推块导向装置229;收集装置23;输入装置3;输入轮31;调整辊32;注塑机模板9;上座91;下座92;支撑柱 93;注塑网w1;注塑工件w2。
具体实施方式
38.下面将结合说明书附图,对本实用新型的具体实施方式进行说明。
39.作为具体的实施例,本实用新型的实施例的连续注塑模具,其包括注塑机模板9及安装在注塑机模板9上的注塑模1。
40.作为现有技术,注塑模1包括动模11及固定的定模12,动模11能够相对定模12移动;动模11与定模12夹持注塑网w1同时合模后形成模腔(附图未标出)后,通过动模11或定模12向模腔内注入塑料,即可形成包含注塑网w1的注塑工件w2(比如,注塑工件w2为空调内的空气过滤网);此时相邻的注塑工件w2仍然通过注塑网w1连接;从而通过注塑模1能够形成连续的注塑网w1及注塑工件w2。
41.还包括设置在注塑模1的输出端的输出装置2,输出装置2包括收集装置23及高于收集装置23顶端面的输出支撑架21。通常,收集装置23可以为一箱子,也可以为其他用于收集连续的注塑网w1及注塑工件w2的装置。
42.工作原理为,使用前,先通过注塑模1进行若干次注塑,直至所形成的连续的注塑网w1及注塑工件w2能够从输出支撑架21延伸出并下垂后,将所形成的连续的注塑网w1及注塑工件w2从输出支撑架21延伸出并下垂(通常为人工完成准备工作),即可完成准备。
43.从输出支撑架21延伸出的连续的注塑网w1及注塑工件w2的自重使得注塑网w1移动,动模11相对定模12的往复运动,实现连续注塑,能够提高生产效率,提升产品质量;同时,由于人手等无需经过动模11、定模 12之间,能够确保安全。通常,连续的注塑网w1及注塑工件w2需要另行切割,形成单个的包含注塑网w1的注塑工件w2。
44.进一步的,注塑模1包括动模11及固定的定模12,定模12的合模面大致水平或竖直设置;输出支撑架21与定模12之间设置有偏移距离211。输出支撑架21与定模12之间的连续的注塑网w1及注塑工件w2倾斜而悬空,能够减小摩擦力,确保连续的注塑网w1及注塑工件w2顺利地输出。
45.优选的,输出支撑架21固定设置有安装板212,安装板212可相对定模12上下移动并保持。便于根据注塑工件w2的重量、大小等相应地调节偏移距离211。作为一种实施方式,安装板212开设有为长孔的调高孔213,螺栓(附图未画出)穿过调高孔213与定模12螺纹连接。松开螺栓后,上下移动安装板212后旋紧螺栓,即可实现偏移距离211的调节。
46.进一步的,输出装置2还包括输出推块22及驱动件221,驱动件221 设置在输出支撑架21上且驱动输出推块22大致沿输出支撑架21往复运动。输出推块22向输出方向运动的过程中,依靠摩擦力或者与注塑工件w2之间的抵持力,使得输出支撑架21与定模12之间的连续的注塑网w1及注塑工件w2向输出方向运动;输出推块22复位(与输出方向反向的方向)的过程中,由于输出支撑架21与定模12之间的连续的注塑网w1及注塑工件w2倾斜而悬空,输出推块22不会干涉输出支撑架21与定模12之间的连续的注塑网w1及注塑工件w2;即,能够确保输出支撑架21与定模12 之间的连续的注塑网w1及注塑工件w2顺利地从输出支撑架21输出。
47.作为一种实施方式,输出装置2还包括同步轮222及驱动同步轮222 旋转(可以通过皮带、链条等传动件驱动,同步轮222、伺服电机223之间的传动件未画出)的伺服电机223,驱动件221为与输出推块22固定连接的同步带,输出推块22套在同步轮222上。伺服电机223驱动战同步轮222 往复旋转,带动驱动件221及输出推块22往复运动。
48.优选的,伺服电机223固定在输出装置2的正下方。能够减少输出装置2的整体宽度。
49.进一步的,还包括电控装置(附图未画出),伺服电机223、注塑模1分别与电控装置电性连接。电控装置通常包括常规的plc控制器、伺服驱动器等,能够使得输出推块22的运动频率与注塑模1的注塑频率向匹配,比如,注塑模1注塑一次,输出推块22往复运动一次;确保生产的稳定。
50.进一步的,注塑模1包括设置在注塑模1的输入侧的输入装置3,输入装置3包括能够转动的输入轮31。输入轮31可以不具备动力的从动轮,也可以具备旋转动力(比如通过伺服电机驱动等实现具备旋转动力)。能够将成卷的注塑网w1套在输入轮31上,便于生产。
51.优选的,输入装置3还包括设置在注塑模1的输入侧的调整辊32。能够调节输入到注塑模1的注塑网w1的高度,有利于确保质量。
52.作为另一种实施方式,定模12的合模面大致竖直设置。通常,该实施方式中,调整辊32可以为从动轮,能够进步一地降低成本。
53.如在本实用新型中使用用语:第一、第二等,不表示任何顺序、量或重要性,仅是用于区分。
54.如在本实用新型中使用用语:一个、一种等,不表示数量的限制,而是表示至少一个提到的对象的存在。
55.如在本实用新型中使用指示方位或位置的用语:顶部、底部、侧部、纵向、横向、中间、中心、外、内、水平、竖直、左、右、上方、下方等,意指反映相对位置,而非绝对位置。
56.如在本实用新型中使用的用语:大致、整体、近似、相近等,是为了指出存在特征但允许一定偏差的限定用语。允许一定偏差的量可取决于特定背景而变化;例如,针对尺寸的偏差、可取决于的特定背景包括但不限于尺寸公差的国家标准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1