一种带有卡槽位容器的吹塑成型模具结构的制作方法
1.本实用新型涉及一种吹瓶模具结构,具体涉及一种带有卡槽位容器的吹塑成型模具结构。
背景技术:
2.目前在带有卡槽位容器的吹制过程中,模具需通过两个卡爪实现上下两个卡槽位的成型,在容器吹制时,上、下卡爪伸入模具中,使卡槽位成型,吹瓶结束后卡爪缩回,便于容器从吹瓶模中取出。
3.现有的吹制成型模具如中国专利cn104260325b所示,该专利公开了一种后置式pet吹瓶模具的手柄安装孔的低压成型机构,该成型连接机构包括主动杆以及可拆卸连接于该主动杆上的至少一组成型组件,其中主动杆与所述驱动气缸相连。每一成型组件包括与主动杆可拆性连接的安装座、连接板、以及一对分别与该一对伸缩机械臂紧固连接的连接轴,其中该一对伸缩机械臂与连接板构成滑动连接,该一对伸缩机械臂还通过一对连接轴一端设有的圆柱形限位部与连接板上设置有的卡槽卡位于该连接板上,圆柱形限位部还分别与一对呈“八”字形设置于安装座上的腰型孔构成滑动连接,主动杆带动安装座往复移动时,该一对腰型孔分别通过连接轴推动该一对伸缩机械臂伸出或收缩移动。此模具成型机构的驱动需在模具外面施加外力进行驱动,只适合于多腔直线开合模方式的吹瓶模具。
4.再如中国专利cn204844815u所示,该专利公开了一种塑料瓶提手安装槽成型机构,包括盒体、滑块、机械爪和驱动装置;该机构在驱动装置的稳定驱动下,滑块往复滑动,实现了机械爪伸出或者收缩;机械爪和滑块装配的结构是完全包裹这盒体内部,机械爪能稳定的在滑块上滑动并实现伸出或者收缩,盒体使得安装槽成型机构更加方便、稳定的安装到模具上。但是此成型结构还存在以下缺点:滑块直线运动不稳定,驱动结构不紧凑、安装占用空间大。
5.而且在现有技术中,模具镶块位与模腔主体为一体式结构,存在这种加工难、容易损坏、损坏后难以修复等问题,因此需要对上述技术进行改进。
技术实现要素:
6.为了克服现有技术的不足,本实用新型提供一种结构简单、占用空间小、成型机构安装方便、成型安全可靠的带有卡槽位容器的吹塑成型模具结构。
7.本实用新型解决其技术问题所采用的技术方案是:
8.一种带有卡槽位容器的吹塑成型模具结构,包括用于容器成型的模腔、设置在模腔侧壁上并用于容器卡槽位周边成型的模腔镶件、设置于模腔镶件背部的卡槽位成型机构,所述模腔镶件包括用于容器局部成型的成型面、与模腔固定连接的安装面,所述卡槽位成型机构包括滑座、设置在滑座上的滑块ⅰ和滑块ⅱ、同时带动滑块ⅰ和滑块ⅱ移动的活动块、驱动活动块运动的动力源,所述活动块上设有两个滑动槽,所述滑块ⅰ和滑块ⅱ上分别连接有轴销ⅰ和轴销ⅱ,轴销ⅰ和轴销ⅱ分别插入滑动槽内。
9.在本实用新型中,所述模腔镶件的背部设有滑块避空位,所述滑块ⅰ和滑块ⅱ在滑块避空位内滑动并且分别从模腔镶件的成型面侧壁伸出。
10.在本实用新型中,所述滑座安装在模腔镶件的背部,模腔镶件的背部上留有供滑座安装的滑座固定腔。
11.在本实用新型中,所述滑座上开有与滑块ⅰ和滑块ⅱ相配合的t型滑槽,其中t型滑槽与滑块ⅰ和滑块ⅱ配合部分为间隙配合。
12.在本实用新型中,所述模腔的外侧设有用于安装卡槽位成型机构的成型机构容纳腔。
13.在本实用新型中,动力源的后端孔通过螺丝固定在模腔的模腔驱动源安装面上,动力源的前端孔通过固定块安装在模腔的固定块安装槽上。
14.在本实用新型中,两个滑动槽之间形成“八”字形分布。
15.在本实用新型中,所述滑动槽的远端设有一截弧形段和一截水平直线段。
16.在本实用新型中,所述活动块上设有凸起的连接部,所述连接部与动力源连接。
17.本实用新型的有益效果是:本实用新型通过活动块带动滑块ⅰ和滑块ⅱ在滑座内进行伸缩移动,两个滑块的端部从模腔镶件的成型面侧壁伸出与处于处于吹塑状态中的瓶体相接触瓶体在内腔高压气体与两个滑块的相互挤压下,在瓶体外侧相应的上下把手安装位置上成型有把手安装槽。本实用新型的模腔卡槽成型位采用模腔镶件结构,与模腔为可拆式连接,有效的解决了模具镶块位加工难、容易损坏、损坏后难以修复等问题;进一步,所述卡槽位成型机构设置在的模腔镶件背部并通过固定安装在模腔的背部,整体结构紧凑、安装占用空间小、结构稳定性高、安全可靠,适用范围广。
附图说明
18.下面结合附图和实施方式对本实用新型进一步说明:
19.图1为本实施例的内侧结构示意图;
20.图2为本实施例的外侧结构示意图;
21.图3为本实施例的剖视图;
22.图4为本实施例的爆炸图;
23.图5为模腔的结构示意图;
24.图6为模腔另一角度的结构示意图;
25.图7为活动块的结构示意图;
26.图8为滑座与滑块的结构示意图;
27.图9为模腔镶件的结构示意图;
28.图10为活动块与滑块的结构原理图。
具体实施方式
29.参照图1至图10,本实施例所提供的一种带有卡槽位容器的吹塑成型模具结构,包括:
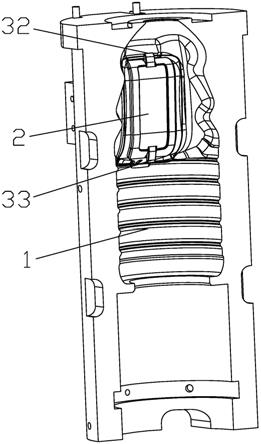
30.用于容器成型的模腔1,所述模腔1由左模和右模合围而成,所述模腔1上设有用于安装卡槽位成型机构3的通孔15;
31.模腔镶件2,所述模腔镶件2设置在模腔侧壁上并用于容器卡槽位周边成型,所述模腔镶件2与模腔1之间为可拆分结构,模腔镶件2通过螺栓固定安装在模腔1内;所述模腔镶件2包括用于容器局部成型的成型面21、与模腔1固定连接的安装面22;
32.卡槽位成型机构3,所述卡槽位成型机构3设置于模腔镶件2背部,所述卡槽位成型机构3包括滑座31、设置在滑座31上的滑块ⅰ32和滑块ⅱ33、同时带动滑块ⅰ32和滑块ⅱ33移动的活动块34、驱动活动块34运动的动力源35,所述动力源35为气缸或液压缸,所述活动块34上设有两个滑动槽341,所述滑块ⅰ32和滑块ⅱ33上分别连接有轴销ⅰ36和轴销ⅱ37,轴销ⅰ36和轴销ⅱ37分别插入滑动槽341内。
33.在本实施例中,参照图10,所述滑块ⅰ32和滑块ⅱ33沿模腔1的轴向移动,活动块34的移动方向为沿着模腔1外壁的切线方向,活动块34运动时,带动滑块ⅰ32和滑块ⅱ33做伸缩运动。两个滑动槽341之间形成“八”字形分布,且所述滑动槽341的远端设有一截弧形段343,该弧形段343使销轴能顺利滑动带动滑块张开,滑动槽341的远端设有一截水平直线段344,当滑块伸出模腔处于张开吹瓶状态时,使销轴稳定的保持在滑动槽341远端,避免销轴受力后滑动退缩。两个滑动槽341距离较近处为近端,距离较远处为远端。
34.作为优选的实施方式,所述滑座31安装在模腔镶件2的背部,模腔镶件2的背部上留有供滑座31安装的滑座固定腔24,所述滑座31从通孔15内放入模腔镶件2的背部;所述滑座31的背部放置活动块34,所述模腔1的外侧设有用于安装卡槽位成型机构3的成型机构容纳腔12,该成型机构容纳腔12包围在通孔15周边,所述活动块34可以在该成型机构容纳腔12内活动。所述活动块34的背部为动力源35,动力源35的背部为固定块4,所述成型机构容纳腔12的旁边设有模腔驱动源安装面13,动力源35的后端孔通过螺丝固定在模腔1的模腔驱动源安装面13上,动力源35的前端孔通过固定块4安装在模腔1的固定块安装槽14上。为实现上述堆叠式结构,所述活动块34上设有凸起的连接部342,所述连接部342与动力源35连接。
35.作为优选的实施方式,所述滑座31上开有与滑块ⅰ32和滑块ⅱ33相配合的t型滑槽311,其中t型滑槽311与滑块ⅰ32和滑块ⅱ33配合部分为间隙配合。当然在本实用新型中,其t型滑槽311结构不限于上述结构,也可以为圆柱形或者其他形状,均能达到同样的技术效果。
36.以上所述仅为本实用新型的优先实施方式,只要以基本相同手段实现本实用新型目的的技术方案都属于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1