一种包胶件一体成型模具的制作方法
1.本实用新型涉及硅胶成型技术领域,尤其涉及一种包胶件一体成型模具。
背景技术:
2.目前市场上大多数包胶产品都是将五金件或塑胶件放入模具内定位,再注入混炼好的硅胶原料进行初次成型得到半成品,接着将半成品取出之后并放入到另一个模具里进行二次成型。这样的生产方式存在着产品周期长,合模线粗,耗费大量的人力物力,产品位置频繁变动,加工质量难以达到一致且容易伤模,后期模具维护成本高。
技术实现要素:
3.本实用新型的目的在于针对现有技术的不足,提供一种包胶件一体成型模具,缩短产品的生产周期,加工质量一致性好,确保生产良品率,提升工作效率与产能效益。
4.为实现上述目的,本实用新型的一种包胶件一体成型模具,包括上模板、中模板与下模板,所述中模板位于上模板与下模板之间,所述中模板的顶部与底部分别凸伸有第一模芯与第二模芯,所述上模板正对中模板的一面凹设有与第一模芯相匹配的第一成型模腔,所述下模板正对中模板的另一面凹设有与第二模芯相匹配的第二成型模腔。
5.优选的,所述第一模芯与第二模芯的外部设置有硅胶层,所述硅胶层的外部设置有聚四氟乙烯层。
6.优选的,所述中模板靠近第一模芯的两侧均设置有向外延伸的第一外延肩台,所述中模板靠近第二模芯的两侧均设置有向外延伸的第二外延肩台,所述上模板靠近第一成型模腔的两侧均设置有向外延伸的第一连接肩台,所述下模板靠近第二成型模腔的两侧均设置有向外延伸的第二连接肩台,所述第一连接肩台与第一外延肩台相抵接,所述第二连接肩台与第二外延肩台相抵接。
7.优选的,所述第一外延肩台与第二外延肩台的外部均设置有耐磨垫,所述耐磨垫的外表面设置有防滑凸点。
8.优选的,所述中模板内设置有加热器,所述加热器包括发热体与温度控制器,所述发热体与温度控制器电性连接,所述温度控制器设置有选择开关与指示灯。
9.优选的,所述上模板靠近第一成型模腔的底部设置有上注胶孔,所述下模板靠近第二成型模腔的底部设置有下注胶孔,所述上注胶孔与下注胶孔的横截面均呈漏斗形。
10.优选的,所述上模板的四周均设置有第一定位销,所述下模板的四周均设置有第二定位销,所述中模板的四周均设置有与第一定位销相配合的第一定位孔以及与第二定位销相配合的第二定位孔。
11.优选的,所述第一模芯与第二模芯均呈向外凸起的凸形半球状结构,所述第一成型模腔与第二成型模腔均呈向内凹陷的凹形半球状结构。
12.本实用新型的有益效果:在上模板与下模板之间增加一块中模板,工作人员首先将模具打开,往中模板与下模板之间注入胶料,接着合模预压5秒后,流动的胶料充分填充
第二模芯与第二成型模腔之间的隙缝,再开模就得到半球状胶料品,然后取出中模板后,往半球状胶料品内放入五金件或者塑胶件,再将上模板与下模板合模,在上模板与下模板合模挤压的过程中,由于胶料品具有流动性,胶料品受到挤压而充分填充五金件或者塑胶件与第一成型模腔、第二成型模腔之间的隙缝,达到胶料品完全包裹五金件或者塑胶件,产品合模线细小且均匀一致,一体成型效果好,产品美观性好,进而完成包胶成型工作,最后再取出成品。本实用新型缩短产品的生产周期,加工质量一致性好,确保生产良品率,提升工作效率与产能效益。
附图说明
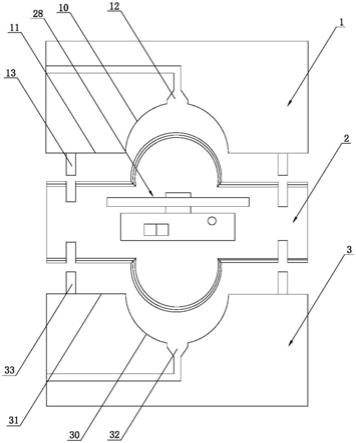
13.图1为本实用新型的结构示意图。
14.图2为本实用新型中模板的结构示意图。
15.附图标记包括:
16.1——上模板
ꢀꢀꢀꢀꢀꢀꢀꢀ
10——第一成型模腔
ꢀꢀꢀꢀꢀ
11——第一连接肩台
17.12——上注胶孔
ꢀꢀꢀꢀꢀ
13——第一定位销
18.2——中模板
ꢀꢀꢀꢀꢀꢀꢀꢀ
20——第一模芯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21——第二模芯
19.22——硅胶层
ꢀꢀꢀꢀꢀꢀꢀ
23——聚四氟乙烯层
ꢀꢀꢀꢀꢀ
24——第一外延肩台
20.25——第二外延肩台 26——耐磨垫
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
27——防滑凸点
21.28——加热器
ꢀꢀꢀꢀꢀꢀꢀ
280——发热体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
281——温度控制器
22.282——选择开关
ꢀꢀꢀꢀ
283——指示灯
23.29——第一定位孔
ꢀꢀꢀ
210——第二定位孔
24.3——下模板
ꢀꢀꢀꢀꢀꢀꢀꢀ
30——第二成型模腔
ꢀꢀꢀꢀꢀ
31——第二连接肩台
25.32——下注胶孔
ꢀꢀꢀꢀꢀ
33——第二定位销。
具体实施方式
26.以下结合附图对本实用新型进行详细的描述。
27.如图1至图2所示,本实用新型的一种包胶件一体成型模具,包括上模板1、中模板2与下模板3,所述中模板2位于上模板1与下模板3之间,所述中模板2的顶部与底部分别凸伸有第一模芯20与第二模芯21,所述上模板1正对中模板2的一面凹设有与第一模芯20相匹配的第一成型模腔10,所述下模板3正对中模板2的另一面凹设有与第二模芯21相匹配的第二成型模腔30。
28.在上模板1与下模板3之间增加一块中模板2,工作人员首先将模具打开,往中模板2与下模板3之间注入胶料,接着合模预压5秒后,流动的胶料充分填充第二模芯21与第二成型模腔30之间的隙缝,再开模就得到半球状胶料品,然后取出中模板2后,往半球状胶料品内放入五金件或者塑胶件,再将上模板1与下模板3合模,在上模板1与下模板3合模挤压的过程中,由于胶料品具有流动性,胶料品受到挤压而充分填充五金件或者塑胶件与第一成型模腔10、第二成型模腔30之间的隙缝,达到胶料品完全包裹五金件或者塑胶件,产品合模线细小且均匀一致,一体成型效果好,产品美观性好,进而完成包胶成型工作,最后再取出成品。本实用新型缩短产品的生产周期,加工质量一致性好,确保生产良品率,提升工作效率与产能效益。
29.如图2所示,本实施例的第一模芯20与第二模芯21的外部设置有硅胶层22,所述硅胶层22的外部设置有聚四氟乙烯层23。具体地,第一模芯20与第二模芯21的外部均设置有硅胶层22,硅胶层22受挤压作用而形变量小,在硅胶层22的外部设置有聚四氟乙烯层23,聚四氟乙烯耐高温且不容易与胶料相互粘合,同时也很好地保护中模板2避免氧化生锈,在包胶成型的过程中确保第一成型模腔10与第二成型模腔30内预压出五金件或塑胶件的形状。
30.如图1和图2所示,本实施例的中模板2靠近第一模芯20的两侧均设置有向外延伸的第一外延肩台24,所述中模板2靠近第二模芯21的两侧均设置有向外延伸的第二外延肩台25,所述上模板1靠近第一成型模腔10的两侧均设置有向外延伸的第一连接肩台11,所述下模板3靠近第二成型模腔30的两侧均设置有向外延伸的第二连接肩台31,所述第一连接肩台11与第一外延肩台24相抵接,所述第二连接肩台31与第二外延肩台25相抵接。具体地,当第一模芯20与第一成型模腔10相互嵌合时,第一连接肩台11与第一外延肩台24相抵接,当第二模芯21与第二成型模腔30相互嵌合时,第二连接肩台31与第二外延肩台25相抵接,贴合程度高,密封性好,提高包胶成型效果。
31.如图2所示,本实施例的第一外延肩台24与第二外延肩台25的外部均设置有耐磨垫26,所述耐磨垫26的外表面设置有防滑凸点27。具体地,第一外延肩台24与第二外延肩台25的外部均设置有耐磨垫26,耐磨垫26的外表面设置有防滑凸点27,耐磨性好且防滑效果好,进一步提高密封性能。
32.如图1和图2所示,本实施例的中模板2内设置有加热器28,所述加热器28包括发热体280与温度控制器281,所述发热体280与温度控制器281电性连接,所述温度控制器281设置有选择开关282与指示灯283。具体地,发热体280水平设置于中模板2的内部,使得中模板2整体达到发热效果,进一步加快初次成型效率,提升产品美观性,温度控制器281用来控制发热体280的温度,当温度达到设定的上限值时,温度控制器281检测并控制发热体280停止加热;当温度达到设定的下限值时,温度控制器281检测并控制发热体280开始工作,当发热体280正在工作时,指示灯283亮起,当不需要加热时,指示灯283熄灭,选择开关282可以选择关闭。
33.如图1所示,本实施例的上模板1靠近第一成型模腔10的底部设置有上注胶孔12,所述下模板3靠近第二成型模腔30的底部设置有下注胶孔32,所述上注胶孔12与下注胶孔32的横截面均呈漏斗形。具体地,呈漏斗形的上注胶孔12与下注胶孔32以便于胶料注入后分别流入到第一成型模腔10与第二成型模腔30内以进行定位注胶封装,提高胶料注入的准确性,避免出现溅胶偏胶现象发生,防止废品出现,有效提高注胶封装质量及效率。
34.如图1和图2所示,本实施例的上模板1的四周均设置有第一定位销13,所述下模板3的四周均设置有第二定位销33,所述中模板2的四周均设置有与第一定位销13相配合的第一定位孔29以及与第二定位销33相配合的第二定位孔210。具体地,在产品包胶成型的过程中,利用上模板1的第一定位销13与中模板2的第一定位孔29配合定位以及下模板3的第二定位销33与中模板2的第二定位孔210配合定位,能够对产品进行很好的定位而不会因为成型压力不均匀而偏移错位,进而避免因产品的偏移错位而导致产生不合格品。
35.如图1和图2所示,本实施例的第一模芯20与第二模芯21均呈向外凸起的凸形半球状结构,所述第一成型模腔10与第二成型模腔30均呈向内凹陷的凹形半球状结构。具体地,第一模芯20与第一成型模腔10相互嵌合工作,第二模芯21与第二成型模腔30相互嵌合工
作,实现快速装模和出模,有效对五金件或塑胶件的预压成形,保证包胶工作完成。
36.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1