一种粉碎后边角料辅助进料装置的制作方法
1.本技术涉及塑料薄膜生产的领域,尤其是涉及一种粉碎后边角料辅助进料装置。
背景技术:
2.塑料薄膜在薄膜生产装置上生产时,最后成型的薄膜边侧需要进行切割,使得薄膜的边侧更加的整齐。切割下的边角料可以再次投放到进料端内进行塑料薄膜的生产
3.在切割后切下的边角料一般会由人工进行收集,而后将其从进料端位置处放入,而后和新的原料一起进入到薄膜生产装置进行融化而后进行薄膜的生产。
4.针对上述中的相关技术,发明人认为通过人工进行边角料的收集,而后将其重新下料操作不够便捷,费时费力。
技术实现要素:
5.为了提高边角料再次利用的便捷性,本技术提供一种粉碎后边角料辅助进料装置。
6.本技术提供的一种粉碎后边角料辅助进料装置,采用如下的技术方案:
7.一种粉碎后边角料辅助进料装置,包括设置在薄膜生产装置出料端薄膜剪切边角处的多个导料管,多个所述导料管底部连通设置有集料管,所述集料管出料端连通设置有粉碎机,所述粉碎机出料端连通设置有用于吹送边角料的导风机,所述导风机出料端连通设置送料管,所述送料管出料端连通设置在薄膜生产装置的进料端处,且在所述送料管的出料端处设置有用于将边角料运送至薄膜生产装置进料的送料件。
8.通过采用上述技术方案,当辅助进料装置运行时,薄膜出料剪切边角处剪切下的边角料沿导料管进入到集料管中,此时通过导风机的风力使得表角料被吸入到粉碎机中进行粉碎,而后通过送料管被运输到薄膜生产装置的进料端处,并通过送料件将边角料重新沿薄膜生产装置的进料端送进生产线路;如此设置,通过机械的运作对剪切下的边角料进行输送,操作方便快捷,提高了边角料再次利用的便捷性,且节约人力成本。
9.可选的,所述导料管进料端设置有用对边角料进行导向的扩张部。
10.通过采用上述技术方案,当边角料从薄膜出料剪切边角处落下后,在扩张部的导向作用下掉落到导料管中,扩张部的设置加大的该处的进料的截面,使得边角料不易掉出,有利于提高边角料进入导料管的稳定性。
11.可选的,所述扩张部顶部设置有挡灰板,所述挡灰版与扩张部之间存才进料间隔。
12.通过采用上述技术方案,当辅助进料装置使用时,边角料通过进料间隔进入到扩张部中,挡灰板的设置有利于对空中飘落的灰尘起到良好的阻挡作用,有利于保持导料管的清洁,进而使得边角料在传输过程中保持清洁,有利于提高原料的清洁程度。
13.可选的,所述送料管出料端处连通设置有冗余仓,所述送料件进料端连通在冗余仓底部。
14.通过采用上述技术方案,当边角料被运输到送料管出料端处时,边角料暂时进入
到冗余仓中,若此时边角料的产出量大于送料件的送料量,冗余仓对边角料进行临时的堆积存放,有利于降低边角料运输后堵塞在送料件进料端处的可能性,进而提高了辅助进料装置整体使用的适应性。
15.可选的,所述送料件为螺旋给料机,所述螺旋给料机进料端连通冗余仓底部,所述冗余仓出料端连通在螺旋给料机的进料端。
16.通过采用上述技术方案,当辅助进料装置运行时,冗余仓底部的边角料进入到螺旋给料机中去,而后被转动的螺旋给料机输送至薄膜生产装置的进料端,螺旋给料机的传送更加稳定快捷。
17.可选的,所述冗余仓顶部设置有用于排出多出的边角料的排料管。
18.通过采用上述技术方案,当边角料的产出量大于送料件的送料量时,冗余仓中的边角料堆积量增多,在堆积量达到排料管所在高度时,通过排料管排出,使得冗余仓中的边角料的不会因堆积挤压进螺旋给料机,进而有利于提高冗余仓使用的稳定性。
19.可选的,所述排料管出料端设置有用于收集多出的边角料的收料框。
20.通过采用上述技术方案,当边角料从冗余仓中通过排料管溢出时,通过收料框对多出的边角料进行收集,有利于保持环境的整洁。
21.可选的,所述收料框底部设置有滚动件。
22.通过采用上述技术方案,当收料框中的边角料收集完毕后,通过滚动件移动收料框至薄膜生产装置的进料处,重新投放原料,滚动件的设置有利于提高收料框使用的便捷性。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.通过设置导料管、集料管、送料管,并使导料管、集料管、送料管形成通路,并通过该通路上的粉碎机对边角料进行粉碎,并且通过导风机对边角料进行传送,最后通过送料件将边角料送回薄膜生产装置进料端进行进料,如此设置,有利于提高边角料再次利用的便捷性。
25.2.通过设置扩张部,并使扩张部位于导料管进料处,通过扩张部增大可导料管进料处的进料截面,有利于提高边角料进入导料管的稳定性;
26.3.通过设置冗余仓,并使冗余仓连接在送料管和送料件之间,当边角料的产出量大于送料件的送料量时,冗余仓对边角料进行临时的堆积存放,有利于提高辅助进料装置整体使用的适应性。
附图说明
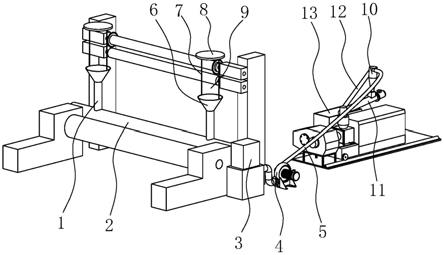
27.图1是本技术实施例的粉碎后边角料辅助进料装置的整体结构示意图;
28.图2是本技术实施例的粉碎后边角料辅助进料装置为突出显示滚动件处的结构示意图。
29.附图标记说明:1、导料管;2、集料管;3、粉碎机;4、导风机;5、送料管;6、扩张部;7、支撑柱;8、挡灰板;9、进料间隔;10、冗余仓;11、螺旋给料机;12、排料管;13、收料框;14、滚动件。
具体实施方式
30.以下结合附图1
‑
2对本技术作进一步详细说明。
31.本技术实施例公开一种粉碎后边角料辅助进料装置。参照图1,粉碎后边角料辅助进料装置包括设置在薄膜生产装置出料端薄膜剪切边角处的多个导料管1,本技术实施例的导料管1可以为两个,两个导料管1分别设置在薄膜生产装置出料端两侧薄膜剪切边角处,导料管1竖直设置且呈圆柱体状。导料管1底部连通设置有集料管2,集料管2沿水平方向设置,且在集料管2的一端连通设置有粉碎机3,粉碎机3出料端连通设置有用于吹送边角料的导风机4,导风机4进料端通过输送管连通粉碎机3的出料端,导风机4出料端连通设置有圆形送料管5,送料管5出料端连通设置在薄膜生产装置的进料端处,送料管5的出料端处设置有用于将边角料运送至薄膜生产装置进料的送料件。当装置运行时,剪切下的边角料沿导料管1掉落汇聚到集料管2中,而后被导风机4的气流吸进粉碎机3中进行粉碎后沿送料管5输送至送料件处,而后被送料件输送进薄膜生产装置的进料端。如此设置,通过机器收集传送代替人工收集省时省力,且操作更加便捷稳定。
32.导料管1进料端设置有用对边角料进行导向的扩张部6,扩张部6呈喇叭口状,且扩张部6竖直朝上设置。当装置使用时,通过扩张部6的导向使得边角料更加稳定的进入到导料管1中。
33.扩张部6顶部开口处竖直且对称设置有两个圆柱体状的支撑柱7,两个支撑柱7顶部水平连接设置有圆形挡灰板8,挡灰板8与扩张部6之间通过支撑柱7的支撑形成进料间隔9。当装置使用时,通过顶部的挡灰板8对空气中沉降的灰尘起到良好的阻挡作用,保持导料管1中的清洁,使得原料更加干净。
34.送料管5出料端处连通设置有冗余仓10,冗余仓10竖直设置,冗余仓10上端为圆柱体状,冗余仓10下端为倒圆台状,送料管5连通在冗余仓10竖直的一侧壁的顶部;送料件为螺旋给料机11,螺旋给料机11的倾斜设置,且螺旋给料机11的进料端高度高于螺旋给料机11的出料端高度,螺旋给料机11顶部的进料端连通在冗余仓10底部,且螺旋给料机11底部的出料端连通在薄膜生产装置的进料口处。当装置使用时,边角料被运输到冗余仓10中进行临时的存放,并且通过螺旋给料机11将边角料运送至薄膜生产装置的进料端中;通过设置冗余仓10对边角料进行暂存,提高了装置使用的适应性,使得送料管5中的边角料不易堵塞。
35.参照图1和图2,冗余仓10顶部设置有用于排出多出的边角料的圆柱体状的排料管12,排料管12位于冗余仓10顶部,且排料管12倾斜设置,排料管12的进料端高度高于自身出料端的高度。排料管12出料端处设置有用于收集多出的边角料的长方型收料框13,排料管12出料端位于收料框13内。收料框13底部均匀设置有四个滚动件14,本技术实施例的滚动件14可以为带刹车的万向轮。当装置使用时,排料管12将冗余仓10中堆满多出的部分边角料排出到收料框13中,而后通过滚动件14运送收料框13至原有薄膜生产装置的进料端进行重新投放进料。如此设置,提高了冗余仓10使用的稳定性,减少了边角料堆积堵塞的可能性。
36.本技术实施例一种粉碎后边角料辅助进料装置的实施原理为:当辅助进料装置运行时,薄膜出料剪切边角处剪切下的边角料在扩张部6的导向下沿导料管1进入到集料管2中,此时通过导风机4的风力使得表角料被吸入到粉碎机3中进行粉碎,而后通过送料管5被
运输到冗余仓10中,而后螺旋给料机11推送装置进行进料,使得边角料重新沿薄膜生产装置的进料端送进生产线路中;当送料管5中输送的边角料的量大于螺旋给料机11输送的量时,冗余仓10对进入的边角料进行暂存,并且在冗余仓10满后通过排料管12排出至收料框13中。
37.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1