一种医用血压仪充气接头用镶针模具的制作方法
1.本实用新型涉及模具,具体的说是涉及一种医用血压仪充气接头用镶针模具。
背景技术:
2.在传统的双成型腔模具中,需制造2套外形尺寸完全一样的模具,而且,必须2个后模仁完全一样,才能互配2个前模。
3.在模具生产时,需将2个后模仁旋转,从而实现双模产品的成型生产。可见,传统的双模具对于模具加工制造的精度、要求非常高。而对于高精度,高要求的产品,则无法实现。因为传统双模具受限于成型机台的精度、模具制造的精度及安装2套模具在成型机台的精度,因此,传统的模具需要改进。
技术实现要素:
4.针对现有技术中的不足,本实用新型要解决的技术问题在于提供了一种医用血压仪充气接头用镶针模具,设计该镶针模具的目的是可实现双模制造产品,一模为初模,二模是在一模产出后的产品二次注塑。
5.为解决上述技术问题,本实用新型通过以下方案来实现:本实用新型一种医用血压仪充气接头用镶针模具,包括相对设置的前模仁组和后模仁组,所述后模仁组设置有脱模组和能够驱动所述脱模组做180度往复转动和做升降动作的动力组,所述脱模组具有多个镶针且多个镶针背向的对称分布,所述动力组包括:
6.设置于所述后模仁组上的升降机构,所述升降机构具有固装于所述后模仁组上的第一动力源、与所述第一动力源驱动连接的第一齿轮、可转动的安装于所述后模仁组且与所述第一齿轮啮合连接的杠式齿轮、与所述杠式齿轮啮合连接的工型齿条;
7.设置于所述后模仁组上的旋转机构,所述旋转机构具有固装于所述后模仁组上的第二动力源、与所述第二动力源驱动连接的直形齿条;
8.所述脱模组包括:
9.脱模板,与所述工型齿条固接,其跟随所述工型齿条活动;
10.丝杆座,连接于所述脱模板的下端,其孔内穿设有丝杆且该丝杆能够在该孔内活动,所述丝杆的杆体上螺接有第三齿轮,所述第三齿轮在丝杆上可调节位置且可固定,所述第三齿轮与所述直形齿条啮合;
11.镶针座具有2组,对称的安装于所述脱模板两侧,所述镶针座侧安装有多个镶针。
12.进一步的,所述第一动力源为伺服电机。
13.进一步的,所述第二动力源为气缸。
14.进一步的,所述杠式齿轮包括两个第二齿轮和一连杆,所述两个第二齿轮固接于所述连杆的两端。
15.进一步的,所述工型齿条的一侧齿板上设置有限位孔,在该限位孔处设有安装在所述后模仁组上的限位柱。
16.进一步的,所述镶针座的侧面两侧均设置有弹簧。
17.进一步的,所述直形齿条通过联轴器连接于所述第二动力源的驱动端。
18.进一步的,所述丝杆的两侧分别啮合有滚动齿轮,两个滚动齿轮的外侧均啮合有竖向齿条,所述竖向齿条固定于所述镶针座上。
19.相对于现有技术,本实用新型的有益效果是:本实用新型的镶针模具具有双模,双模实现180度旋转,一模生产后的初始产品,旋转后,在二模进行二次注塑成型。本实用新型镶件模具设计巧妙,结构稳定。
附图说明
20.图1为本实用新型镶针模具的整体结构示意图。
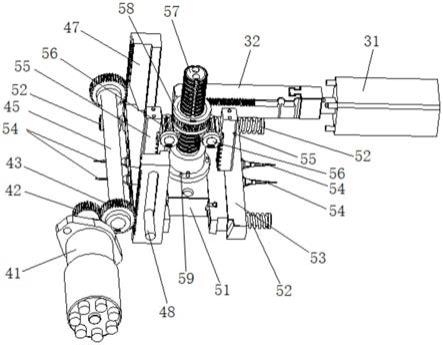
21.图2为本实用新型动力组及与动力组驱动连接的脱模组的结构示意图。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。显然,本实用新型所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
24.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,还可以是两个元件内部的连通,可以是无线连接,也可以是有线连接。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
25.此外,下面所描述的本实用新型不同实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
26.实施例1,本实用新型的具体结构如下:
27.请参照附图1
‑
2,本实用新型的一种医用血压仪充气接头用镶针模具,包括相对设置的前模仁组2和后模仁组1,所述后模仁组1设置有脱模组和能够驱动所述脱模组做180度往复转动和做升降动作的动力组,所述脱模组具有多个镶针54且多个镶针54背向的对称分布,所述动力组包括:
28.设置于所述后模仁组1上的升降机构4,所述升降机构4具有固装于所述后模仁组1上的第一动力源41、与所述第一动力源41驱动连接的第一齿轮42、可转动的安装于所述后模仁组1且与所述第一齿轮42啮合连接的杠式齿轮45、与所述杠式齿轮45啮合连接的工型
齿条47;
29.设置于所述后模仁组1上的旋转机构3,所述旋转机构3具有固装于所述后模仁组1上的第二动力源31、与所述第二动力源31驱动连接的直形齿条32;
30.所述脱模组包括:
31.脱模板51,与所述工型齿条47固接,其跟随所述工型齿条47活动;
32.丝杆座59,连接于所述脱模板51的下端,其孔内穿设有丝杆57且该丝杆57能够在该孔内活动,所述丝杆57的杆体上螺接有第三齿轮58,所述第三齿轮58在丝杆57上可调节位置且可固定,所述第三齿轮58与所述直形齿条32啮合;
33.镶针座53具有2组,对称的安装于所述脱模板51两侧,所述镶针座53侧安装有多个镶针54。
34.本实施例的一种优选技术方案:所述第一动力源为伺服电机。
35.本实施例的一种优选技术方案:所述第二动力源31为气缸。
36.本实施例的一种优选技术方案:所述杠式齿轮45包括两个第二齿轮43和一连杆,所述两个第二齿轮43固接于所述连杆的两端。
37.本实施例的一种优选技术方案:所述工型齿条47的一侧齿板上设置有限位孔,在该限位孔处设有安装在所述后模仁组1上的限位柱48。
38.本实施例的一种优选技术方案:所述镶针座53的侧面两侧均设置有弹簧52。
39.本实施例的一种优选技术方案:所述直形齿条32通过联轴器连接于所述第二动力源31 的驱动端。
40.本实施例的一种优选技术方案:所述丝杆57的两侧分别啮合有滚动齿轮56,两个滚动齿轮56的外侧均啮合有竖向齿条55,所述竖向齿条55固定于所述镶针座53上。
41.实施例2:
42.以下是本实用新型动力组及脱模组的运行原理:
43.如图1
‑
2所示,当一模产品成型后,冷却后,需要升起后旋转,将一模产品换至二模进行二次注塑。
44.伺服电机工作,驱动第一齿轮42旋转,第一齿轮42驱动杠式齿轮45旋转,由于杠式齿轮45是在原地转动,工型齿条47带动脱模板51向下运动。镶针54从成型腔脱离一模半成品。此时,两个成型腔所在的成型模是与丝杆57固接的,气缸驱动直形齿条32前伸,直形齿条32带动第三齿轮58旋转180度。
45.由于第三齿轮58与丝杆57是通过机米螺丝固定的,因此,第三齿轮58带动丝杆57旋转180,丝杆57带动两个成型模旋转180度,使一模的半成品转至二模。
46.升降机构4驱动脱模组复位,启动注塑程序,此时,一模注塑好半成品,二模注塑成成品,开模后,升降机构4驱动脱模组下降,二模成品通过外部的机械手取出,一模再次转至二模,以上动作往复,持续的二次注塑产品。
47.实施例3:
48.如图2所示,竖向齿条55和滚动齿轮56的作用是稳定丝杆57的方向,对丝杆57具有支撑导向作用。
49.综上所述,本实用新型的镶针模具具有双模,双模实现180度旋转,一模生产后的初始产品,旋转后,在二模进行二次注塑成型。本实用新型镶件模具设计巧妙,结构稳定。
50.以上所述仅为本实用新型的优选实施方式,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1