一种真空粘结固化成型装置的制作方法
1.本实用新型涉及制品加工技术领域,具体涉及一种制品真空粘结固化成型装置。
背景技术:
2.制品指通过黏胶剂将不同材料结合在一起的工件,制品制备过程中,首先在基体上表面均匀涂覆一层胶黏剂,然后将薄膜材料或者片材覆盖在胶黏剂上,最后施加一均匀压力,胶黏剂固化成型后完成工件的制备。由于粘接材料或者工件本身存在曲挠度,在粘接过程中会出现边缘翘起或者个别部位空鼓的现象,特别是对于弯折、弧形等表面不平整的表面,由于各点受力不均,使不同部位的涂胶量出现差异,进而对材料的整体粘接性能产生极大影响。传统的粘接成型方式有两种,一种是预制件成型,按照待粘接工件的形状,预先准备好特定的型腔,在型腔上施加恒定的应力达到固化成型的目的;另一种方式是压铸成型,在模具内对工件进行施压,实现粘接需求。上述方法均需要针对不同形状的工件制备不同的预制件或者模具,操作过程复杂且成本较高,难以保证施加的应力均匀一致,最终影响到材料的整体加工性能。另外,涂覆的胶黏剂过少,粘贴不牢固,涂覆的胶黏剂过多,过量的胶黏剂又会污染薄膜材料或者片材表面。为此,本技术提出了一种真空粘结固化成型装置。
技术实现要素:
3.本实用新型的目的在于提供一种真空粘结固化成型装置,改善平面或非平面结构工件粘接薄膜或者片材时的边缘翘起或者个别部位空鼓现象,以及胶黏剂渗出污染薄膜材料或者片材表面的问题。
4.为了实现上述目的,本实用新型采用以下技术方案:
5.本实用新型涉及的一种真空粘结固化成型装置,包括真空袋、预制品和真空泵,预制品置于密封的真空袋内,真空泵与真空袋连接。
6.进一步地,所述真空粘结固化成型装置,还包括脱模布,脱模布覆盖在预制品上部,预制品和脱模布整体置于密封的真空袋内。
7.进一步地,所述脱模布为聚酯,尼龙6,尼龙66,聚酰亚胺或一面玻璃纤维,一面ptfe涂层的复合材料,且脱模布将预制品边缘覆盖。
8.进一步地,所述真空粘结固化成型装置,还包括透气毡,透气毡覆盖在脱模布上,预制品、脱模布和透气毡整体置于密封的真空袋内。
9.进一步地,透气毡材质为聚酯或尼龙透气毡中的一种。
10.具体地,所述预制品包括基材,涂覆在基材表面的胶黏剂和覆盖在胶黏剂上的薄膜材料或者片材,预制品中的黏胶剂固化成型后得到制品。
11.进一步地,所述真空袋材质为聚酯、尼龙或者铝塑复合材料。
12.作为一种实现方式,真空袋为至少一端开口的带状袋子,在开口端将预制品、脱模布和透气毡整体置于真空袋内,然后将真空袋开口端密封。
13.作为另一种实现方式,真空袋包括两个片层,将预制品、脱模布和透气毡整体置于
两个片层之间,真空管一端置于两个片层之间,然后将两个片层周边密封。
14.作为一种实现方式,真空袋上表面或下表面处设置真空嘴,真空嘴与真空袋连接处平整无褶皱,真空泵与真空嘴连接。
15.作为另一种实现方式,将真空管插入真空袋密封接口处,真空袋通过真空管与真空泵连接。
16.进一步地,所述真空管上设置压力表和真空阀。
17.与现有技术相比,本实用新型具有以下有益效果:利用真空袋包覆并使用真空泵抽出袋内空气,保证工件表面粘接的薄膜或者片材均匀受力的同时排出预制品中的空气,保证薄膜材料或者片材与基材各部位长时间受力均匀,有效避免了薄膜材料或者板材粘接到非平面结构工件表面时出现翘曲或者个别部位空鼓现象,提高制品的成品率;缩短固化时间,简化工艺流程,提高材料的整体粘接性能,大大降低了粘结固化成本。
附图说明
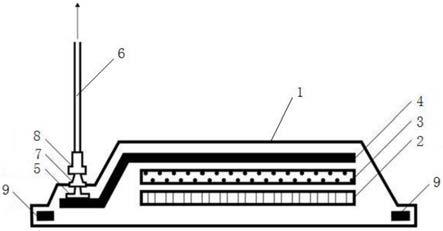
18.图1是实施例1涉及的一种真空粘结固化成型装置。
具体实施方式
19.为了更清楚地说明本实用新型的内容,下面结合附图和具体的实施例对本实用新型再做进一步的说明:
20.如图1所示,本实施例涉及的一种真空粘结固化成型装置,包括真空袋1、预制品2和真空泵,预制品2置于密封的真空袋1内,真空泵与真空袋1连接。
21.进一步地,所述真空粘结固化成型装置,还包括脱模布3,脱模布3覆盖在预制品2上部,预制品2和脱模布3整体置于密封的真空袋1内。进一步地,所述脱模布3为聚酯,尼龙6,尼龙66,聚酰亚胺或一面玻璃纤维,一面ptfe涂层的复合材料,具有良好的吸收性能,能够吸收挤压过程中预制品边缘溢出的胶黏剂,避免胶黏剂对预制品本身造成污染。为更好地实现对胶黏剂的吸收,脱模布3将预制品2边缘覆盖。
22.进一步地,所述真空粘结固化成型装置,还包括透气毡4,透气毡4覆盖在脱模布3上,预制品2、脱模布3和透气毡4整体置于密封的真空袋1内。透气毡4材质包括但不限于聚酯、尼龙透气毡中的一种,具有优良的透气性和贴合性,保证预制品2表面受力均匀,同时排出涂覆胶黏剂或者粘接过程中带入的气泡。
23.具体地,所述预制品2包括基材,涂覆在基材表面的胶黏剂和覆盖在胶黏剂上的薄膜材料或者片材。预制品2中的黏胶剂固化成型后得到制品。与薄膜材料或者片材结合的基材表面可以是平面,也可以是曲面,甚至凹凸不平的表面。
24.进一步地,所述真空袋1材质为聚酯、尼龙或者铝塑复合材料,真空袋的形状和大小随需要粘结的预制品的大小调整。其中尼龙主要由pet和pe、pvc和pe、ny和pvdc、pe和pvdc,或pp和pvdc复合而成,铝塑复合材料主要由pet、al和pe,pet、ny、al和pe,或pet、ny、al和cpp复合而成。
25.作为一种实现方式,真空袋1为至少一端开口的带状袋子。在开口端将预制品2、脱模布3和透气毡4整体置于真空袋1内,然后将真空袋1开口端密封。
26.作为另一种实现方式,真空袋1包括两个片层,将预制品2、脱模布3和透气毡4整体
置于两个片层之间,真空管6一端置于两个片层之间,然后将两个片层周边密封。
27.作为一种实现方式,真空袋1上表面或下表面处设置真空嘴5,真空嘴5与真空袋连接处平整无褶皱,真空泵与真空嘴5连接。具体地,所述真空嘴5通过真空快速接头与真空泵连接的真空管6连接。真空快速接头包括阳接头7和阴接头8,阳接头7连接在真空嘴5上,阴接头8通过倒钩接头与真空管6连接。阳接头7和阴接头8分开时,各自自动关闭内部的阀门,防止任何一边泄露。
28.作为另一种实现方式,将真空管6插入真空袋1密封接口处,真空袋1通过真空管6与真空泵连接。
29.进一步地,所述真空管6上设置压力表和真空阀,便于观察真空袋1内压力,控制抽真空的过程。
30.所述真空泵功率在0.1kw
‑
100kw之间,抽气速率1l/s
‑
10l/s,真空度在0.1mpa
‑
1mpa,真空泵接口处连接真空管,真空管处连接倒钩接头。
31.本实施例涉及的真空粘结固化成型装置具体使用方法,包括以下步骤:
32.(1)在基材表面均匀涂覆胶黏剂,然后将薄膜材料或者片材覆盖在基材胶黏剂一侧,构成预制品;
33.(2)将脱模布覆盖在预制品上表面,然后将透气毡覆盖在脱模布上表面;
34.(3)将真空袋通过真空管与真空泵连接,密封真空袋,对真空袋抽真空,通过压力表和真空阀门控制真空袋内的压力,控制真空袋内压力稳定在1mpa以上,一段时间后黏胶剂固化,得到制品。抽真空过程中,真空袋使脱模布3和透气毡4贴合在预制品表面,预制品上下两个面被真空袋包覆,在真空固化时间段内,预制品各点长时间受力均匀,黏胶剂均匀分布,避免出现翘边现象,同时抽出基材与薄膜材料或者片材之间的气体,避免出现鼓泡现象。
35.进一步地,为了缩短固化的时间,步骤(3)中真空袋内真空度达到设定值后,将真空袋置于恒温箱中,在一定温度下固化,所述温度小于薄膜材料或者片材的软化点。
36.具体地,所述步骤(3)中采用密封胶带9或者热风焊枪将真空袋1密封。
37.进一步地,所述密封胶带为耐高温易剥离的高性能双面密封胶带,可在150℃下使用,胶带选择三元乙丙密封胶带、硅橡胶密封胶带、氯丁胶密封胶带、丁腈橡胶密封带、聚氨酯橡胶密封带中的一种或者几种。
38.实施例1:
39.本实施例涉及的制品真空粘结固化成型方法,包括以下步骤:
40.(1)将薄膜材料或者片材与平面或者非平面结构部件进行粘接,得到预制品;
41.(2)在真空袋上安装真空嘴,安装过程中保证真空嘴附近没有褶皱,在预制品表面上依次覆上脱模布(如表面未覆盖离型膜或者保护膜的前提下)、透气毡,随后将整个部件置于真空袋中,将真空袋密封;
42.(3)真空嘴上连接阳接头,真空管连接阴接头,打开真空泵抽真空,通过压力表和真空阀门控制真空袋内的压力,至真空度到设定值,停止抽真空分离阴阳接头,将整个部件一定温度下放置一段时间后,黏胶剂固化,得到制品。
43.实施例2:
44.本实施例涉及的制品真空粘结固化成型方法,包括以下步骤:
45.(1)将薄膜材料或者片材与平面或者非平面结构部件进行粘接,得到预制品;
46.(2)将预制品整体放于真空袋中,对于真空袋的一侧采用密封胶带进行完全密封,将真空管插入另一侧后,采用真空胶带将另一侧密封;
47.(3)打开真空泵抽真空,通过压力表和真空阀门控制真空袋内的压力,至真空度到设定值,停止抽真空分离阴阳接头,一段时间后黏胶剂固化,得到制品。
48.实施例3:
49.本实施例涉及的制品真空粘结固化成型方法,包括以下步骤:
50.(1)采用黏胶剂将薄膜材料或者片材(软化点大于70℃)与平面或者非平面结构部件进行粘接,得到预制品;
51.(2)将预制品整体放于真空袋中,真空袋的一侧采用热风焊枪进行焊接,将真空管插入另一侧后,采用热风焊枪将另一侧焊接密封;
52.(3)打开真空泵抽真空,通过压力表和真空阀门控制真空袋内的压力,至真空度到设定值,如1mpa,停止抽真空分离阴阳接头,将真空袋置于70℃,在7小时内黏胶剂固化,得到制品。
53.对比例1:
54.本对比例除以下方法其他均与实施例3相同,一种制品粘结固化成型方法,包括以下步骤:
55.(1)采用黏胶剂将薄膜材料或者片材(软化点大于70℃)与平面或者非平面结构部件进行粘接,得到预制品;
56.(2)将砝码均匀分布在预制品上表面,置于室温下,在24小时后黏胶剂固化,得到制品。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1