一种积木式螺棱套的锥双螺杆的制作方法
1.本实用新型涉及一种螺杆制作技术领域,尤其指一种积木式螺棱套的锥双螺杆。
背景技术:
2.现有一种申请号为cn201920643582.3名称为《一种tpu生产专用积木式双螺杆》的中国实用新型专利公开了一种tpu生产专用积木式双螺杆,包括螺杆和壳体,螺杆包括复数个呈直线排列设置的螺杆单元机构和固定杆;螺杆单元机构包括复数个按直线排列设置的三角形结构的呈片状的单元片,单元片侧壁具有弧面结构,单元片厚度为0.5cm~2cm 之间;螺杆单元机构中部贯穿开设有用于安装固定杆的固定槽;壳体为内并列设有2个螺杆;该实用新型提供一种tpu生产专用积木式双螺杆,其能够在运行的过程中,一旦发生部位损坏,仅需对设备的损坏部位进行维修或更换,其他未发生损坏的部位无需更换,降低设备的维护成本;同时对物料的搅拌更为均匀,缩短搅拌时间,提高生产效率。然而,该螺杆的挤料效果仍然不够理想,因此该螺杆的结构还需进一步改进。
技术实现要素:
3.本实用新型所要解决的技术问题是针对上述现有技术现状而提供一种锥双螺棱组合的结构,并且两根锥形螺杆对应位置的锥双螺棱套的连接缝为交错设置,从而有效地延长螺杆使用寿命,同时能避免螺棱套打滑导致的物料堆积,物料输送效果好的积木式螺棱套的锥双螺杆,其效果能达到与直接锥双锥螺杆相同。
4.本实用新型解决上述技术问题所采用的技术方案为:本积木式螺棱套的锥双螺杆,包括两根螺杆,两根螺杆中任一根螺杆的螺棱伸入至另一根螺杆对应的螺棱间隙中,所述螺杆均包括杆体和螺棱套,在所述螺棱套的外表面设置有螺棱,在所述螺棱套的内壁上设置有键槽,在所述杆体的外表面上设置有条状的连接键,所述连接健与对应的键槽插接在一起,在杆体尾端设置有卡住螺棱套的凸台,在杆体的尖端能脱卸地设置有锁定头,其特征在于:所述杆体均呈锥形,对应螺杆段的螺棱套内孔与对应段杆体外形相适配地套合在一起,螺棱套有n个,n个螺棱套依次首尾贴合而套接在杆体的表面上,所述螺棱的直径沿杆体尾端向杆体尖端逐渐减小,所述螺棱的俯视投影的外缘连线位于同一斜线上,所述斜线与杆体的俯视投影的外边线相平行,位于一根螺杆上的螺棱套的接缝与位于另一根螺杆上的螺棱套的接缝交错设置,所述n是大于2的自然数。
5.作为改进,在第一螺杆上设置有第一螺棱套、第二螺棱套、第三螺棱套、第四螺棱套和第五螺棱套,在第二螺杆上设置有第六螺棱套、第七螺棱套、第八螺棱套、第九螺棱套和第十螺棱套,位于第一螺杆上的五个螺棱套从两端向中间长度逐渐减小,所述第三螺棱套的长度小于第一螺棱套、第二螺棱套、第四螺棱套和第五螺棱套的长度,位于第二螺杆上的五个螺棱套也从两端向中间长度逐渐减小,所述第八螺棱套的长度小于第六螺棱套、第七螺棱套、第九螺棱套和第十螺棱套的长度。
6.进一步改进,第一螺棱套与第二螺棱套的第一接缝和第六螺棱套与第七螺棱套的
第二接缝交错设置,第二螺棱套与第三螺棱套的第三接缝和第七螺棱套与第八螺棱套的第四接缝交错设置,第三螺棱套与第四螺棱套的第五接缝和第八螺棱套与第九螺棱套的第六接缝交错设置,第四螺棱套与第五螺棱套的第七接缝和第九螺棱套与第十螺棱套的第八接缝交错设置。
7.进一步改进,第一螺棱套上的螺棱宽度等于第六螺棱套上的螺棱宽度,第二螺棱套上的螺棱宽度等于第七螺棱套上的螺棱宽度,第三螺棱套上的螺棱宽度等于第八螺棱套上的螺棱宽度,第四螺棱套上的螺棱宽度等于第九螺棱套上的螺棱宽度,第五螺棱套上的螺棱宽度等于第十螺棱套上的螺棱宽度。
8.进一步改进,第一螺棱套上的螺棱宽度大于第二螺棱套上的螺棱宽度,第三螺棱套上的螺棱宽度大于第一螺棱套上的螺棱宽度,第四螺棱套上的螺棱宽度大于第三螺棱套上的螺棱宽度,第五螺棱套上的螺棱宽度等于第三螺棱套上的螺棱宽度。
9.进一步改进,第一螺棱套上的螺棱和第六螺棱套上的螺棱均为能加快物料向前推动速度的斜螺棱。
10.作为改进,在连接键的外表面上设置有氮化层。
11.作为改进,在杆体的尖端设置有螺纹凹部,在所述锁定头的尾端设置有连接凸起,在所述连接凸起的表面上设置有连接螺纹,所述锁定头螺接在杆体的尖端。
12.作为改进,所述连接键等间隔地分布在对应杆体的外表面上。
13.进一步改进,所述连接键包括沿杆体轴向间隔设置的花键状凸起,和设置在相邻花键状凸起之间的导轨凸起,所述键槽能滑过对应的导轨凸起而插接在花键状凸起上。
14.与现有技术相比,本实用新型的优点在于:螺杆采用锥形螺杆的组合,螺棱之间插接更紧密,锥形螺杆能对物料产生更大的挤压力和剪切力,物料塑化更为充分和均匀,物料向前推送变得更为顺滑,物料输送效果好;同时由于锥形螺杆相互配合能产生相对柱形螺杆更强的塑化能力,因此在满足相同的塑化效果的前提下,能提高锥双螺杆的转速,从而加快物料的输送速度,提高物料生产装置的生产能力;锥双螺杆的螺棱均采用可以拆卸的螺棱套结构,便于拆卸清洗与更换,无需更换整个螺杆,降低了生产成本和维护成本;两根螺杆的螺棱套接缝为交错设置,即使其中一根螺杆发生螺棱套打滑问题,另一个螺杆的对应螺棱套仍能带动物料规律旋转前进,这样能有效避免物料在接缝处堆积,排除了安全隐患,保障物料持续地向前输送。
附图说明
15.图1为本实用新型实施例的立体图;
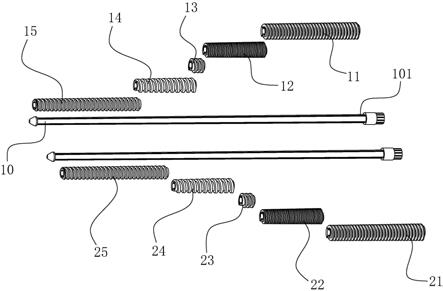
16.图2为图1的结构分解图;
17.图3是图2的进一步结构分解图;
18.图4是图1的俯视图;
19.图5是图4中沿a
‑
a线的剖面图;
20.图6是图2的俯视图;
21.图7是图2中第一螺杆的结构分解图;
22.图8是图2中第一螺杆的俯视图;
23.图9是图8中沿b
‑
b线的剖面图;
24.图10是图4中i部分的放大图;
25.图11是图7中ii部分的放大图;
26.图12是图7中iii部分的放大图;
27.图13是图9中iv部分的放大图;
28.图14是图9中v部分的放大图;
29.图15是图9中vi部分的放大图。
具体实施方式
30.以下结合附图实施例对本实用新型作进一步详细描述。
31.如图1至图15所示,本实施例的积木式螺棱套的锥双螺杆,包括两根螺杆,两根螺杆中任一根螺杆的螺棱20伸入至另一根螺杆对应的螺棱20间隙中,螺杆均包括杆体10 和螺棱套,在螺棱套的外表面设置有螺棱20,在螺棱套的内壁上设置有键槽201,在杆体 10的外表面上设置有条状的连接键101,连接健101与对应的键槽201插接在一起,在杆体10尾端设置有卡住螺棱套的凸台102,在杆体10的尖端能脱卸地设置有锁定头3,杆体10均呈锥形,对应螺杆段的螺棱套内孔与对应段杆体外形相适配地套合在一起,螺棱套有n个,n个螺棱套依次首尾贴合而套接在杆体10的表面上,螺棱20的直径沿杆体10 尾端向杆体10尖端逐渐减小,螺棱20的俯视投影的外缘连线位于同一斜线s上,斜线s 与杆体10的俯视投影的外边线相平行,位于一根螺杆上的螺棱套的接缝与位于另一根螺杆上的螺棱套的接缝交错设置,n是大于2的自然数。
32.在第一螺杆1上设置有第一螺棱套11、第二螺棱套12、第三螺棱套13、第四螺棱套 14和第五螺棱套15,在第二螺杆2上设置有第六螺棱套21、第七螺棱套22、第八螺棱套 23、第九螺棱套24和第十螺棱套25,位于第一螺杆1上的五个螺棱套从两端向中间长度逐渐减小,第三螺棱套13的长度小于第一螺棱套11、第二螺棱套12、第四螺棱套14和第五螺棱套15的长度,位于第二螺杆2上的五个螺棱套也从两端向中间长度逐渐减小,第八螺棱套23的长度小于第六螺棱套21、第七螺棱套22、第九螺棱套24和第十螺棱套 25的长度。
33.第一螺棱套11与第二螺棱套21的第一接缝103和第六螺棱套21与第七螺棱套22的第二接缝203交错设置,第二螺棱套12与第三螺棱套13的第三接缝和第七螺棱套22与第八螺棱套23的第四接缝交错设置,第三螺棱套13与第四螺棱套14的第五接缝和第八螺棱套23与第九螺棱套24的第六接缝交错设置,第四螺棱套14与第五螺棱套15的第七接缝和第九螺棱套24与第十螺棱套25的第八接缝交错设置。
34.第一螺棱套11上的螺棱宽度等于第六螺棱套21上的螺棱宽度,第二螺棱套12上的螺棱宽度等于第七螺棱套22上的螺棱宽度,第三螺棱套13上的螺棱宽度等于第八螺棱套 23上的螺棱宽度,第四螺棱套14上的螺棱宽度等于第九螺棱套24上的螺棱宽度,第五螺棱套15上的螺棱宽度等于第十螺棱套25上的螺棱宽度。第一螺棱套11上的螺棱宽度大于第二螺棱套12上的螺棱宽度,第三螺棱套13上的螺棱宽度大于第一螺棱套11上的螺棱宽度,第四螺棱套14上的螺棱宽度大于第三螺棱套13上的螺棱宽度,第五螺棱套15 上的螺棱宽度等于第三螺棱套13上的螺棱宽度。第一螺棱套11上的螺棱20和第六螺棱套21上的螺棱20均为能加快物料向前推动速度的斜螺棱。
35.在连接键101的外表面上设置有氮化层104。在杆体10的尖端设置有螺纹凹部105,
在锁定头3的尾端设置有连接凸起,在连接凸起的表面上设置有连接螺纹,锁定头3螺接在杆体10的尖端。锁定头3呈锥形。连接键101等间隔地分布在对应杆体10的外表面上。连接键101包括沿杆体10轴向间隔设置的花键状凸起,和设置在相邻花键状凸起之间的导轨凸起,键槽201能滑过对应的导轨凸起而插接在花键状凸起上。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1