一种智能化口罩生产设备的制作方法
1.本技术涉及口罩加工的技术领域,尤其是涉及一种智能化口罩生产设备。
背景技术:
2.口罩是一种卫生用品,一般指戴在口鼻部位用于过滤进入口鼻的空气,以达到阻挡有害的气体、气味、飞沫进出佩戴者口鼻的用具。当进行口罩生产工作时,需要先将鼻梁条置于生产口罩的原材料上,再将这些原材料裁切成为口罩的形状。
3.现有公开号为cn111248564a的中国专利公开了一种口罩生产装置和口罩生产工艺,包括机架及设置在机架上的挤压辊装置、两组超声波竖压装置、辊轮组件、折叠机构、超声波竖压贴合边装置和模切装置,超声波竖压装置用于在口罩面料上一次完成加工位于口罩本体中线一侧的烫封线、鼻条定位线、耳带定位点和两条相互平行的烫压线,折叠机构用于使口罩面料沿口罩本体中线折叠,且折叠后的口罩面料呈水平状,超声波竖压贴合边装置用于加工使口罩本体两侧下部粘合在一起的贴合边线。
4.针对上述相关技术,发明人发现,口罩生产装置在进行口罩生产过程中,需要使用者提前将鼻梁条放置在口罩生产线上,人工安置鼻梁条存在有人力成本较高的缺陷。
技术实现要素:
5.为了减少工人劳动量,使鼻梁条能够被自动置于口罩生产线上,本技术提供一种智能化口罩生产设备。
6.本技术提供的一种智能化口罩生产设备采用如下的技术方案:
7.一种智能化口罩生产设备,包括工作台,工作台上沿水平方向转动连接有放卷辊;工作台上固设有沿水平方向设置的输送气缸,输送气缸的输出轴上设有输送件;工作台上固设有沿输送气缸的长度方向设置的承接台,承接台位于输送件远离输送气缸的端部;工作台上固设有沿输送气缸长度方向设置的输送台,工作台上固设有沿竖直方向设置的裁切气缸,裁切气缸位于承接台与输送台之间,裁切气缸的输出轴上固设有裁切刀,裁切刀与输送台靠近承接台的端面滑动连接;工作台上转动连接有上料板,上料板的底端设有气动夹爪。
8.通过采用上述技术方案,放卷辊将鼻梁条支撑在工作台一侧,对鼻梁条进行放卷操作,使鼻梁条的上料操作更加有序;输送气缸带动输送件移动,输送件带动鼻梁条的一端移动,使鼻梁条上料移位过程更加完善;裁切气缸带动裁切刀移动对鼻梁条进行裁切操作,使鼻梁条被裁切成所需长度;承接台将裁切完成的鼻梁条支撑起来,上料板转动使气动夹爪将承接台上的鼻梁条有序放置在口罩生产线上,使鼻梁条能够自动地置于口罩生产线上,无需人工放置鼻梁条,减少人力成本。
9.可选的,所述输送件包括输送块,输送块与输送气缸的输出轴固定连接,输送块上固设有沿竖直方向设置的挤压气缸,输送块上设有沿竖直方向设置的挤压块,挤压块与挤压气缸的输出轴固定连接。
10.通过采用上述技术方案,当输送块向靠近承接台的方向移动时,挤压气缸带动挤压块下压,挤压块将鼻梁条压紧在输送块上,输送块移动对鼻梁条进行输送操作;当输送块移动至最靠近承接台的位置上后,挤压气缸带动挤压块上移,挤压块与输送块分离,使鼻梁条置于输送块与挤压块之间移动,输送块向远离承接台的方向移动,再将后续的鼻梁条向承接台方向运输,便于输送块对鼻梁条进行间歇输送操作。
11.可选的,所述工作台上沿输送气缸的长度方向固设有导向杆,导向杆穿设于输送块内且与输送块滑动连接。
12.通过采用上述技术方案,当输送块移动时,导向杆对输送块的移动过程起导向限位作用,进而使输送块能够更好地沿其所需的移位轨迹上移动。
13.可选的,所述气动夹爪包括两个沿竖直方向设置的夹持块,两个夹持块相对设置且沿水平方向移动;夹持块相互靠近的端部开设有沿夹持块宽度方向设置的夹持槽。
14.通过采用上述技术方案,对鼻梁条进行夹持移位操作时,鼻梁条置于夹持槽内跟随夹持块移动,进而使夹持块对鼻梁条的运输功能更加完善。
15.可选的,所述承接台上固设有沿承接台长度方向设置的承接块,承接块的宽度小于鼻梁条的宽度。
16.通过采用上述技术方案,当鼻梁条置于承接台上时,承接块将鼻梁条撑起,当气动夹爪对鼻梁条进行夹持移位操作时,夹持块移动张开,两个夹持块分别移动至承接块的两侧,夹持块移动靠近,将承接块上的鼻梁条夹住,承接块与夹持块配合使承接块对鼻梁条的运输过程更加顺畅。
17.可选的,所述承接台的端角处固设有导向块,相邻导向块之间的间距与鼻梁条的宽度相同。
18.通过采用上述技术方案,当鼻梁条沿承接台的长度方向移动时,导向块使鼻梁条能够更好地被移动到承接台上。
19.可选的,所述输送台上开设有沿输送台长度方向设置的输送口,输送口与鼻梁条相适配。
20.通过采用上述技术方案,鼻梁条移动时,鼻梁条穿过输送口,输送台对鼻梁条进行导向作用,使鼻梁条能够被输送至所需位置上。
21.可选的,所述工作台上设有控制电路,控制电路包括检测模块和反馈模块;
22.所述感应模块包括与放卷辊固定连接的光电感应器,当光电感应器检测到光信号时,感应模块发出感应电流信号;
23.所述反馈模块包括设置在工作台上的指示灯,反馈模块响应感应模块发出的感应电流信号,当反馈模块接收到感应电流信号时,反馈模块控制指示灯亮起;当反馈模块未接收到感应电流信号时,反馈模块控制指示灯熄灭。
24.通过采用上述技术方案,当放卷辊外的纸张将要被放卷完时,光电感应器检测到光信号发出感应电流信号,此时反馈模块响应感应电流信号并控制指示灯亮起,指示灯提示使用者及时对鼻梁条进行续料操作。
25.综上所述,本技术包括以下至少一种有益技术效果:
26.1.放卷辊将鼻梁条支撑起来,对鼻梁条进行放卷操作,使鼻梁条的上料操作更加有序;输送气缸带动输送件移动,输送件带动鼻梁条的一端移动,使鼻梁条上料移位过程更
加完善;裁切气缸带动裁切刀移动对鼻梁条进行裁切操作,使鼻梁条被有序裁切成所需长度;承接台将裁切完成的鼻梁条支撑起来,上料板转动使气动夹爪将承接台上的鼻梁条有序放置在口罩生产线上,使鼻梁条能够自动地被置于口罩生产线上,提高了口罩的生产效率。
27.2.当输送块移动对鼻梁条进行输送操作时,挤压块下压,使鼻梁条能够更好地跟随输送块移动,当输送块向远离承接台的方向移动时,挤压块与输送块分离,便于输送块对鼻梁条进行间歇输送操作。
28.3.当鼻梁条置于承接台上时,承接块将鼻梁条撑起,当气动夹爪对鼻梁条进行夹持移位操作时,承接块与夹持块配合使承接块对鼻梁条的运输过程更加顺畅。
附图说明
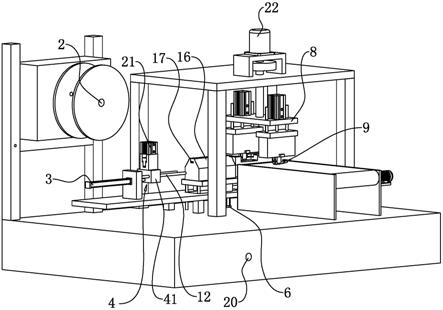
29.图1是本技术实施例的结构示意图。
30.图2是本技术实施例中挤压块和限位块的结构示意图。
31.图3是本技术实施例中输送台和输送口的结构示意图。
32.图4是图3中a-a方向的剖视图。
33.图5是图4中a的局部放大图。
34.图6是本技术实施例中检测模块的电路示意图。
35.图7是本技术实施例中反馈模块的电路示意图。
36.附图标记说明:1、工作台;2、放卷辊;3、输送气缸;4、输送件;41、输送块;5、承接台;6、裁切气缸;7、裁切刀;8、上料板;9、气动夹爪;91、夹持块;10、挤压块;11、限位块;12、导向杆;13、夹持槽;14、承接块;15、导向块;16、输送台;17、输送口;18、检测模块;19、反馈模块;20、指示灯;21、挤压气缸;22、上料电机。
具体实施方式
37.以下结合全部附图对本技术作进一步详细说明。
38.本技术实施例公开一种智能化口罩生产设备,参照图1,包括工作台1,工作台1上设置有上料装置,工作台1上设置有位于工作台1一侧的生产装置。进行口罩生产操作时,上料装置将鼻梁条有序地运输至生产装置上,生产装置再进行后续的相关生产操作,实现口罩生产的自动化过程。
39.参照图1,上料装置包括放卷辊2以及输送件4。当对鼻梁条进行上料输送操作时,输送件4将鼻梁条有序地向生产装置方向输送,鼻梁条移动过程中,放卷辊2放卷,实现鼻梁条的持续上料功能。
40.参照图1,放卷辊2沿水平方向设置且与工作台1转动连接,放卷辊2的转动轴沿其自身的轴线方向设置。当对鼻梁条进行上料输送操作时,放卷辊2将大量的鼻梁条同时支撑在工作台1上,放卷辊2转动,对鼻梁条进行放卷操作,使鼻梁条能够被输送至生产装置上。
41.参照图1,放卷辊2的两端固设有限位挡板,限位挡板呈圆形状,限位挡板与放卷辊2相互垂直且固定连接。当放卷辊2对鼻梁条进行放卷操作时,鼻梁条缠绕在放卷辊2的外壁上,限位挡板将鼻梁条隔档在放卷辊2上,使鼻梁条能够稳定置于放卷辊2上。
42.参照图1,工作台1上固设有输送气缸3,输送气缸3沿工作台1的长度方向设置,输
送气缸3的输出轴与输送件4相连接,输送件4与鼻梁条远离放卷辊2的端部活动连接。当对鼻梁条进行上料输送操作时,输送气缸3的输出轴伸缩带动输送件4移动,输送件4带动鼻梁条的一端移动,使鼻梁条向生产装置方向移动。
43.参照图1和图2,输送件4包括输送块41,输送块41的上端部设有沿竖直方向设置的挤压块10,挤压块10与输送块41沿竖直方向滑动连接;当输送气缸3的输出轴伸长时,挤压块10与鼻梁条相抵接,当输送气缸3的输出轴缩短时,挤压块10不与鼻梁条相连接,输送块41与鼻梁条滑动连接。当输送气缸3的输出轴伸长时,挤压块10下移与鼻梁条相抵接,使鼻梁条能够跟随输送块41移动,输送块41移动使鼻梁条向靠近生产装置的方向移动;当输送气缸3的输出轴缩短时,输送块41向远离承接台5的方向移动,此时挤压块10上移与输送块41分离,鼻梁条置于原位;当输送块41移动至靠近输送气缸3的位置上时,挤压块10再次下移与鼻梁条抵接,输送块41移动带动鼻梁条移动,实现输送块41对鼻梁条进行间歇输送操作。
44.参照图1和图2,挤压块10的上端部固设有限位块11,限位块11的宽度大于挤压块10的宽度,输送块41上沿竖直方向开设有滑槽,限位块11与滑槽沿竖直方向滑动连接;当挤压块10与鼻梁条抵接时,限位块11移动至滑槽的最低端。当挤压块10移动至最低位置上时,限位块11移动至滑槽的最低端,限位块11无法继续下移,进而使挤压块10无法继续下移,使挤压块10在抵接鼻梁条的过程中不容易挤压损坏鼻梁条。
45.参照图1和图2,输送块41上沿竖直方向固设有挤压气缸21,挤压气缸21的输出轴与限位块11的上端面同轴固定连接。挤压气缸21的输出轴移动,使挤压块10与限位块11沿竖直方向移动,挤压气缸21为挤压块10的移动提供动力,实现挤压块10的自动移位功能。
46.参照图1和图2,工作台1上固设有两根相同的导向杆12,导向杆12沿工作台1的长度方向设置,两根导向杆12穿过输送块41的下端部,导向杆12与输送块41沿导向杆12的长度方向滑动连接。当输送气缸3带动输送块41移动时,导向杆12与输送块41滑动连接,此时两根导向杆12共同对输送块41的移动过程起导向限位作用,进而使输送块41能够更好地将鼻梁条移动至所需位置上。
47.参照图1和图3,工作台1上固设有输送台16,输送台16沿工作台1的长度方向设置,输送台16位于输送件4远离输送气缸3的端部,输送台16的上端部开设有沿输送台16长度方向设置的输送口17,输送口17下端面的高度以及输送块41与鼻梁条连接面的高度相同,输送口17与鼻梁条沿输送口17的长度方向滑动连接。当输送件4带动鼻梁条移动时,鼻梁条穿过输送口17,鼻梁条沿输出口的长度方向与输出口滑动连接,此时输送台16对鼻梁条进行导向作用,使鼻梁条的移位轨迹更加确定。
48.参照图1和图4,工作台1上固设有沿竖直方向设置的裁切气缸6,裁切气缸6位于输送台16远离输送气缸3的端部,裁切气缸6的输出轴上固设有裁切刀7,裁切刀7沿竖直方向设置,裁切刀7的刀刃与输送台16的端面沿竖直方向滑动连接。当鼻梁条被移动至所需位置上后,裁切气缸6的输出轴伸缩,裁切气缸6带动裁切刀7沿竖直方向移动,裁切刀7与输送台16滑动连接对鼻梁条进行裁切操作,使鼻梁条被有序裁切成所需长度。
49.参照图4和图5,工作台1上固设有沿工作台1的长度方向设置的承接台5,承接台5位于输送台16远离输送气缸3的端部,裁切刀7位于承接台5与输送台16之间,承接台5的长度与输送台16的长度相同。当鼻梁条移动至承接台5上后,裁切刀7将鼻梁条裁切成所需长
度,将承接台5上的鼻梁条移动至生产装置上后,输送件4继续沿输送台16的长度方向移动鼻梁条,承接台5将鼻梁条支撑起来,便于进行裁切处理。
50.参照图1和图5,承接台5的四个拐角处均固设有导向块15,相邻导向块15之间的间距与鼻梁条的宽度相同,导向块15与鼻梁条沿承接台5的长度方向滑动连接。当鼻梁条沿承接台5的长度方向移动时,鼻梁条从相邻的导向块15之间穿过,鼻梁条与导向块15的内壁滑动连接,导向块15规范鼻梁条的移动轨迹,使鼻梁条能够更好地被移动到承接台5上。
51.参照图1和图5,承接台5上固设有沿承接台5长度方向设置的承接块14,承接块14位于承接台5的中部,承接块14的宽度小于鼻梁条的宽度。当鼻梁条移动置于承接台5上时,承接块14将鼻梁条撑起,由于承接块14的宽度小于鼻梁条的宽度,进而便于使用者将鼻梁条从承接台5上取下。
52.参照图1和图5,工作台1上沿水平方向设置有呈长方体形状的上料板8,上料板8与工作台1转动连接,上料板8的转动轴沿上料板8的中轴线方向设置,上料板8的底面的两端固设有两组相同的气动夹爪9。进行口罩生产工作时,上料板8沿其转动轴方向转动,使两个气动夹爪9跟随上料板8移动。当气动夹爪9转动置于承接台5上方时,气动夹爪9下移将承接台5上的鼻梁条从承接块14上夹起,当气动夹爪9转动置于生产装置的上方时,气动夹爪9下移将鼻梁条放置在口罩生产线上,使鼻梁条能够自动地被置于口罩生产线上,提高了口罩的生产效率。
53.参照图1和图5,工作台1沿竖直方向固设有上料电机22,上料电机22的输出轴与上料板8的上端面同轴固定连接。上料装置工作时,上料电机22转动带动上料板8转动,上料电机22为上料板8的转动提供动力,实现上料板8的自动转动功能。
54.参照图1和图5,气动夹爪9包括两个沿竖直方向设置的夹持块91,两个夹持块91相对设置,夹持块91沿水平方向移动;两个夹持块91的移动方向相反。当气动夹爪9需要对鼻梁条进行夹持或放下操作时,两个夹持块91同向移动或是反向移动,实现气动夹爪9的基本夹持功能。
55.参照图1和图5,夹持块91相互靠近的端部开设有夹持槽13,夹持槽13沿夹持块91的宽度方向设置,当夹持块91移动至承接台5上方时,夹持槽13的长度方向与鼻梁条的长度方向相同,两个夹持槽13的深度和大于鼻梁条的宽度。当夹持块91对鼻梁条进行夹持移位操作时,夹持块91夹持鼻梁条,鼻梁条与夹持槽13滑动连接,鼻梁条的中部置于夹持槽13内跟随夹持块91移动,进而使夹持块91对鼻梁条的运输功能更加完善。
56.参照图6和图7,所述工作台1上设有控制电路,控制电路包括检测模块18和反馈模块19;
57.感应模块包括光电感应器,光电感应器位于限位挡板靠近放卷辊2转动轴的位置上,光电感应器的一端接地,光电感应器的另一端电连接有电磁线圈ka1,电磁线圈ka1的另一端电连接有负载电阻r1,负载电阻r1远离电磁线圈ka1的一端电连接有电源vcc。
58.反馈模块19包括设置在工作台1上的指示灯20,指示灯20的一端接地,指示灯20的另一端电连接有电磁线圈ka1的常开开关ka1-2,电磁线圈ka1的常开开关ka1-2另一端电连接有负载电阻r2,负载电阻r2的另一端电连接有电源vcc。
59.当放卷辊2外的鼻梁条即将放卷完时,光电感应器检测到光信号,光电感应器使电磁线圈ka1导通,此时电磁线圈ka1的常开开关ka1-2闭合导通,使指示灯20亮起,提示使用
者对放卷辊2外的鼻梁条进行上料更换操作,使鼻梁条的不间断上料功能更加完善。
60.本技术实施例一种智能化口罩生产设备的实施原理为:进行口罩生产操作时,放卷辊2转动对鼻梁条进行放卷操作,输送气缸3带动输送件4移动,输送件4带动鼻梁条移动,当鼻梁条移动至承接台5上后,裁切气缸6带动裁切刀7移动对鼻梁条进行裁切操作,承接块14将裁切完成的鼻梁条支撑起来,上料板8转动使气动夹爪9将承接台5上的鼻梁条运输至生产装置上,实现鼻梁条的自动输送功能。
61.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1