一种锥形罩体成型用模压模具的制作方法
1.本实用新型涉及罩体成型用模压模具制造技术领域,具体是涉及一种锥形罩体成型用模压模具。
背景技术:
2.复合材料是不同性质的材料组份优化组合而成的新材料。例如纤维增强的树脂基复合材料,与传统材料相比,具有质量轻、强度高、可设计性好、耐化学腐蚀、介电性能好、耐烧蚀及容易成型加工等优点,可明显减轻结构重量和提高结构效率,在航空航天高新技术领域有着越来越广泛的应用。目前,模压成型作为树脂基复合材料的主要成型方法之一,模压成型是将一定量模压料放入金属对模中,在一定温度和压力作用下固化成型的一种对热固性树脂和热塑性树脂都适用的纤维复合材料成型方法。
3.模具是模压成型的主要工艺设备,模具在结构上要有利于模压料的流动及制品的取出,并能满足工艺操作上的要求,模具结构尽量简单,降低成本。为获得内外表面质量较高的罩体,业内通常采用凹模与凸模模压成型工艺,但是目前常规模具用于制作锥形罩体,尤其是带内法兰的锥形罩体时脱模难度大,拆卸过程较为复杂,生产效率低,无法满足一体成型的制造要求。
技术实现要素:
4.本实用新型要解决的技术问题是克服现有技术存在的不足,提供一种既方便组装拆卸,降低脱模难度,又能够满足锥形罩体一体成型要求的锥形罩体成型用模压模具。
5.为解决上述技术问题,本实用新型采用以下技术方案:
6.一种锥形罩体成型用模压模具,包括底座、内模以及罩设于所述内模外的外模,所述底座、所述内模和所述外模之间构成成型模腔,所述内模包括上锥形芯模和下芯模,所述下芯模由多个环绕所述上锥形芯模轴线布置的下芯模块拼接构成,各所述下芯模块以可拆卸方式连接于所述上锥形芯模上。
7.作为上述技术方案的进一步改进:
8.所述上锥形芯模底部采用可拆卸连接方式连接有中心芯模,多个所述下芯模块贴靠在所述中心芯模上,所述上锥形芯模和所述下芯模上设有用于固定多个所述下芯模块的固定机构。
9.所述固定机构包括设于所述上锥形芯模底部的第一环形卡槽以及设于所述中心芯模上的第二环形卡槽,各所述下芯模块的一端设有卡入所述第一环形卡槽的第一卡接部,各所述下芯模块的另一端设有卡入所述第二环形卡槽的第二卡接部。
10.所述中心芯模通过螺钉与所述上锥形芯模相连。
11.所述内模设有用于成型内法兰的径缩段,所述径缩段设在所述下芯模的底部;至少有一个下芯模块配置成在所述中心芯模拆卸后该下芯模块能向所述中心芯模所在空间移动,所有下芯模块、所述上锥形芯模和所述中心芯模配置成能穿过内法兰的中心孔。
12.至少一个所述下芯模块的靠近所述中心芯模一侧的弧长大于靠近所述外模一侧的弧长,各所述下芯模块的最大弧长小于所述内法兰的内径。
13.所述上锥形芯模和所述中心芯模的最大直径小于所述内法兰的内径。
14.所述底座设有插接孔,所述中心芯模与所述插接孔插接,所述插接孔的外侧设有用于储存溢出模压料的溢胶槽。
15.所述底座上设有用于将所述底座承托在叉车的货叉上的承托部,所述承托部上设有吊环孔。
16.所述外模由第一外模块和第二外模块采用可拆卸方式拼接构成。
17.与现有技术相比,本实用新型的优点在于:
18.本实用新型的模压模具通过将现有一体的内模采用上锥形芯模和下芯模组合而成的形式,下芯模由多个环绕上锥形芯模轴线布置的下芯模块拼接构成,在保证模压模具成型质量的前提下,进行内模的脱模时可将各下芯模块拆卸并取出,再将上锥形芯模拆卸并取出,从而完成下芯模和上锥形芯模的顺利脱模,大大降低了内模的脱模难度,有效提高生产效率。
附图说明
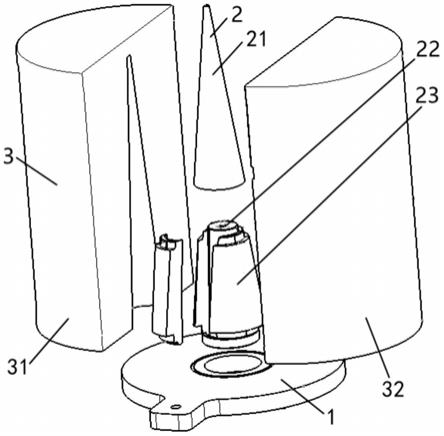
19.图1为本实用新型的爆炸图。
20.图2为本实用新型的底座的俯视图。
21.图3为本实用新型的第一外模块的正视图。
22.图4为实施例提供的内模的结构示意图。
23.图5为图4中a-a方向的剖视图。
24.图6为图4中b-b方向的剖视图。
25.图例说明:
26.1、底座;11、插接孔;12、溢胶槽;13、承托部;14、吊环孔;2、内模;21、上锥形芯模;211、第一环形卡槽;22、中心芯模;221、第二环形卡槽;23、下芯模;231、第一下芯模块;232、第二下芯模块;233、第三下芯模块;234、第四下芯模块;235、第五下芯模块;236、第六下芯模块;24、径缩段;3、外模;31、第一外模块;32、第二外模块。
具体实施方式
27.以下结合附图和具体实施例对本实用新型作进一步详细说明。
28.如图1至图6所示,本实施例的锥形罩体成型用模压模具,包括底座1、内模2以及罩设于内模2外的外模3,底座1、内模2和外模3之间构成成型模腔,内模2包括上锥形芯模21和下芯模23,下芯模23由多个环绕上锥形芯模21轴线布置的下芯模块拼接构成,各下芯模块以可拆卸方式连接于上锥形芯模21上。该模压模具通过将现有一体的内模2采用上锥形芯模21和下芯模23组合而成的形式,下芯模23由多个环绕上锥形芯模21轴线布置的下芯模块拼接构成,在保证模压模具成型质量的前提下,进行内模2的脱模时可将各下芯模块拆卸并取出,再将上锥形芯模21拆卸并取出,从而完成下芯模23和上锥形芯模21的顺利脱模,大大降低了内模的脱模难度,有效提高生产效率。
29.优选的,上锥形芯模21底部采用可拆卸连接方式连接有中心芯模22,多个下芯模
块贴靠在中心芯模22上,上锥形芯模21和下芯模23上设有用于固定多个下芯模块的固定机构。设置可拆卸的中心芯模22,将多个下芯模块贴靠在中心芯模22上,能够提升各下芯模块的安装稳固性以及位置精度,同时在进行内模2脱模时可先将中心芯模22与上锥形芯模21拆卸脱离,中心芯模22拆卸后为贴靠在其上的多个下芯模块留出了向内移动的空间,便于下芯模块的拆卸,能够降低下芯模块的脱模难度。
30.优选的,固定机构包括设于上锥形芯模21底部的第一环形卡槽211以及设于中心芯模22上的第二环形卡槽221,各下芯模块的一端设有卡入第一环形卡槽211的第一卡接部,各下芯模块的另一端设有卡入第二环形卡槽221的第二卡接部。该结构简单,易于加工成型,降低生产成本,能够使多个下芯模块卡接在上锥形芯模21和中心芯模22之间,连接更加紧凑,防止热压成型过程中下芯模块发生脱落,避免影响生产质量。
31.优选的,中心芯模22通过螺钉与上锥形芯模21相连。该结构简单,拆卸与组装过程方便快捷,生产成本低。
32.优选的,内模2设有用于成型内法兰的径缩段24,径缩段24设在下芯模23的底部;至少有一个下芯模块配置成在中心芯模22拆卸后该下芯模块能向中心芯模22所在空间移动,所有下芯模块、上锥形芯模21和中心芯模22配置成能穿过内法兰的中心孔。通过设置径缩段24,能够成型得到一体成型的带内法兰锥形罩体制件,所有下芯模块、上锥形芯模21和中心芯模22配置成能穿过内法兰的中心孔,保证各下芯模块、上锥形芯模21和中心芯模22能从内法兰的中心孔取出。至少有一个下芯模块配置成在中心芯模22拆卸后该下芯模块能向中心芯模22所在空间移动,也即该下芯模块的形状尺寸配置成在中心芯模22拆卸后该下芯模块能向中心芯模22所在空间移动,这样使得中心芯模22脱模后,该下芯模块能够向中心芯模22所在空间移动并顺利的从内法兰的中心孔取出,该下芯模块原来所在的空间为其他下芯模块提供操作和移动空间,使其他下芯模块也能够向中心芯模22所在空间移动并从内法兰的中心孔取出,能够在不对内法兰造成损坏的前提下方便开速的进行脱模。
33.优选的,各下芯模块的截面呈扇形,任意相邻两个下芯模块以面接触方式相互拼接,以保证下芯模23的整体性和稳固性。
34.优选的,至少一个下芯模块的靠近中心芯模22一侧的弧长大于靠近外模3一侧的弧长,各下芯模块的最大弧长小于内法兰的内径。该结构中至少一个下芯模块的靠近中心芯模22一侧的弧长大于靠近外模3一侧的弧长,能够满足于该下芯模块向内(中心芯模22所在空间)移动,在脱离过程中该下芯模块可优先取出,为其他下芯模块的脱离留出足够的操作空间,而且各下芯模块的最大弧长都小于内法兰的内径,保证各下芯模块从内法兰中顺利脱离。
35.优选的,上锥形芯模21和中心芯模22的最大直径小于内法兰的内径。该结构中上锥形芯模21的最大直径小于内法兰的内径,能够保证上锥形芯模21从内法兰中顺利脱离,中心芯模22的最大直径小于内法兰的内径,能够保证中心芯模22从内法兰中顺利脱离。
36.优选的,底座1设有插接孔11,中心芯模22与插接孔11插接,插接孔11的外侧设有用于储存溢出模压料的溢胶槽12。该结构中底座1设有插接孔11,中心芯模22与插接孔11插接,中心芯模22与底座1相互形成定位作用,利于提高中心芯模22与底座1的相对位置精度,提升成型质量,插接孔11的外侧设有溢胶槽12用于制件固化时多余模压料的储存。
37.优选的,底座1上设有用于将底座1承托在叉车的货叉上的承托部13,承托部13上
设有吊环孔14。该结构中底座1上设有承托部13,便于搬运过程中叉车的货叉插入承托部13的底部并举升,承托部13上设有吊环孔14,便于吊索接入吊环孔14并吊升,使模压模具适用不同的转移方式。
38.优选的,外模3由第一外模块31和第二外模块32采用可拆卸方式拼接构成。该结构中外模3由第一外模块31和第二外模块32拼接构成,合模时可通过标准件机械拼接为一个整体的方式,大大减少了外模3的加工难度。
39.如图4至图6所示,在本实施例中,以由六个环绕上锥形芯模21轴线布置的下芯模块拼接构成的下芯模23为例,下芯模23包括依次设置的第一下芯模块231、第二下芯模块232、第三下芯模块233、第四下芯模块234、第五下芯模块235和第六下芯模块236,其中第二下芯模块232和第五下芯模块235的靠近中心芯模22一侧的弧长大于靠近外模3一侧的弧长,能够满足于第二下芯模块232和第五下芯模块235向内移动,在脱离过程中第二下芯模块232和第五下芯模块235优先取出,为其他下芯模块的脱离留出足够的操作空间,而且各下芯模块的最大弧长都小于内法兰的内径,保证在不损坏内法兰完整性的前提下,各下芯模块从内法兰中顺利脱离。
40.在实际应用过程中,采用本实施例模具的合模工艺步骤如下:
①
将第一外模块31与第二外模块32通过标准件可拆卸连接为外模3;
②
将上锥形芯模21、中心芯模22、第一下芯模块231、第二下芯模块232、第三下芯模块233、第四下芯模块234、第五下芯模块235、第六下芯模块236依次组装为内模2;
③
将组装后的内模2插装入外模3;
④
将底座1与外模3通过标准件可拆卸连接,中心芯模22与底座1上的插接孔11对应连接。
41.采用本实施例模具的脱模工艺步骤如下:
①
拆除底座1与外模3之间的标准件,并将底座1与外模3分离;
②
拔出中心芯模22;
③
优先拔出第二下芯模块232与第五下芯模块235,并依次拔出第一下芯模块231、第三下芯模块233、第四下芯模块234、第六下芯模块236;
④
拔出上锥形芯模21;
⑤
拆除第一外模块31与第二外模块32之间的标准件,取出制件。
42.以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例。对于本技术领域的技术人员来说,在不脱离本实用新型技术构思前提下所得到的改进和变换也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1