一种汽车尾灯注塑模具的制作方法
1.本实用新型涉及注塑模具技术领域,具体是一种汽车尾灯注塑模具。
背景技术:
2.汽车是一种人们常用的交通工具,通过发动机提供动力,驱动前轮或后轮进行载人载物行走的一种工具,而在汽车内部具有成千上万的各种零件,其中汽车尾灯在能够在夜间或者较为阴暗的道路上为后方的行驶车辆提供提升,防止追尾情况的发生。
3.汽车常见的尾灯是通过一个外壳扣在汽车尾部并将与车尾相连接的led灯珠上,而为了保证透光性,尾灯大多是采用透明的塑胶材料,将塑胶融化并注入模具内定形完成制作,为了批量生产汽车尾灯避免后续的人工加工步骤,汽车生产商通常会为了尾灯的生产购买专门的模具。
4.但是市面上常见的尾灯注塑模具采用的是连续注塑的方式进行制造,除非材料一次性注塑完成,否则注塑便不会停止,导致使用者在取出工件时塑胶原材会被浪费,同时市面上常见的模具通过插销相互固定,当需要取出工件时需要将整个模具拆开进行收取,导致大量繁琐的工作产生,降低了使用者的生产效率。
技术实现要素:
5.本实用新型旨在于解决背景技术中存在的缺点,提供一种汽车尾灯注塑模具,通过压板与按压开关的配合,当使用者收取工件时自动停止注塑,避免材料的浪费,同时通过能够打开的顶盖与成型块方便塑胶材料成型同时也方便使用者对工件进行取材。
6.为实现上述目的,本实用新型提供如下技术方案,一种汽车尾灯注塑模具,包括机体和控制组件;
7.所述机体顶部开设有下料仓,所述下料仓底部固定连接有下料管,所述下料管底部固定连接有加热仓,所述加热仓底部设置有增压泵,所述增压泵底部固定连接有注塑管,所述机体底部开设有塑形仓,且所述注塑管底部与塑形仓顶部相连接,所述塑形仓通过滑轨滑动连接有塑形箱,所述塑形箱顶部通过转轴转动连接有顶盖,所述塑形箱顶部一侧开设有注塑孔,所述塑形箱一侧设置有推块,所述机体底部一侧设置有锂电池;
8.所述锂电池一侧设置有用于控制增压泵启闭的控制组件。
9.进一步的,所述控制组件包括按压开关、弹簧柱和压板,所述锂电池一侧设置有按压开关,所述按压开关的顶部与底部均设置有弹簧柱,所述弹簧柱一侧滑动连接有压板,所述按压开关分别与锂电池和增压泵电性连接。
10.进一步的,所述塑形箱顶部开设有凹槽,所述顶盖底部设置有成型块,且所述成型块与凹槽之间设置有间隙。
11.进一步的,所述下料仓与加热仓底部一侧均设置有斜边。
12.进一步的,所述加热仓内壁上设置有热管,且所述热管呈蛇形结构设置。
13.进一步的,所述增压泵一侧设置有滤板,且所述滤板另一端与加热仓一侧的内壁
相连接,所述滤板表面设置有多层高密滤网。
14.进一步的,所述下料管内部通过转轴转动连接有挡板,所述挡板底部设置有复位弹簧,且所述复位弹簧另一端与下料管内壁固定连接。
15.本实用新型提供了一种汽车尾灯注塑模具,具有以下有益效果:
16.1、本实用优点在于,当使用者抽出塑形箱时,能够通过弹簧柱推动压板解除与按压开关的接触,以此自动将增压泵关闭,停止将加热仓内的材料增压泵入塑形仓内,避免材料的浪费。
17.2、其次,当使用者将塑形箱抽出塑形仓后,通过打开顶盖便能够将成型块一同打开,并取出凹槽内的工件,以此完成工件塑形及简化使用者的工件收取。
附图说明
18.图1为本实用新型的整体结构示意图。
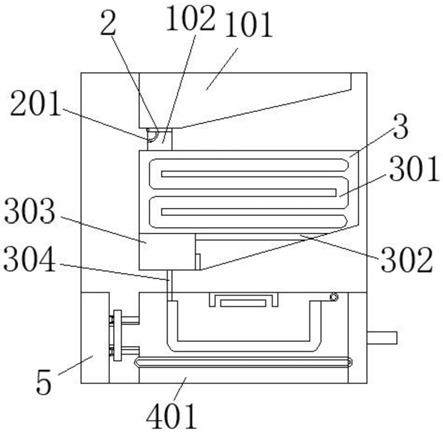
19.图2为本实用新型的整体结构剖面示意图。
20.图3为本实用新型的整体结构展开示意图。
21.图4为本实用新型的塑形箱结构示意图。
22.图1
‑
4中:1、机体;101、下料仓;102、下料管;2、挡板;201、复位弹簧;3、加热仓;301、热管;302、滤板;303、增压泵;304、注塑管;4、塑形仓;401、塑形箱;402、顶盖;403、成型块;404、推块;5、锂电池;501、按压开关;502、弹簧柱;503、压板。
具体实施方式
23.实施例:
24.请参阅图1
‑
4中,
25.本实施例提供的一种汽车尾灯注塑模具,包括机体1和控制组件;
26.如图2所示,机体1底部一侧设置有锂电池5,机体1底部开设有塑形仓4,塑形仓4通过滑轨滑动连接有塑形箱401,塑形箱401顶部通过转轴转动连接有顶盖402,塑形箱401顶部一侧开设有注塑孔,塑形箱401一侧设置有推块404,机体1顶部开设有下料仓101,下料仓101底部固定连接有下料管102,下料管102底部固定连接有加热仓3,加热仓3底部设置有增压泵303,增压泵303底部固定连接有注塑管304,且注塑管304底部与塑形仓4顶部相连接;
27.锂电池5一侧设置有用于控制增压泵303启闭的控制组件。
28.进一步的,控制组件包括按压开关501、弹簧柱502和压板503,锂电池5一侧设置有按压开关501,按压开关501的顶部与底部均设置有弹簧柱502,弹簧柱502一侧滑动连接有压板503,按压开关501分别与锂电池5和增压泵303电性连接,在使用过程中,当塑形箱401位于塑形仓4内部时,推块404将推动压板503挤压弹簧柱502并与按压开关501接触,此时通过按压开关501启动增压泵303,将加热仓3内的塑胶原材从注塑管304注入塑形箱401内进行成型,而当使用者抽出塑形箱401时,压板503失去推块404的推理时,压板503将在弹簧柱502的推动下远离按压开关501,以此解除与按压开关的接触按压开关501将增压泵303关闭,停止将加热仓3内的材料增压泵入塑形仓4内,避免材料的浪费。
29.进一步的,塑形箱401顶部开设有凹槽,顶盖402底部设置有成型块403,且成型块403与凹槽之间设置有间隙,在使用过程中,从注塑管304注入塑形箱401内的塑胶材料填充
在成型块403与凹槽之间的间隙中成型,而当使用者将塑形箱401抽出塑形仓4后,通过打开顶盖402便能够将成型块403一同打开,并取出凹槽内的工件,以此完成工件塑形及简化使用者的工件收取。
30.进一步的,下料仓101与加热仓3底部一侧均设置有斜边,在使用过程中,使用者将颗粒状的塑胶原材投入下料仓101内,通过斜边使塑胶原材能够在重力作用下自动顺着斜边下落至下料仓101底部的下料管102内,同样的在加热仓3内,被加热融化成为液态材料的塑胶原材将顺着加热仓3的斜边下滑至增压泵303处,便于增压泵303将液化材料注入塑形箱401内。
31.进一步的,加热仓3内壁上设置有热管301,且热管301呈蛇形结构设置,在使用过程中,通过热管301对落入加热仓3内的塑胶颗粒进行加热融化,方便增压泵303进行注塑流程,而通过蛇形结构使热管301能够对加热仓3内部的塑胶颗粒更加均匀且迅速的融化,提升装置的使用效率。
32.其中,热管301为铜合金材料制成,铜合金材料具有较强的耐热性与导热性,能够在高温情况下也不产生形变,通过热管301将热量传达到加热仓3内,通过采用铜合金材料能够避免其在高温条件下软化变形,也能够增大热管301的加热效率;
33.对于热管301来说选用具有419w/m.k导热系数的银材料具有最好导热导热性能,其次才是选用具有381w/m.k导热系数的铜材料进行制作,这是所有金属材料中热量传导能力最高的两种材料,但是银合金材料的制作成本过高,且工艺要求也较高,因此难以广泛使用,而铜合金材料在韧性与硬度的方面上与银合金材料相同,且在导热性能上差异不大,而铜合金材料的价格却远远低于银合金材料,选用铜合金材料能够有效的加强热管301的加热效率的同时也能够有效降低生产使用成本。
34.进一步的,增压泵303一侧设置有滤板302,且滤板302另一端与加热仓3一侧的内壁相连接,滤板302表面设置有多层高密滤网,在使用过程中,当塑胶颗粒落在加热仓3内部时将被滤板302所阻挡,随着塑胶颗粒被加热融化才能穿过滤板302再流向增压泵303处,以此放置增压泵303将还未被完全加热融化的塑胶颗粒吸入造成注塑管304堵塞等情况的发生,以此提升装置的实用性。
35.进一步的,下料管102内部通过转轴转动连接有挡板2,挡板2底部设置有复位弹簧201,且复位弹簧201另一端与下料管102内壁固定连接,在使用过程中,塑胶颗粒在重力作用下自动顺着斜边下落至下料仓101底部的下料管102内,此时挡板2将在塑胶颗粒的挤压下,向下转动并挤压复位弹簧201进行压缩,方便塑胶颗粒通过,而当下料仓101内没有塑胶颗粒时挡板2又会在复位弹簧201的推动下向上抬起,堵住下料管102的开口,避免灰尘从下料管102处落至加热仓3内部。
36.在使用本实用新型时,首先将装置与外部电源进行连接,并将塑料颗粒放入下料仓101内,塑胶颗粒在重力作用下自动顺着斜边下落至下料仓101底部的下料管102内,此时挡板2将在塑胶颗粒的挤压下,向下转动并挤压复位弹簧201进行压缩,方便塑胶颗粒通过,而当下料仓101内没有塑胶颗粒时挡板2又会在复位弹簧201的推动下向上抬起,堵住下料管102的开口,避免灰尘从下料管102处落至加热仓3内部,通过热管301对落入加热仓3内的塑胶颗粒进行加热融化,方便增压泵303进行注塑流程,而通过蛇形结构使热管301能够对加热仓3内部的塑胶颗粒更加均匀且迅速的融化,提升装置的使用效率,当塑胶颗粒落在加
热仓3内部时将被滤板302所阻挡,随着塑胶颗粒被加热融化才能穿过滤板302再流向增压泵303处,以此放置增压泵303将还未被完全加热融化的塑胶颗粒吸入造成注塑管304堵塞等情况的发生,以此提升装置的实用性,当塑形箱401位于塑形仓4内部时,推块404将推动压板503挤压弹簧柱502并与按压开关501接触,此时通过按压开关501启动增压泵303,将加热仓3内的塑胶原材从注塑管304注入塑形箱401内,塑形箱401内的塑胶材料填充在成型块403与凹槽之间的间隙中成型,等待成型后,使用者能够将塑形箱抽离塑形仓4而当使用者抽出塑形箱401时,压板503失去推块404的推理时,压板503将在弹簧柱502的推动下远离按压开关501,以此解除与按压开关的接触按压开关501将增压泵303关闭,停止将加热仓3内的材料增压泵入塑形仓4内,避免材料的浪费,将塑形箱抽出后,使用者能够将塑形箱401抽出塑形仓4后,通过打开顶盖402便能够将成型块403一同打开,并取出凹槽内的工件,以此完成工件塑形及简化使用者的工件收取,以此通过提上结构使装置能够为使用者提供迅速高效的汽车尾灯注塑功能。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1