一种管箍包胶及冲压成型生产线的制作方法
1.本实用新型涉及管箍生产设备技术领域,具体的涉及一种管箍包胶及冲压成型生产线。
背景技术:
2.一栋建筑的设计排布离不开排布的各种各样的管道,而在对一些管道进行固定时需要用到管箍,现有的管箍在进行固定时,一般在管箍上穿设一根钉子,钉子钉入建筑内以对管箍进行固定,管箍再箍住管道以对管道进行固定。然而,在使用管箍进行安装固定时,一不小心常常容易划伤管道表面,为此,市场上也出现了一些包胶管箍,对上箍体和下箍体进行套设保护胶套,以避免管道被管箍划伤,提高管箍使用时的安全性。
3.然而,现有的包胶管箍通常采用人工进行包胶,不锈钢片材通过冲床进行冲压成型,然后,将整卷的胶套用剪刀剪成一段一段,然后再将剪小的胶套分别套设于管箍的上箍体及下箍体上,且胶套的套设相对麻烦,使得整个管箍的包胶过程较为费时费力,生产效率低,且人工成本高,会增加管箍的生产成本,同时由于胶套是可分离的套设在上箍体与下箍体上的,这样一来,在运输、搬运、翻动的过程中,可能会使得保护胶套从上箍体及下箍体上脱落,这样一来,当需要使用管箍时,又需要对胶套进行二次包装套设,使用上较为不便。
技术实现要素:
4.本实用新型要解决的技术问题是提供一种整体结构新颖、实用可靠,无需人工进行包胶,省时省力,提高了生产效率,大大降低了管箍的生产成本的一种管箍包胶及冲压成型生产线。
5.为解决上述技术问题,本实用新型采用的技术方案如下:一种管箍包胶及冲压成型生产线,包括用于放置片材的开卷机和用于对片材进行冲压成型的冲床,冲床一侧设有自动送料器,自动送料器用于将片材间歇传送至冲床处,开卷机与冲床之间设有挤塑机,挤塑机的出料端固定安装有挤塑模具,片材可移动的穿设于挤塑模具内,挤塑模具用于使挤塑机挤出的胶连续不断的包覆于片材的两侧边沿处,片材的两侧边沿处包覆的胶固化并形成有胶套。
6.进一步的,挤塑模具包括模芯和模套,模芯内设有向一端敞开的进料通道,模芯的另一端设有与进料通道相通且与片材相适配的出芯口,模套内从一端向另一端依次设有相通的安装腔、进胶腔和包胶腔,进胶腔的一端与安装腔的一端部分重合设置,模套内于进胶腔远离包胶腔的一侧设有分胶腔,模套一侧表面设有与分胶腔相通的进胶孔,安装腔与模芯相适配,模芯上设有出芯口的一端呈外窄内宽的等腰梯形状,进胶腔呈等腰梯形状,模芯安装于安装腔内,进胶腔内于模芯的一端两侧均形成有倾斜布置的进胶通道,分胶腔与进胶通道相通,包胶腔的底面及顶面均固定设有挡胶板,挡胶板的宽度小于片材的宽度,两个挡胶板之间形成有可使片材通过并与片材厚度相适配的片材通道,包胶腔内于片材通道的两侧均形成有包胶通道,包胶通道与相对应一侧的进胶通道相通。
7.进一步的,挡胶板的宽度比片材的宽度小4-6mm,包胶通道的高度为3-4mm。
8.进一步的,模套包括固定连接且结构上下对称设置的上模套和下模套,上模套和下模套之间合围形成有安装腔、分胶腔、进胶腔、包胶腔和进胶孔。
9.进一步的,挤塑机与冲床之间还设有冷却装置,片材可移动的穿设于冷却装置内,冷却装置用于对片材两侧边沿处的胶套进行冷却。
10.进一步的,冷却装置包括冷却箱,冷却箱内设有冷却液,冷却液为皂化液,冷却箱上端设有导向辊组件,导向辊组件可对片材进出冷却箱起到导向作用并使片材上相应的胶套浸泡于冷却液内。
11.进一步的,导向辊组件包括安装架、第一导向辊、第二导向辊和第三导向辊,安装架固定安装于冷却箱上端,第一导向辊、第二导向辊和第三导向辊依次可转动的安装于安装架上,第二导向辊设于第一导向辊及第三导向辊之间的下方,片材依次绕过第一导向辊、第二导向辊和第三导向辊。
12.进一步的,开卷机与挤塑机之间还设有调直装置,片材可移动的穿设于调直装置内,调直装置用于对片材的传送起到调直导向作用,调直装置设于支撑框架上。
13.进一步的,调直装置包括安装板,安装板固定安装于支撑框架上端,安装板上间隔安装有多个可转动的下导向轮,下导向轮外表面上设有与片材相适配的下环形导向槽,相邻两个下导向轮之间上方设有可转动的上导向轮,上导向轮外表面上设有与片材相适配的上环形导向槽,片材可移动的穿设于上导向轮与下导向轮之间并位于上环形导向槽及下环形导向槽内,上导向轮安装于活动板上,活动板设于安装板上。
14.进一步的,安装板上设有贯穿上端的安装槽,活动板可上下移动的设于安装槽内,活动板两侧设有滑槽,安装板的安装槽两侧表面均固定设有滑块,滑块与滑槽相适配,滑块嵌设于滑槽内并与滑槽滑动配合,安装槽底部可分离的设有多个调整垫片,安装板上端固定连接有固定板,固定板上螺纹连接有锁紧螺栓,锁紧螺栓的下端可与活动板上端相抵接并用于对活动板起到固定作用。
15.由上述描述可知,本实用新型提供的一种管箍包胶及冲压成型生产线整体结构新颖、实用可靠,通过挤塑机及挤塑模具的设置,挤塑机挤出的胶将进入挤塑模具内,随着片材的传送,挤塑模具可使挤塑机挤出的胶连续不断的包覆于传送中的片材的两侧边沿处,从而使得片材的两侧边沿包覆有胶套,胶套可对片材的侧表面、上表面及下表面进行包覆,同时胶套可很好的固定于片材上,并随着片材一同在冲床上进行冲压成型,在运输、搬运、翻动的过程中胶套不易从片材上脱落,有效避免胶套的二次包装套设,使用上更为方便,同时可将片材的冲压成型工序、胶套生产工序、包胶工序三者很好的结合在一起,无需人工进行包胶,省时省力,提高了生产效率,大大降低了管箍的生产成本,此外,由于只在片材的两侧边沿进行包胶,两个胶套之间留有间隙,可有效节省胶套的使用材料,同时还能很好的凸显管箍自身不锈钢材质的美观性;通过冷却装置的设置,当挤塑机挤出的胶套随着片材的传送进入冷却箱内并浸泡在冷却液内时,能够进一步对胶套起到很好的降温定型。
附图说明
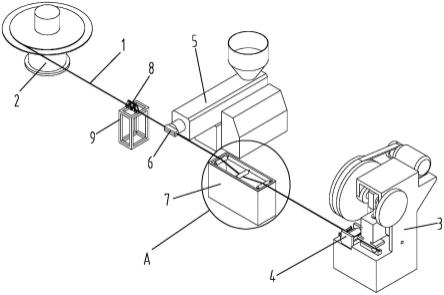
16.图1为本实用新型一种管箍包胶及冲压成型生产线的立体结构示意图。
17.图2为图1中a处的局部放大示意图。
18.图3为挤塑模具的立体结构示意图。
19.图4为挤塑模具的前视图。
20.图5为图4中b处的局部放大示意图。
21.图6为图4中c-c方向的剖面示意图。
22.图7为图6中d处的局部放大示意图。
23.图8为图6中e-e方向的剖面示意图。
24.图9为模套的内部结构示意图。
25.图10为胶套包覆于片材两侧边沿上时的结构示意图。
26.图11为调直装置的立体结构示意图。
27.图12为安装板的立体结构示意图。
28.图13为活动板的立体结构示意图。
29.图中:1-片材;11-胶套;2-开卷机;3-冲床;4-自动送料器;5-挤塑机;6-挤塑模具;61-模芯;611-进料通道;612-出芯口;62-模套;621-安装腔;622-进胶腔;6221-进胶通道;623-包胶腔;6231-包胶通道;624-分胶腔;625-进胶孔;626-挡胶板;6261-片材通道;627-上模套;628-下模套;7-冷却装置;71-冷却箱;72-导向辊组件;721-安装架;722-第一导向辊;723-第二导向辊;724-第三导向辊;8-调直装置;81-安装板;811-安装槽;82-下导向轮;821-下环形导向槽;83-上导向轮;831-上环形导向槽;84-活动板;851-滑槽;852-滑块;86-调整垫片;87-固定板;88-锁紧螺栓;9-支撑框架。
具体实施方式
30.以下通过具体实施方式对本实用新型作进一步的描述。
31.如图1至图13所示,本实用新型所述的一种管箍包胶及冲压成型生产线,包括用于放置片材1的开卷机2和用于对所述片材1进行冲压成型的冲床3,所述冲床3一侧设有自动送料器4,所述自动送料器4用于将所述片材1间歇传送至所述冲床3处,所述开卷机2与所述冲床3之间设有挤塑机5,所述挤塑机5的出料端固定安装有挤塑模具6,所述片材1可移动的穿设于所述挤塑模具6内,所述挤塑模具6用于使所述挤塑机5挤出的胶连续不断的包覆于所述片材1的两侧边沿处,所述片材1的两侧边沿处包覆的胶固化并形成有胶套11。
32.具体的,所述开卷机2、所述冲床3、所述自动送料器4和所述挤塑机5均为现有设备,故在此不对所述开卷机2、所述冲床3、所述自动送料器4和所述挤塑机5的具体结构做过多的赘述;通过所述挤塑机5及所述挤塑模具6的设置,所述挤塑机5挤出的胶将进入所述挤塑模具6内,随着所述片材1的传送,所述挤塑模具6可使所述挤塑机5挤出的胶连续不断的包覆于传送中的所述片材1的两侧边沿处,从而使得所述片材1的两侧边沿包覆有胶套11,所述胶套11可对所述片材1的侧表面、上表面及下表面进行包覆,同时所述胶套11可很好的固定于所述片材1上,并随着所述片材1一同在所述冲床3上进行冲压成型,在运输、搬运、翻动的过程中所述胶套11不易从所述片材1上脱落,有效避免胶套11的二次包装套设,使用上更为方便,同时可将片材1的冲压成型工序、胶套11生产工序、包胶工序三者很好的结合在一起,无需人工进行包胶,省时省力,提高了生产效率,大大降低了管箍的生产成本,此外,由于只在所述片材1的两侧边沿进行包胶,两个所述胶套11之间留有间隙,可有效节省所述胶套11的使用材料,同时还能很好的凸显管箍自身不锈钢材质的美观性。
33.如图3至图10所示,具体的,所述挤塑模具6包括模芯61和模套62,所述模芯61内设有向一端敞开的进料通道611,所述模芯61的另一端设有与所述进料通道611相通且与所述片材1相适配的出芯口612,所述模套62内从一端向另一端依次设有相通的安装腔621、进胶腔622和包胶腔623,所述进胶腔622的一端与所述安装腔621的一端部分重合设置,所述模套62内于所述进胶腔622远离所述包胶腔623的一侧设有分胶腔624,所述模套62一侧表面设有与所述分胶腔624相通的进胶孔625,所述安装腔621与所述模芯61相适配,所述模芯61上设有所述出芯口612的一端呈外窄内宽的等腰梯形状,所述进胶腔622呈等腰梯形状,所述模芯61安装于所述安装腔621内,所述进胶腔622内于所述模芯61的一端两侧均形成有倾斜布置的进胶通道6221,所述分胶腔624与所述进胶通道6221相通,所述包胶腔623的底面及顶面均固定设有挡胶板626,所述挡胶板626的宽度小于所述片材1的宽度,两个所述挡胶板626之间形成有可使所述片材1通过并与所述片材1厚度相适配的片材通道6261,所述包胶腔623内于所述片材通道6261的两侧均形成有包胶通道6231,所述包胶通道6231与相对应一侧的所述进胶通道6221相通,通过采用此结构,所述片材1可通过所述模芯61的所述进料通道611及所述出芯口612进入所述模套62的所述包胶腔623内,所述挤塑机5挤出的胶可从所述进胶孔625进入所述分胶腔624内,从而使得胶能够很好的进入所述进胶通道6221内,并最终进入所述包胶通道6231内,由于两个所述包胶通道6231分别设于所述片材1的两侧,从而可很好的对传送中的所述片材1的两侧边沿进行连续不断的包胶,并固化形成有胶套11。
34.优选的,所述挡胶板626的宽度比所述片材1的宽度小4-6mm,由此使得所述胶套11对所述片材1两侧边沿处的上表面及下表面的包覆距离均为2-3mm,所述包胶通道6231的高度为3-4mm,由此,使得所述胶套11的成型厚度为3-4mm。
35.如图3所示,具体的,所述模套62包括固定连接且结构上下对称设置的上模套627和下模套628,所述上模套627和所述下模套628之间合围形成有所述安装腔621、所述分胶腔624、所述进胶腔622、所述包胶腔623和所述进胶孔625,通过采用此结构,从而便于所述模套62的加工制作。
36.如图1和图2所示,所述挤塑机5与所述冲床3之间还设有冷却装置7,所述片材1可移动的穿设于所述冷却装置7内,所述冷却装置7用于对所述片材1两侧边沿处的所述胶套11进行冷却,具体的,所述冷却装置7包括冷却箱71,所述冷却箱71内设有冷却液,优选的,所述冷却液为皂化液,所述皂化液能对所述胶套11起到很好的冷却效果,同时也能对所述片材1起到很好的防锈作用,所述冷却箱71上端设有导向辊组件72,所述导向辊组件72可对所述片材1进出所述冷却箱71起到导向作用并使所述片材1上相应的所述胶套11浸泡于所述冷却液内,通过所述冷却装置7的设置,当所述挤塑机5挤出的所述胶套11随着所述片材1的传送进入所述冷却箱71内并浸泡在所述冷却液内时,能够进一步对所述胶套11起到很好的降温定型。
37.如图2所示,所述导向辊组件72包括安装架721、第一导向辊722、第二导向辊723和第三导向辊724,所述安装架721固定安装于所述冷却箱71上端,所述第一导向辊722、所述第二导向辊723和所述第三导向辊724依次可转动的安装于所述安装架721上,所述第二导向辊723设于所述第一导向辊722及所述第三导向辊724之间的下方,所述片材1依次绕过所述第一导向辊722、所述第二导向辊723和所述第三导向辊724,通过采用此结构,从而便于
使所述片材1及所述胶套11能很好的进入所述冷却箱71内并浸泡在所述冷却液中,同时又能顺利的从所述冷却箱71内传送出去。
38.如图1和图11所示,所述开卷机2与所述挤塑机5之间还设有调直装置8,所述片材1可移动的穿设于所述调直装置8内,所述调直装置8用于对所述片材1的传送起到调直导向作用,所述调直装置8设于支撑框架9上,具体的,所述调直装置8包括安装板81,所述安装板81固定安装于所述支撑框架9上端,所述安装板81上间隔安装有多个可转动的下导向轮82,所述下导向轮82外表面上设有与所述片材1相适配的下环形导向槽821,相邻两个所述下导向轮82之间上方设有可转动的上导向轮83,所述上导向轮83外表面上设有与所述片材1相适配的上环形导向槽831,所述片材1可移动的穿设于所述上导向轮83与所述下导向轮82之间并位于所述上环形导向槽831及所述下环形导向槽821内,所述上导向轮83安装于活动板84上,所述活动板84设于所述安装板81上,通过采用此结构,从而便于对从所述开卷机2上的开卷出来的所述片材1的传送起到很好的调直导向作用,从而可对所述片材1进行校直并使得所述片材1能更好的进入所述挤塑模具6内,通过所述上环形导向槽831及所述下环形导向槽821的设置,可对所述片材1起到很好的限位作用,确保所述片材1能很好的在所述上导向轮83与所述下导向轮82之间进行传送,此外,优选的,所述下导向轮82的数量为3-4个。
39.如图11至图13所示,所述安装板81上设有贯穿上端的安装槽811,所述活动板84可上下移动的设于所述安装槽811内,所述活动板84两侧设有滑槽851,所述安装板81的所述安装槽811两侧表面均固定设有滑块852,所述滑块852与所述滑槽851相适配,所述滑块852嵌设于所述滑槽851内并与所述滑槽851滑动配合,所述安装槽811底部可分离的设有多个调整垫片86,所述安装板81上端固定连接有固定板87,所述固定板87上螺纹连接有锁紧螺栓88,所述锁紧螺栓88的下端可与所述活动板84上端相抵接并用于对所述活动板84起到固定作用,通过采用此结构,可方便更换所述调整垫片86的数量,以调整所述活动板84的安装位置,从而对所述上导向轮83与所述下导向轮82之间的距离进行调整,以便适应不同厚度的片材1,此外,优选的,所述调整垫片86的数量为2-5个。
40.本实用新型所述的一种管箍包胶及冲压成型生产线的使用方法如下:工作时,开卷机2上的片材1在自动送料器4的带动下,可对片材1持续开卷并向冲床3一侧进行传送,传送中的片材1通过调直装置8起到的导向作用,从而可很好的进入挤塑模具6内,片材1可通过模芯61的进料通道611及出芯口612进入模套62的包胶腔623内,挤塑机5挤出的胶可从所述模套62的进胶孔625进入分胶腔624内,并通过进胶通道6221进入包胶通道6231内,由于两个所述包胶通道6231分别设于所述片材1的两侧,从而可很好的对传送中的所述片材1的两侧边沿进行连续不断的包胶,并固化形成有胶套11,包覆有胶套11的所述片材1在向前传送的过程中可进入冷却箱71中并浸泡于冷却液里进行冷却,能够进一步对所述胶套11起到很好的降温定型,最后,包覆有胶套11的片材1再进入所述冲床3内进行冲压成型。
41.上述仅为本实用新型的若干具体实施方式,但本实用新型的设计构思并不局限于此,凡利用此构思对本实用新型进行非实质性的改动,均应属于侵犯本实用新型保护范围的行为。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1