一种滴塑成型设备的制作方法
1.本实用新型涉及滴塑技术领域,尤其是涉及一种滴塑成型设备。
背景技术:
2.现有的滴塑行业很大的一部分都采用人工制作,目前有相关的机械制作应用但其制造成本较高,大都相关行业都不采用,技术的创新是时代的需要,提高效率降低成本是企业面对紧迫的问题。
技术实现要素:
3.本实用新型的主要目的在于提供一种滴塑成型设备,以解决上述技术问题,提供一种自动滴塑设备。
4.为实现上述目的,本实用新型采用如下技术方案:
5.一种滴塑成型设备,包括有滴塑机和烘干机,所述滴塑机向模板中进行滴塑,并将完成滴塑后的模板传输至所述烘干机进行烘干;所述滴塑机包括有机架、滴塑机构和输送机构,所述机架上设有操作平台,所述滴塑机构设置于所述操作平台的上端,所述输送机构设置于所述操作平台的下端,所述滴塑机构向模板滴塑后,所述输送机构将其输送至所述烘干机中。
6.作为一种优选的方案,所述滴塑机构包括有滴塑组件和滴塑移动组件,所述滴塑移动组件驱动所述滴塑组件移动。
7.作为一种优选的方案,所述滴塑组件包括有滴塑单元和点胶阀支架,所述滴塑单元可拆卸设置于所述点胶阀支架上。
8.作为一种优选的方案,所述滴塑单元包括有点胶阀、滴塑导轨、滴塑固定座、滴塑活动座和滴塑气缸,所述滴塑导轨和所述滴塑气缸固设于所述滴塑固定座上,所述点胶阀固设于所述滴塑活动座上,所述滴塑气缸驱动所述滴塑活动座沿所述滴塑导轨移动。
9.作为一种优选的方案,所述滴塑移动组件包括有x轴移动组件、y轴移动组件和z轴移动组件,所述x轴移动组件驱动所述y轴移动组件移动,所述y轴移动组件驱动所述z轴移动组件移动,所述z轴移动组件移动驱动所述滴塑组件移动。
10.作为一种优选的方案,所述输送机构包括有模板移动组件和模板移出组件,所述模板移动组件将完成滴塑的模板移动至所述模板移出组件,所述模板移出组件将模板移送至所述烘干机中。
11.作为一种优选的方案,所述模板移出组件包括有推板单元和送板单元,所述推板单元将模板移动至所述送板单元上。
12.作为一种优选的方案,所述滴塑机进一步设有模板固定组件,所述模板固定组件设置于所述滴塑组件的下方。
13.作为一种优选的方案,其进一步设有回位机构,所述回位机构将已经烘干完成的模板移动至所述滴塑机。
14.本实用新型的有益效果在于:上述滴塑成型设备,能够自动进行滴塑,而且通过烘干机进行烘干,无需人工进行搬运,能够使滴塑产品成型迅速,并且可以设置多个滴塑机构,进行滴塑制成不同产品或者可以进行多次滴塑,生产效率高、且生产成本低。
附图说明
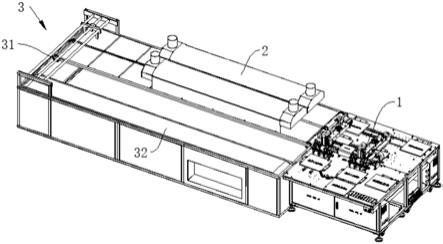
15.图1为本实用新型涉及的滴塑成型设备的结构示意图;
16.图2为本实用新型涉及的滴塑机的结构示意图;
17.图3为本实用新型涉及的滴塑机构的结构示意图;
18.图4为本实用新型涉及的x轴移动组件的结构示意图;
19.图5为本实用新型涉及的y轴移动组件的结构示意图;
20.图6为本实用新型涉及的z轴移动组件的结构示意图;
21.图7为本实用新型涉及的滴塑组件的结构示意图;
22.图8为本实用新型涉及的模板移动组件的结构示意图;
23.图9为本实用新型涉及的模板移出组件的结构示意图;
24.图10为图2中a处的局部放大图。
具体实施方式
25.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
26.如图1所示,一种滴塑成型设备,包括有滴塑机1、烘干机2和回位机构3,滴塑机1向模板中进行滴塑,并将完成滴塑后的模板传输至烘干机2 进行烘干,回位机构3将已经烘干完成的模板移动至滴塑机1,让工作人员进行二次滴塑或者移出滴塑机,回位机构3包括有换轨组件31和回位输送组件32,换轨组件31将已经完成烘干的模板从烘干机2移送至回位传输组件 32上,回位传输组件32将模板移动回滴塑机1上。
27.如图2所示,滴塑机1包括有机架11、滴塑机构12和输送机构13,机架11上设有操作平台111,滴塑机构12设置于操作平台111的上端,输送机构13设置于操作平台111的下端,输送机构13用于移动模板,滴塑机构 12向模板滴塑后,输送机构13将其输送至烘干机2中。
28.在本实施例中,滴塑机构12设有两个,在实际生产中,可以根据生产需要设置至少一个滴塑机构12,可以进行多次滴塑,滴塑机构12包括有滴塑组件121和滴塑移动组件,滴塑移动组件驱动滴塑组件121移动。
29.如图3所示,滴塑移动组件包括有x轴移动组件122、y轴移动组件123 和z轴移动组件124,x轴移动组件122驱动y轴移动组件123移动,y轴移动组件123驱动z轴移动组件124移动,z轴移动组件124移动驱动滴塑组件121移动,使滴塑组件121根据模板滴塑的位置灵活移动。
30.如图4所示,x轴移动组件122包括有x轴移动基板1221、x轴电机1222、 x轴导轨1223、x轴丝杠1224和x轴滑块1225,x轴移动基板1221固定于操作平台111上,x轴电机1222和x轴导轨1223固定于x轴移动基板1221 上,x轴滑块1225沿x轴导轨1223移动,且与x轴丝杠1224啮合,x轴滑块1225与y轴移动组件123固设,x轴电机1222驱动x轴丝杠1224旋转,以
带动x轴滑块1225沿x轴导轨1223移动,以使y轴移动组件123移动。
31.如图5所示,y轴移动组件123包括有y轴移动基板1231、y轴电机1232、 y轴导轨1233、y轴丝杠1234、y轴滑块1235和y轴连接板1236,y轴移动基板1231固定于x轴滑块1225上,y轴滑块1235固设于y轴移动基板1231 上,y轴导轨1233的一端和y轴丝杠1234的一端与y轴连接板1236连接, z轴移动组件124与y轴连接板1236形成固定,y轴滑块1235沿y轴导轨 1233相对移动,且与y轴丝杠1234啮合,y轴电机1232驱动y轴丝杠1234 旋转,由于y轴滑块1235固定不动,带动y轴电机1232、y轴导轨1233和 y轴丝杠1234移动,以使z轴移动组件124移动。
32.如图6所示,z轴移动组件124包括有z轴移动基板1241、z轴电机1242、 z轴导轨1243、z轴丝杠1244和z轴滑块1245,z轴移动基板1241固定于操作平台111上,z轴电机1242和z轴导轨1243固定于z轴移动基板1241 上,z轴滑块1245沿z轴导轨1243移动,且与z轴丝杠1244啮合,z轴滑块1245与滴塑组件121固设,z轴电机1242驱动z轴丝杠1244旋转,以带动z轴滑块1245沿z轴导轨1243移动,以使滴塑组件121移动。
33.如图7所示,滴塑组件121包括有滴塑单元1212和点胶阀支架1211,滴塑单元1212可拆卸设置于点胶阀支架1211上。滴塑单元1212包括有点胶阀1217、滴塑导轨1216、滴塑固定座1214、滴塑活动座1215和滴塑气缸1213,滴塑固定座1214可拆卸设置于点胶阀支架1211上,滴塑导轨1216和滴塑气缸1213固设于滴塑固定座1214上,点胶阀1217固设于滴塑活动座1215上,滴塑气缸1213驱动滴塑活动座1215沿滴塑导轨1216移动,以带动递交器 1217沿滴塑导轨1216往复移动。
34.输送机构13包括有模板移动组件131和模板移出组件132,模板移动组件131设置于滴塑机构12的下方,模板移出组件132设置于烘干机2的一侧,且设置于操作平台111上,模板移动组件131将完成滴塑的模板移动至模板移出组件132,模板移出组件132将模板移送至烘干机2中。
35.如图8所示,模板移动组件131包括有移动电机1311、移动主动轮1312、移动从动轮1313、移动皮带1314、移动同步块1315、移动导轨1316、移动滑块1317和移动顶起单元,移动电机1311驱动移动主动轮1312旋转,移动主动轮1312通过移动皮带1314与移动从动轮1313形成转动连接,移动顶起单元设置于移动滑块1317上,移动顶起单元能够将模板顶起,便于将模板移动,移动滑块1317沿移动导轨1316移动,移动同步块1315固设于移动滑块 1317上,且与移动皮带1314形成相对固定,移动皮带1314移动时,能够带动移动滑块1317移动,移动电机1311驱动移动主动轮1312旋转,带动移动皮带1314转动,通过移动同步块1315带动移动滑块1317移动,以使移动顶起单元带动模板移动。移动主动轮1312和移动从动轮1313沿移动导轨1316 的长度方向设置,且设置于移动导轨1316一侧,且移动主动轮1312与移动从动轮1313之间的距离大于移动导轨1316的长度,能够让移动滑块1317 从移动导轨1316一端移动至另一端,提高移动距离。移动顶起单元包括有移动顶起气缸1318和移动顶起块1319,移动顶起气缸1318驱动移动顶起块 1319移动,以顶起模板。
36.如图9所示,模板移出组件132包括有推板单元133和送板单元134,推板单元133将模板移动至送板单元134上,送板单元134将模板移动至烘干机2上。
37.推板单元133包括有推板电机1331、推板主动轮1332、推板从动轮1333、推板皮带1334、推板同步块1335、推板导轨1336、推板滑块1337和推板顶起单元,推板电机1331驱动
推板主动轮1332旋转,推板主动轮1332通过推板皮带1334与推板从动轮1333形成转动连接,推板顶起单元设置于推板滑块1337上,推板顶起单元能够升起将推动模板移动,使模板移动至送板单元 134上,推板滑块1337沿推板导轨1336移动,推板同步块1335固设于推板滑块1337上,且与推板皮带1334形成相对固定,推板皮带1334移动时,能够带动推板滑块1337移动,推板电机1331驱动推板主动轮1332旋转,带动推板皮带1334转动,通过推板同步块1335带动推板滑块1337移动,以使推板顶起单元推动模板移动。推板主动轮1332和推板从动轮1333沿推板导轨 1336的长度方向设置,且设置于推板导轨1336一侧,且推板主动轮1332与推板从动轮1333之间的距离大于推板导轨1336的长度,能够让推板滑块 1337从推板导轨1336一端移动至另一端,提高推板移动距离。推板顶起单元包括有推板顶起气缸1338和推板块1339,推板顶起气缸1338驱动推板块 1339升起。
38.送板组件134包括有送板电机1341、送板主动轮1342、送板从动轮1343、送板皮带1344、送板同步块1345、送板导轨1346、送板滑块1347和送板顶起单元,送板电机1341驱动送板主动轮1342旋转,送板主动轮1342通过送板皮带1344与送板从动轮1343形成转动连接,送板顶起单元设置于送板滑块1347上,送板顶起单元能够将模板顶起,便于将模板移动,送板滑块1347 沿送板导轨1346移动,送板同步块1345固设于送板滑块1347上,且与送板皮带1344形成相对固定,送板皮带1344移动时,能够带动送板滑块1347 移动,送板电机1341驱动送板主动轮1342旋转,带动送板皮带1344转动,通过送板同步块1345带动送板滑块1347移动,以使送板顶起单元带动模板移动。送板主动轮1342和送板从动轮1343沿送板导轨1346的长度方向设置,且设置于送板导轨1346一侧,且送板主动轮1342与送板从动轮1343之间的距离大于送板导轨1346的长度,能够让送板滑块1347从送板导轨1346一端移动至另一端,提高移动距离。送板顶起单元包括有送板顶起气缸1348和送板顶起块1349,送板顶起气缸1348驱动送板顶起块1349移动,以顶起模板。
39.请结合图2和图10所示,滴塑机1进一步设有模板固定组件14,模板固定组件14设置于滴塑组件121的下方,用于固定模板。模板固定组件14 包括有模板固定气缸141、模板固定夹块142和模板固定导块143,两个模板固定导块143设于操作平台111上,且两个模板固定导块143之间的距离略大于模板的宽度,便于移动模板,模板固定气缸141驱动模板固定夹块142 移动,使模板分别与模板固定夹块142和模板固定导块143抵接,以固定模板。
40.请继续参考图2所示,其进一步设有操作按钮15,操作按钮15设置于操作平台111上。
41.上述滴塑成型设备使用前,首先让机器人运送空模板放置在工位b上,以待滴塑。滴塑成型设备在使用时,操作人员与工位c上检查模板,检查完成后通过模板移动组件131移动至滴塑组件121的下方(即工位d),模板固定组件14驱动固定模板,滴塑移动组件驱动滴塑组件121移动,使滴塑单元1212对齐模板上的滴塑位,滴塑组件121依次进行滴塑。滴塑完成后,模板移动组件131将模板移动至推板单元133上,推板单元133推动模板移动至送板单元134上,送板单元134将模板移送至烘干机2进行烘干,烘干完成后,操作人员将模板移出滴塑成型设备,或者通过回位机构3将模板运送回滴塑机1进行二次或者以上滴塑。另外的,机器人还可以将其他滴塑机完成滴塑的模板运送至工位e上,通过模板移出组件132将其移送至烘干机2 进行烘干。
42.以上所述实施例,只是本实用新型的较佳实例,并非来限制本实用新型的实施范
围,故凡依本实用新型申请专利范围所述的构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型专利申请范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1