瓶盖内塞成型模具的制作方法
1.本实用新型涉及模具技术领域,特别是涉及一种瓶盖内塞成型模具。
背景技术:
2.现有的用于酒瓶的瓶盖主要由内塞、玻璃珠、单向阀、出酒嘴、固定套及外盖组成,其中,内塞装于酒瓶的瓶口内,出酒嘴套设在内塞的上端,固定套用于将出酒嘴、内塞固定装配在瓶口上,玻璃珠装于内塞内腔的下部,起防倒灌、截流作用,单向阀装于内塞与出酒嘴形成的内腔内,起防倒灌、截流作用,外盖与出酒嘴配合起密封作用。
3.现有一种内塞的结构如图1所示,该内塞包括可插入瓶口内的内塞主体12、自内塞主体12下端沿径向向外延伸的圆环状凸肩部16、自凸肩部16下表面沿轴向向下延伸的凸颈部18以及设置于内塞主体12的下端开口处的倒扣状密封环14,由于密封环14为倒扣状,使得内塞中间的空腔为两头细、中间粗的鼓形,在生产内不容易脱模。
技术实现要素:
4.针对上述现有技术现状,本实用新型所要解决的技术问题在于,提供一种容易脱模的瓶盖内塞成型模具。
5.为了解决上述技术问题,本实用新型所提供的一种瓶盖内塞成型模具,包括:定模,所述定模包括至少一个定模芯组件,所述定模芯组件上设置有定模型腔;动模,所述动模包括至少一个动模芯组件和驱动装置,所述动模芯组件包括筒状的动模芯、内套于所述动模芯之内的动模内芯和套设在所述动模芯外部的推圈,所述动模芯、所述动模内芯和所述推圈之间形成动模型腔,所述驱动装置用于驱动所述动模芯、所述动模内芯和所述推圈;所述定模与所述动模合模时,所述动模型腔与所述定模型腔之间形成用于成型内塞的产品型腔;当所述定模与所述动模分开后,先驱动所述推圈和所述动模内芯向所述定模侧移动以使所述动模芯与内塞分离,所述动模芯与内塞分离后继续驱动所述推圈向所述定模侧移动以使所述动模内芯与内塞分离,所述动模内芯与内塞分离后向相反方向驱动所述推圈以使所述推圈与所述内塞分离。
6.上述结构的瓶盖内塞成型模具,实现了内塞的自动脱模,结构简单,生产成本低。
7.在其中一个实施例中,所述动模内芯包括用于成型内塞的主体的第一主体成型部、用于成型内塞的密封环的第一密封环成型部,所述动模芯包括用于成型所述密封环的第二密封环成型部、用于成型凸颈部的第一凸颈部成型部和用于成型内塞的凸肩部的第一凸肩部成型部,所述推圈包括用于成型凸颈部的第二凸颈部成型部和用于成型凸肩部的第二凸肩部成型部。
8.在其中一个实施例中,所述动模芯的中心孔为台阶孔,所述动模内芯的外周面为与所述台阶孔配合的台阶形。
9.在其中一个实施例中,所述定模芯组件包括筒状的定模芯和内套于所述定模芯之内的定模内芯,所述定模内芯上设置有注胶口,所述定模芯和所述定模内芯之间形成定模
型腔。
10.在其中一个实施例中,所述定模内芯包括用于成型内塞的主体的第二主体成型部和用于成型凸肩部的第三凸肩部成型部,所述定模芯包括用于成型凸肩部的第四凸肩部成型部。
11.在其中一个实施例中,包括多个所述定模芯组件和多个所述动模芯组件,多个所述定模芯组件呈矩阵排布,多个所述动模芯组件呈矩阵排布。
12.本实用新型附加技术特征所具有的有益效果将在本说明书具体实施方式部分进行说明。
附图说明
13.图1为瓶盖内塞的剖视图;
14.图2为本实用新型实施例中的瓶盖内塞成型模具的主视图;
15.图3为图2中所示瓶盖内塞成型模具的模芯的立体图;
16.图4为图2中所示瓶盖内塞成型模具的模芯的主视图;
17.图5为图4中所述模芯的右视图;
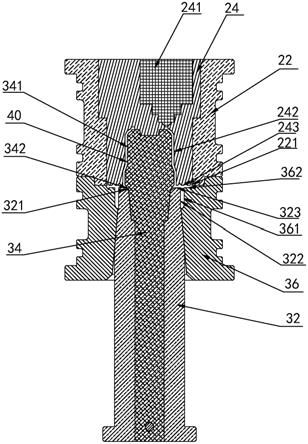
18.图6为沿图5中a-a线的剖视图。
19.附图标记说明:10、内塞;12、主体;14、密封环;16、凸肩部;18、凸颈部;20、定模;21、定模芯组件;22、定模芯;221、第四凸肩部成型部;24、定模内芯;241、注胶口;242、第二主体成型部;243、第三凸肩部成型部;30、动模;31、动模芯组件;32、动模芯;321、第二密封环成型部;322、第一凸颈部成型部;323、第一凸肩部成型部;34、动模内芯;341、第一主体成型部;342、第一密封环成型部;36、推圈;361、第二凸颈部成型部;362、第二凸肩部成型部;40、产品型腔。
具体实施方式
20.下面参考附图并结合实施例对本实用新型进行详细说明。需要说明的是,在不冲突的情况下,以下各实施例及实施例中的特征可以相互组合。
21.在本文中,所涉及的前、后、上、下等方位词是以附图中零部件位于图中以及零部件相互之间的位置来定义的,只是为了表达技术方案的清楚及方便。应当理解,所述方位词的使用不应限制本技术请求保护的范围。
22.图1为本实用新型实施例中的瓶盖内塞10成型模具的主视图,图2为图1中所示瓶盖内塞10成型模具的模芯的立体图。如图1-5所示,本实用新型其中一个实施例中的瓶盖内塞10成型模具包括定模20和动模30,其中,所述定模20包括至少一个定模芯组件21,所述定模芯组件21上设置有定模型腔。作为示例的所述定模芯组件21包括筒状的定模芯22和内套于所述定模芯22之内的定模内芯24,所述定模内芯24上设置有注胶口241,所述定模芯22和所述定模内芯24之间形成定模型腔。
23.所述动模30包括至少一个动模芯组件31和驱动装置(图中未示出),所述动模芯组件31包括筒状的动模芯32、内套于所述动模芯32之内的动模内芯34和套设在所述动模芯32外部的推圈36,所述动模芯32、所述动模内芯34和所述推圈36之间形成动模型腔;所述驱动装置用于驱动所述动模芯32、所述动模内芯34和所述推圈36。
24.所述定模与所述动模合模时,所述动模型腔与所述定模型腔之间形成用于成型内塞的产品型腔40;当所述定模与所述动模分开后,先驱动所述推圈36和所述动模内芯34向所述定模侧移动以使所述动模芯32与内塞10分离,所述动模芯32与内塞10分离后继续驱动所述推圈36向所述定模侧移动以使所述动模内芯34与内塞10分离,所述动模内芯34与内塞10分离后向相反方向驱动所述推圈36以使所述推圈36与所述内塞10分离。上述结构的瓶盖内塞10成型模具,实现了内塞10的自动脱模,结构简单,生产成本低。
25.如图5所示,作为示例的所述动模内芯34包括用于成型内塞10的主体12的第一主体成型部341、用于成型内塞10的密封环14的第一密封环成型部342,所述动模芯32包括用于成型所述密封环14的第二密封环成型部321、用于成型凸颈部18的第一凸颈部成型部322和用于成型内塞10的凸肩部16的第一凸肩部成型部323,所述推圈36包括用于成型凸颈部18的第二凸颈部成型部361和用于成型凸肩部16的第二凸肩部成型部362。作为示例的所述定模内芯24包括用于成型内塞10的主体12的第二主体成型部242和用于成型凸肩部16的第三凸肩部成型部243,所述定模芯22包括用于成型凸肩部16的第四凸肩部成型部221。
26.作为示例的所述动模芯32的中心孔为台阶孔,所述动模内芯34的外周面为与所述台阶孔配合的台阶形。
27.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1