模具及成型装置的制作方法
1.本实用新型涉及微针水凝胶成型技术领域,尤其涉及一种模具及成型装置。
背景技术:
2.微针可以采用光导材料或导电材料制成,故其具有导光或导电的功能。水凝胶是具有三维网状结构的半固态高分子材料,其以水为填充介质,呈凝胶状。在水凝胶材料中可以通过填充一些具有特异性的传感物质(如:乙醇脱氢酶、葡萄糖传感酶、荧光分子等)来使得水凝胶具有传感特性。因此,业界希望能够在微针的表面覆盖一层具有传感性质的水凝胶薄膜时,使得整个微针具有传感特性,从而可以植入活体(人体、动物体、植物体等)作植入式探针使用。
3.但是,在现有技术中,水凝胶通常采用涂覆的方式形成在物体的表面,但当前作为植入式探针使用的微针的尺寸一般为微米级或毫米级,在其表面上覆盖一层数十微米厚的水凝胶膜后脱模非常困难。
4.因此,业内亟需一种能够在作为植入式探针使用的微针上覆膜后脱模的装置。
技术实现要素:
5.本实用新型提供一种微针水凝胶覆膜成型模具及成型装置,可有效地解决上述或者其他潜在技术问题。
6.本实用新型的第一个方面是提供一种模具,包括第一模板和第二模板。所述第一模板具备有第一模腔;所述第二模板具备有第二模腔,所述第二模腔与所述第一模腔相对设置,并共同构成成型模腔,所述成型模腔用于容纳微针的针杆,以在所述微针的针杆上成型水凝胶。所述第一模板或所述第二模板上设有用于向所述成型模腔内注入预聚液以形成水凝胶的液体注液通道。
7.在根据第一方面的可选的实施例中,所述液体注液通道的进液口设有密封圈。需要说明的是,设置密封圈用于避免在向液体注液通道注入预聚液时发生渗漏的现象。
8.在根据第一方面的可选的实施例中,所述密封圈远离所述液体注液通道的一侧设置有过滤网。需要说明的是,设置过滤网用于去除预聚液中的杂质和气泡。
9.在根据第一方面的可选的实施例中,所述第一模板还具备有第一安装槽,所述第一安装槽设置于所述第一模腔的端部;所述第二模板还具备有第二安装槽,所述第二安装槽设置于所述第二模腔的端部;所述第一安装槽与所述第二安装槽相对设置,并共同构成用于容纳微针针帽的安装容纳腔;所述安装容纳腔与所述成型模腔连通;所述微针针帽的端面尺寸大于所述成型模腔的截面尺寸,以使所述微针针帽端面密封抵接于所述成型模腔。需要说明的是,在实施过程中,微针的针帽置于安装容纳腔内,微针的针杆置于成型模腔内,预聚液通过液体注液通道注入到成型模腔内,以在所述微针的针杆上覆水凝胶膜,同时所述微针针帽的端面尺寸大于所述成型模腔的截面尺寸,以使所述微针针帽端面密封抵接于所述成型模腔,进而避免预聚液流入至安装容纳腔内。
10.在根据第一方面的可选的实施例中,所述安装容纳腔与所述成型模腔同轴心设置;用于使微针的针杆置于所述成型模腔的轴心线上。需要说明的是,将所述安装容纳腔与所述成型模腔同轴心设置,用于使微针的针杆置于所述成型模腔的轴心线上,一方面是基于微针的结构形状进行设置,便于微针的安装。同时使得微针的针杆置于成型模腔的轴心线上,进而实现微针外表包覆水凝胶更加均匀。
11.在根据第一方面的可选的实施例中,还包括顶针,所述顶针可滑动连接于所述第一模板或所述第二模板,所述顶针的端部延伸至所述安装容纳腔内,用于推动微针的针帽脱离所述安装容纳腔。需要说明的是,设置顶针便于在成型开模后,通过顶针推动微针的针帽使其脱离所述安装容纳腔,进一步便于覆水凝胶膜后的微针整体实现脱模。
12.在根据第一方面的可选的实施例中,所述顶针可滑动连接于所述第一模板,所述第一模腔的深度大于所述第二模腔的深度;或所述顶针可滑动连接于所述第二模板,所述第二模腔的深度大于所述第一模腔的深度。需要说明的是,将设置有顶针的第一模腔的深度设置为大于第二模腔的深度,可有效地保证在开模后,覆水凝胶膜的微针置于第一模腔内,进而便于顶针将其顶出。同理,将设置有顶针的第二模腔的深度设置为大于第一模腔的深度,可有效地保证在开模后,覆水凝胶膜的微针置于第二模腔内,进而便于顶针将其顶出。在根据第一方面的可选的实施例中,所述顶针的轴心线垂直于所述安装容纳腔的轴心线。需要说明的是,将所述顶针的轴心线垂直于所述安装容纳腔的轴心线,也即沿着脱模的方向设置,使得顶针的施力方向与脱模方向重合,使得顶针在顶出针帽过程中的运行路径最短,进一步便于快速有效地实现脱模。同时顶针与针帽的接触面积最大,也即施力面积最大,更加省力地实现脱模。
13.在根据第一方面的可选的实施例中,所述液体注液通道的横截面为三角形、矩形、多边形或圆形。
14.在根据第一方面的可选的实施例中,所述第一模板和所述第二模板的对接面上设有导向机构,用于在所述第一模板相对于所述第二模板运动时导向,或用于在所述第二模板相对于所述第一模板运动时导向。需要说明的是,设置导向机构用于在所述第一模板相对于所述第二模板运动时导向,或者用于在所述第二模板相对于所述第一模板运动时导向,也即保证第一模板与第二模板在实现开模或者合模时,保证运行的稳定性,避免合模时因错位出现覆膜偏移,开模时因错位导致损害水凝胶表层。
15.在根据第一方面的可选的实施例中,所述导向机构包括设置在所述第一模板上的导柱以及设置在所述第二模板上与所述导柱相配合的导孔;或者,所述导向机构包括设置在所述第二模板上的导柱以及设置在所述第一模板上与所述导柱相配合的导孔。需要说明的是,设置导柱以及与其相配合的导孔,可有效地保证开模或合模过程中的运行稳定性,且导柱与导孔配合结构简单,且便于操作。
16.本实用新型的第二个方面还提供一种成型装置,包括:壳体、驱动装置、注射装置和上述的模具;所述驱动装置以及所述模具均密封设置于所述壳体内,并且所述壳体上设有进气孔、出气孔以及安装孔;所述注射装置安装在所述安装孔内并且所述注射装置的出液端与所述液体注液通道的进液口密封接触;所述第二模板位于所述第一模板的上方;所述驱动装置与所述第二模板传动连接,用于驱动所述第二模板远离或靠近所述第一模板,以使所述第一模腔与所述第二模腔远离或者靠近。
17.在根据第二方面的可选的实施例中,所述第二模板设有连通所述成型模腔的排气孔。需要说明的是,设置排气孔与外界连通,可以便于成型过程中气体顺利排出,提高产品质量,也即便于在向成型模腔内注入预聚液时避免因腔内气压较高而难以注入,排气孔的设置可以较好地释放成型模腔内气压,进而便于预聚液的顺利注入。同时将排气孔设置在第二模板上也即设置在上模板上,可有效地避免预聚液在重力作用下流入排气孔。
18.在根据第二方面的可选的实施例中,还包括支架,所述支架与所述第一模板固定,用于支撑所述第一模板。需要说明的是,所述支架用于支撑所述第一模板并便于调整使其处于水平状态,进而避免水凝胶膜出现厚度不均匀的现象。
19.在根据第二方面的可选的实施例中,所述支架包括四个间隔设置的支腿,四个所述支腿与所述第一模板固定;所述支腿为伸缩杆,用于调整所述第一模板的水平度。需要说明的是,将所述支架具体设置为包括四个间隔设置的支腿,且四个所述支腿均与所述第一模板固定,便于实现支撑,将所述支腿设置为伸缩杆,便于通过调整支腿的高度,进而调整所述第一模板的水平度。
20.在根据第二方面的可选的实施例中,还包括气体阀门,所述气体阀门与所述进气孔连接。需要说明的是,设置气体阀门用于控制进气孔的打开或关闭。
21.在根据第二方面的可选的实施例中,还包括真空泵,所述真空泵与所述出气孔连接。需要说明的是,设置真空泵用于对壳体内进行抽真空。
22.在根据第二方面的可选的实施例中,所述注射装置包括推送导杆以及预聚液容纳腔,所述推送导杆设置在所述预聚液容纳腔内并能够相对于所述预聚液容纳腔滑动,用于将所述预聚液容纳腔内的预聚液推送至所述注射装置的出液端。需要说明的是,通过推动推送导杆可将预聚液容纳腔内的预聚液推送至液体注液通道内,进而进入成型模腔内。
23.在根据第二方面的可选的实施例中,还包括微量注射泵,所述微量注射泵连接于所述推送导杆远离所述预聚液容纳腔的一端,用于定量推送所述预聚液容纳腔内的预聚液。
24.本公开实施例提供的模具,包括第一模板和第二模板。所述第一模板具备有第一模腔。所述第二模板具备有第二模腔,所述第二模腔与所述第一模腔相对设置,并共同构成成型模腔,所述成型模腔用于容纳微针的针杆,以在所述微针的针杆上成型水凝胶。所述第一模板或所述第二模板上设有用于向所述成型模腔内注入预聚液以形成水凝胶的液体注液通道。在加工过程中,将微针的针杆置于所述成型模腔内,合模使得第一模板和第二模板配合,通过液体注液通道向成型模腔内注入预聚液,对预聚液进行处理,使其固化为水凝胶,进而实现在微针的针杆上覆水凝胶膜,通过开模使得第一模板与第二模板远离,覆水凝胶膜后的微针部分露出在成型模腔外,可便于将覆水凝胶膜后的微针从成型模腔内取出,也即极易实现脱模。
25.本公开提供的成型装置,设置壳体用于保证整个覆膜环境的封闭性,进而保证覆膜环境的稳定性,避免受到外界环境的干扰。在壳体上设置进气孔以及出气孔,便于排出壳体内的气体,并进行抽真空,使得壳体内的气压降低,进而形成负压环境,进一步避免水凝胶中出现气泡的现象。所述驱动装置与所述第二模板传动连接,用于驱动所述第二模板远离或靠近所述第一模板,以使所述第一模腔与所述第二模腔远离或者靠近。所述注射装置安装在所述安装孔内,并且所述注射装置的出液端与所述液体注液通道的进液口密封接
触。在注入预聚液的过程中,通过注射装置向液体注液通道的进液口注入预聚液。
26.本实用新型的附加方面的优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
27.通过参照附图的以下详细描述,本实用新型实施例的上述和其他目的、特征和优点将变得更容易理解。在附图中,将以示例以及非限制性的方式对本实用新型的多个实施例进行说明,其中:
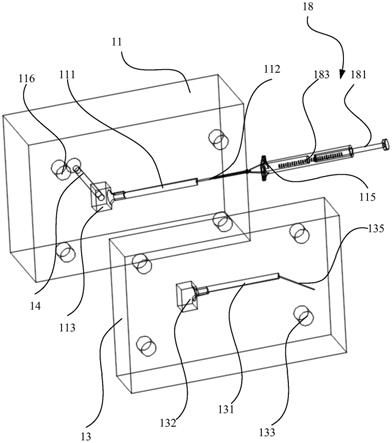
28.图1为本公开实施例提供的模具以及注射装置的整体结构示意图;
29.图2为本公开实施例提供的第一模板与注射装置的结构示意图;
30.图3为图2中iii处放大图;
31.图4为本公开实施例提供的模具所适用的微针的结构示意图;
32.图5为本公开实施例提供的成型装置的整体结构示意图。
33.附图标记:
34.11-第一模板;111-第一模腔;
35.112-液体注液通道;113-第一安装槽;
36.114-密封圈;115-过滤网;
37.116-导柱;12-微针;
38.121-针帽;123-针杆;
39.125-锥形尖端;13-第二模板;
40.131-第二模腔;132-第二安装槽;
41.133-导孔;135-排气孔;
42.14-顶针;15-壳体;
43.151-进气孔;153-出气孔;
44.155-安装孔;16-驱动装置;
45.17-支架;18-注射装置;
46.181-推送导杆;183-预聚液容纳腔;
47.185-微量注射泵。
具体实施方式
48.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
49.本实用新型的描述中,需要理解的是,术语“厚度”、“上”、“下”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
50.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性
或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本实用新型的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
51.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
52.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
53.在现有技术中,水凝胶通常采用涂覆的方式形成在物体的表面,但当前作为植入式探针使用的微针的尺寸一般为微米级或毫米级,在其表面上覆盖一层数十微米厚的水凝胶膜后脱模非常困难。因此,业内亟需一种能够在作为植入式探针使用的微针上覆膜后脱模的装置。
54.在现有技术中,采用孔状的模腔,将较小尺寸的微针插入模腔后覆水凝胶膜固化成型后,难以将覆膜后的微针拔出,同时由于水凝胶预聚液的粘度较低,若采用浸渍、甩模等方式不可行。
55.有鉴于此,本公开提供的模具采用分开的两个模板构成成型模腔,并在其中一个模板上设置有用于注入预聚液的液体注液通道。当需要在微针上成型水凝胶时,先将微针置入成型模腔内,然后将第一模板和第二模板合模,通过注液装置将预聚液从液体注液通道注入成型模腔内,预聚液将会包裹住微针的针杆,待水凝胶覆膜完成后,使得第一模板与第二模板远离以打开模具,以使覆膜后的微针暴露出来,即可方便的将覆膜后的微针取出。
56.具体而言,本公开提供的模具,包括第一模板和第二模板。第一模板具备有第一模腔。第二模板具备有第二模腔,第二模腔与第一模腔相对设置,并共同构成成型模腔,成型模腔用于容纳微针的针杆,以在微针的针杆上成型水凝胶。第一模板或第二模板上设有用于向成型模腔内注入预聚液以形成水凝胶的液体注液通道。
57.图1为本公开实施例提供的模具以及注射装置的整体结构示意图,请参照图1,本公开实施例提供的模具,包括第一模板11和第二模板13。第一模板11具备有第一模腔111,第二模板13具备有第二模腔131,第二模腔131与第一模腔111相对设置,并共同构成成型模腔,成型模腔用于容纳微针12的针杆123,以在微针12的针杆123上成型水凝胶。第一模板11或第二模板13上设有用于向成型模腔内注入预聚液以形成水凝胶的液体注液通道112。
58.本公开提供的第一模板11具备有第一模腔111,示例性地,在本技术中公开的第一模板11还具备有设置于第一模腔111的端部的第一安装槽113,第一安装槽113与第一模腔111连通。示例性地,第一模板11设置为矩形体状结构,第一模腔111设于第一模板11的第一
模腔面,与第一模腔面平行设置的是第一底面。
59.本公开提供的第二模板13具备有第二模腔131,示例性地,第二模板13设置为矩形体状结构,第二模腔131设于第二模板13的第二模腔面,与第二模腔面平行设置的是第二底面。示例性地,第一底面、第二底面、第一模腔面以及第二模腔面的形状以及尺寸均相同。成型模腔的尺寸与形状可以基于微针12以及水凝胶膜的厚度进行适应性地设置,例如微针的形状为圆柱状,成型模腔的截面设置为圆形。需要说明的是,这里并不对成型模腔的形状进行限定,在其他具体实施例中,用户可将成型模腔的形状设置为与微针不同的形状,例如微针设置为柱状结构,成型模腔的截面设置为正多边形,例如:正四边形、正五边形、正六边形等。
60.示例性地,在本技术中公开的第二模板13还具备有设置于第二模腔131的端部的第二安装槽132,第二安装槽132与第二模腔131连通。第二模腔131与第一模腔111相对设置,并共同构成成型模腔,成型模腔用于容纳微针12的针杆123,以在微针12的针杆123上成型水凝胶。示例性地,第一模板11或第二模板13上设有用于向成型模腔内注入预聚液以形成水凝胶的液体注液通道112,在实施过程中,通过液体注液通道112向成型模腔内注入预聚液,对成型模腔内的预聚液进行处理,使其按照预期变化为水凝胶包覆在针杆123的外侧。同时,第二安装槽132与第一安装槽113相对设置,并共同构成用于容纳微针12针帽121的安装容纳腔;安装容纳腔与成型模腔连通;微针针帽121的端面尺寸大于成型模腔的截面尺寸,以使微针针帽121端面密封抵接于成型模腔。在实施过程中,微针12的针帽121置于安装容纳腔内,微针12的针杆123置于成型模腔内,预聚液通过液体注液通道112注入到成型模腔内,以在微针12的针杆123上覆水凝胶膜,同时微针针帽121的端面尺寸大于成型模腔的截面尺寸,以使微针针帽121端面密封抵接于成型模腔,进而避免预聚液流入至安装容纳腔内。
61.图4为本公开实施例提供的模具所适用的微针的结构示意图。请参照图4,需要说明的是,本技术中提供的模具所适用的微针12包括针帽121和针杆123,针杆123的端部连接于针帽121上。示例性地,针帽121设置为矩形体,针杆123设置为具备有锥形尖端125的圆柱状结构。示例性地,针杆123沿着针帽121的轴心线位置延伸设置。示例性地,针帽121的尺寸大于针杆123的尺寸。可以理解的,用于安装针帽121的安装容纳腔的形状与针帽121的形状相适应,设置为矩形体腔。示例性地,针杆123的锥形尖端125部设置在远离针帽121的一端,液体注液通道112与针杆123的锥形尖端125部对应设置。
62.在可选地示例性实施例中,安装容纳腔与成型模腔同轴心设置;用于使微针12的针杆123置于成型模腔的轴心线上。需要说明的是,将安装容纳腔与成型模腔同轴心设置,用于使微针12的针杆123置于成型模腔的轴心线上,一方面是基于微针12的结构形状进行设置,便于微针12的安装。同时使得微针12的针杆123置于成型模腔的轴心线上,进而实现微针12外表包覆水凝胶更加均匀。
63.在可选地示例性实施例中,本公开提供的模具还包括顶针14,顶针14可滑动连接于第一模板11或第二模板13,顶针14的端部延伸至安装容纳腔内,用于推动微针12的针帽121脱离安装容纳腔。需要说明的是,设置顶针14便于在成型开模后,通过顶针14推动微针12的针帽121使其脱离安装容纳腔,进一步便于覆水凝胶膜后的微针12整体实现脱模。示例性地,顶针14滑动连接于第一模板11上。
64.在可选地示例性实施例中,顶针14可滑动连接于第一模板11,第一模腔111的深度大于第二模腔131的深度;或顶针14可滑动连接于第二模板13,第二模腔131的深度大于第一模腔111的深度。需要说明的是,将设置有顶针14的第一模腔111的深度设置为大于第二模腔131的深度,可有效地保证在开模后,覆水凝胶膜的微针12置于第一模腔111内,进而便于顶针14将其顶出。同理,将设置有顶针14的第二模腔131的深度设置为大于第一模腔111的深度,可有效地保证在开模后,覆水凝胶膜的微针12置于第二模腔131内,进而便于顶针14将其顶出。
65.示例性地,顶针14的轴心线垂直于安装容纳腔的轴心线。需要说明的是,将顶针14的轴心线垂直于安装容纳腔的轴心线,也即沿着脱模的方向设置,使得顶针14的施力方向与脱模方向重合,进而使得顶针14在顶出针帽121过程中的运行路径最短,进一步便于快速有效地实现脱模。同时顶针14与针帽121的接触面积最大,也即施力面积最大,更加省力地实现脱模。
66.本公开提供的模具,第一模板11或第二模板13上设有用于向成型模腔内注入预聚液以形成水凝胶的液体注液通道112。示例性地,液体注液通道112设置于第一模板11上。示例性地,液体注液通道112设置于第一模板11的第一侧面上,第一侧面与第一模腔面垂直,液体注液通道112位于成型模腔远离安装容纳腔一侧的延伸方向。需要说明的是,设置第一侧面与第一模腔面垂直,使得液体注液通道112最短,便于快速地将预聚液注入至成型模腔内,同时预聚液的流动阻力减小,加工简单。
67.在可选地示例性实施例中,液体注液通道112的横截面可以为三角形、矩形、多边形或圆形。示例性地,液体注液通道112的横截面为圆形。由于圆形横截面的流动阻力较小。示例性地,液体注液通道112的直径为微针12针杆123直径的1/10~1/5。示例性地,液体注液通道112可以设置为直线型、折线型或曲线型。在本实施例的图示中,液体注液通道112设置为直线型,直线型的液体注液通道112阻力较小,可便于预聚液的快速流动。
68.图2为本公开实施例提供的第一模板与注射装置的结构示意图;图3为图2中iii处放大图。请参照图2与图3,在可选地示例性实施例中,液体注液通道112的进液口设有密封圈114。需要说明的是,设置密封圈114用于避免在向液体注液通道112注入预聚液时发生渗漏的现象。示例性地,密封圈114可为橡胶材料。
69.在可选地示例性实施例中,密封圈114远离液体注液通道112的一侧设置有过滤网115。需要说明的是,设置过滤网115用于去除预聚液中的杂质和气泡。示例性地,过滤网115目数为500目-10000目,示例性地,在本技术中,过滤网115目数为1000目-2000目,进而确保在不堵塞的情况下可以充分滤除杂质以及大气泡。
70.在可选地示例性实施例中,第一模板11和第二模板13的对接面上设有导向机构,用于在第一模板11相对于第二模板13运动时导向,或用于在第二模板13相对于第一模板11运动时导向。需要说明的是,设置导向机构用于在第一模板11相对于第二模板13运动时导向,或者用于在第二模板13相对于第一模板11运动时导向,也即保证第一模板11与第二模板13在实现开模或者合模时,保证运行的稳定性,避免合模时因错位出现覆膜偏移,开模时因错位导致损害水凝胶表层。
71.示例性地,导向机构包括设置在第一模板11上的导柱116以及设置在第二模板13上与导柱116相配合的导孔133;或者,导向机构包括设置在第二模板13上的导柱116以及设
置在第一模板11上与导柱116相配合的导孔133。需要说明的是,设置导柱116以及与其相配合的导孔133,可有效地保证开模或合模过程中的运行稳定性,且导柱116与导孔133配合结构简单,且便于操作。导柱116的数量设置为大于或等于两个,在本实施例给出的图示中,导柱116的数量设置为四个,导孔133数量相应地设置为四个。四个导柱116分别设置于第一模腔面的四个角处,四个导孔133对应设置于第二模腔面的四个角处,导孔133与导柱116一一对应设置。可以理解的,这里并不对导柱116以及导孔133的具体设置数量进行限定,用户可根据需求设置为其他适宜的数量。同时这里并不对导柱116以及导孔133的具体设置位置进行限定,在其他具体实施例中,可以根据用户的需求,将导柱116以及导孔133设置为远离成型模腔的其他位置均可。
72.在可选地示例性实施例中,模具采用不锈钢或聚四氟乙烯材料制成。需要说明的是,将模具采用不锈钢或聚四氟乙烯材料制成,可有效地降低成本,减小加工难度,可实现连续或者半自动化生产。可以理解的,模具也可以采用玻璃、金属、陶瓷或者聚合物材料制成。
73.图5为本公开实施例提供的成型装置的整体结构示意图。请参照图5,本公开还提供了一种成型装置,包括壳体15、驱动装置16、注射装置18和上述的模具。其中,驱动装置16以及模具均密封设置于壳体15内,并且壳体15上设有进气孔151、出气孔153以及安装孔155。注射装置18安装在安装孔155内并且注射装置18的出液端与液体注液通道112的进液口密封接触;第二模板13位于第一模板11的上方;驱动装置16与第二模板13传动连接,用于驱动第二模板13远离或靠近第一模板11,以使第一模腔111与第二模腔131远离或者靠近。需要说明的是,设置壳体15用于保证整个覆膜环境的封闭性,进而保证覆膜环境的稳定性,避免受到外界环境的干扰。在壳体15上设置进气孔151以及出气孔153,便于排出壳体15内的气体,并进行抽真空,使得壳体15内的气压降低,进而形成负压环境,进一步避免水凝胶中出现气泡的现象。
74.示例性地,成型装置还包括气体阀门,气体阀门与进气孔151连接。需要说明的是,设置气体阀门用于控制进气孔151的打开或关闭。示例性地,成型装置还包括真空泵,真空泵与出气孔153连接。需要说明的是,设置真空泵用于对壳体15内进行抽真空。可以理解的,在进行抽真空的过程中,将进气孔151的气体阀门关闭。
75.在可选地示例性实施例中,第一模板11或第二模板13设有连通成型模腔的排气孔135,排气孔135与外界连通。需要说明的是,设置排气孔135与外界连通,可以便于成型过程中气体顺利排出,提高产品质量,也即便于在向成型模腔内注入预聚液时避免因腔内气压较高而难以注入,排气孔135的设置可以较好地释放成型模腔内气压,进而便于预聚液的顺利注入。同时将排气孔135设置在第二模板13上也即设置在上模板上,可有效地避免预聚液在重力作用下流入排气孔135。
76.在可选地示例性实施例中,还包括成型装置还包括支架17,支架17与第一模板11固定,用于支撑第一模板11。示例性地,支架17包括四个间隔设置的支腿,四个支腿与第一模板11固定;支腿为伸缩杆,用于调整第一模板11的水平度。需要说明的是,将支架17具体设置为包括四个间隔设置的支腿,且四个支腿均与第一模板11固定,便于实现支撑,将支腿设置为伸缩杆,便于通过调整支腿的高度,进而调整第一模板11的水平度,便于使其处于水平状态,进而避免水凝胶膜出现厚度不均匀的现象。示例性地,四个支腿呈矩形分布。示例
性地,伸缩杆包括螺柱以及与螺柱配合连接的螺母,通过调节螺母,进而调整伸缩杆的高度。可以理解的,这里并不对伸缩杆的具体结构进行限定,在其他具体实施例中,用户可根据实际需求,将伸缩杆适应性地设置为其他形式。
77.示例性地,第一模板11与第二模板13的接触面相吻合,且设置为水平光滑面。进而避免预聚液沿着接触面渗漏。
78.示例性地,驱动装置16设置为液压缸或者其他可以做往复运动的驱动件。
79.示例性地,注射装置18安装在安装孔155内并且注射装置18的出液端与液体注液通道112的进液口密封接触。需要说明的是,在注入预聚液的过程中,通过注射装置18向液体注液通道112的进液口注入预聚液。
80.在可选地示例性实施例中,注射装置18包括推送导杆181以及预聚液容纳腔183,推送导杆181设置在预聚液容纳腔183内并能够相对于预聚液容纳腔183滑动,用于将预聚液容纳腔183内的预聚液推送至注射装置18的出液端。需要说明的是,通过推动推送导杆181可将预聚液容纳腔183内的预聚液推送至液体注液通道112内,进而进入成型模腔内。
81.在可选地示例性实施例中,成型装置还包括微量注射泵185,微量注射泵185连接于推送导杆181远离预聚液容纳腔183的一端,用于定量推送预聚液容纳腔183内的预聚液。为了进一步明确本公开提供的模具以及成型装置,将其使用方法简述如下:
82.先将微针12在处理液中浸泡1-3分钟,使得微针12表面带上具有可与水凝胶反应的活性基团(根据不同的水凝胶采用不同的处理方式,也就是接上不同的基团)。处理液可选用硅烷偶联剂。
83.将处理后的微针12的针杆123置于成型模腔中,针帽121置于安装容纳腔中,进行合模;
84.配制水凝胶的预聚液置于注射装置18的预聚液容纳腔183内,在微量注射泵185作用下推动推送导杆181,将定量的预聚液注入到成型模腔中,并且在负压中静置3-30min,本公开中可选择静置5min,以排除成型模腔内的气泡。
85.将模具置于氮气氛围中24h,让水凝胶自然固化;再连同模具置于冷冻干燥设备中,冷冻干燥6-24h,本公开中可选择冷冻干燥12h,以去除水凝胶中的水分,使其体积缩小。
86.开模后,在顶针14的作用下,脱出覆膜成型的微针12。
87.将覆膜成型的微针12置于去离子水中浸泡24h-96h,本公开中可选择浸泡72h,在此过程中,每间隔24h进行换水,以去除未反应的单体,得到覆有水凝胶传感层的探针,将覆有水凝胶传感层的探针置于pbs缓冲液(磷酸盐缓冲盐溶液)中以备用。
88.最后应说明的是:以上实施方式仅用以说明本实用新型的技术方案,而非对其进行限制;尽管参照前述实施方式对本实用新型已经进行了详细的说明,但本领域的普通技术人员应当理解:其依然可以对前述实施方式所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型实施方式技术方案的范围。
89.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合。为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1