一种异形USB胶套油压模具的制作方法
一种异形usb胶套油压模具
技术领域
1.本实用新型涉及模具技术领域,尤其是指一种异形usb胶套油压模具。
背景技术:
2.模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成。它主要通过所成型材料物理状态的改变来实现物品外形的加工。素有“工业之母”的称号。油压模具属于冲压的一种,也是利用成型材料物理状态的改变来成型所需形状的产品,市面上的大部分橡胶、硅胶等制品均可以采用该种模具来成型。
3.现有的油压模具包括上模板及下模板,可以对只需要进行上下开模的产品成型,但对于需要侧向开模的产品或者异形产品,采用现有的模具成型难度大,脱模不顺畅等问题,给生产带来不便,不能满足实际生产的需求,亟需提供一种解决方案。
技术实现要素:
4.本实用新型针对现有技术的不足,提供一种异形usb胶套油压模具,其易于对异形usb胶套结构成型,脱模容易,其设置有多个型腔,可以实现对产品的批量成型,提高产品的生产效率。
5.为了解决上述技术问题,本实用新型采用如下技术方案:
6.本实用新型提供一种异形usb胶套油压模具,包括上模板、下模板、模芯件、镶件及脱模块,所述下模板设置有安装槽,所述安装槽的一侧并列设置有多个下型腔,所述上模板设置有与下型腔对应的上型腔,所述模芯件设置有与下型腔和上型腔配合的型芯;
7.所述镶件安装于安装槽内,所述镶件位于靠近下型腔的一侧,所述脱模块位于镶件与安装槽的槽壁之间或者位于相邻的两块镶件之间,所述脱模块与上模板连接;
8.上模板与下模板合模时,所述下型腔的腔壁、上型腔的腔壁和镶件的侧壁围成型腔,所述模芯件位于上模板与下模板之间,所述型芯位于型腔内。
9.其中,所述安装槽的槽壁上设置有第一弹簧槽,所述镶件靠近下型腔的侧壁上设置有与第一弹簧槽对应的第二弹簧槽,所述第一弹簧槽和第二弹簧槽内装设有抵接弹簧,抵接弹簧与镶件抵接。
10.其中,当镶件安装于安装槽后,所述相邻两块镶件之间或者镶件与安装槽的槽壁之间设置有楔形槽,所述脱模块的下部设置有与楔形槽配合的楔形部,上模板与下模板合模时,楔形部插入楔形槽内。
11.其中,所述模芯件的端部连接有模芯升降座,所述模芯升降座包括模芯连接板及与模芯连接板连接的多个推杆。
12.其中,所述下模板设置有多个安装槽,所述模芯件的两侧均设置有型芯。
13.本实用新型的有益效果:
14.本实用新型提供一种异形usb胶套油压模具,实际使用时,将硅胶等产品的原料放置于模芯件,油压机构等驱动上模板向下移动,使上模板与下模板合模,在产品型腔与型芯之间成型得到所需的usb 胶套产品。产品成型后,油压机构等驱动上模板向上移动,使上模板与下模板开模,此时上模板的上型腔和下模板的下型腔打开,同时上模板开模时带动脱模块移动并脱出镶件和安装槽的槽壁之间,或脱出相邻的两块镶件之间,以使镶件的侧壁围成的产品型腔部分也被打开,接着将模芯件升起使模芯件从安装槽脱出,从而使usb胶套产品的完全脱模,可将usb胶套产品从模芯件取出,实现usb胶套产品的制备。本异形usb胶套油压模具采用上模板、下模板、模芯件和镶件构成成型产品的型腔,其易于对异形usb胶套结构成型,脱模容易,解决了异形usb胶套结构难以成型和脱模难的问题。本异形usb胶套油压模具还设置有多个型腔,可以实现对产品的批量成型,提高产品的生产效率。
附图说明
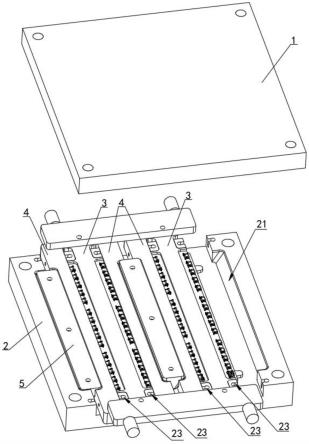
15.图1为本实用新型的立体结构示意图。
16.图2为本实用新型另一视角的分解结构示意图。
17.图3为本实用新型另一视角的分解结构示意图。
18.图4为本实用新型另一视角的分解结构示意图。
19.图5为本实用新型另一视角的分解结构示意图。
具体实施方式
20.为了便于本领域技术人员的理解,下面结合实施例与附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。以下结合附图对本实用新型进行详细的描述。
21.参考图1至图5所示,一种异形usb胶套油压模具,包括上模板1、下模板2、模芯件3、镶件4及脱模块5,所述下模板2设置有安装槽21,所述安装槽21的一侧并列设置有多个下型腔22,所述上模板1设置有与下型腔22对应的上型腔12,所述模芯件3设置有与下型腔22和上型腔12配合的型芯32;所述镶件4安装于安装槽21 内,所述镶件4位于靠近下型腔22的一侧,所述脱模块5位于镶件 4与安装槽21的槽壁之间或者位于相邻的两块镶件4之间,所述脱模块5与上模板1连接;上模板1与下模板2合模时,所述下型腔 22的腔壁、上型腔12的腔壁和镶件4的侧壁围成型腔,所述模芯件 3位于上模板1与下模板2之间,所述型芯32位于型腔内。
22.实际使用时,将硅胶等产品的原料放置于模芯件3,油压机构等驱动上模板1向下移动,使上模板1与下模板2合模,在产品型腔与型芯32之间成型得到所需的usb胶套产品。产品成型后,油压机构等驱动上模板1向上移动,使上模板1与下模板2开模,此时上模板 1的上型腔12和下模板2的下型腔22打开,同时上模板1开模时带动脱模块5移动并脱出镶件4和安装槽21的槽壁之间,或脱出相邻的两块镶件4之间,以使镶件4的侧壁围成的产品型腔部分也被打开,接着将模芯件3升起使模芯件3从安装槽21脱出,从而使usb胶套产品的完全脱模,可将usb胶套产品从模芯件3取出,实现usb胶套产品的制备。本异形usb胶套油压模具采用上模板1、下模板2、模芯件3和镶件4构成成型产品的型腔,其易于对异形usb胶套结构成型,脱模容易,解决了异形usb胶套结构难以成型和脱模难的问题。本异形usb胶套油压模
具还设置有多个型腔,可以实现对产品的批量成型,提高产品的生产效率。
23.本实施例中,所述安装槽21的槽壁上设置有第一弹簧槽23,所述镶件4靠近下型腔22的侧壁上设置有与第一弹簧槽23对应的第二弹簧槽43,所述第一弹簧槽23和第二弹簧槽43内装设有抵接弹簧,抵接弹簧与镶件4抵接。当镶件4安装于安装槽21后,所述相邻两块镶件4之间或者镶件4与安装槽21的槽壁之间设置有楔形槽6,所述脱模块5的下部设置有与楔形槽6配合的楔形部51,上模板1 与下模板2合模时,楔形部51插入楔形槽6内,所述楔形部51挤压镶件4,镶件4挤压抵接弹簧时弹簧收缩;当上模板1与下模板2合模时,楔形部51脱出楔形槽6,所述抵接弹簧弹开伸长,从而将镶件4推开,从而实现usb胶套产品脱模。
24.本实施例中,所述模芯件3的端部连接有模芯升降座7,所述模芯升降座7包括模芯连接板71及与模芯连接板71连接的多个推杆72,采用模芯升降座7带动模芯件3移动,从而实现usb胶套脱模和模芯件3上usb胶套从模芯件3上取出。所述下模板2设置有多个安装槽21,所述模芯件3的两侧均设置有型芯32,便于批量生产,规模成型usb胶套。
25.以上所述,仅是本实用新型较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型以较佳实施例公开如上,然而并非用以限定本实用新型,任何熟悉本专业的技术人员,在不脱离本实用新型技术方案范围内,当利用上述揭示的技术内容作出些许变更或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案内容,依据本实用新型技术是指对以上实施例所作的任何简单修改、等同变化与修饰,均属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1