一种板材压制成型装置的制作方法
1.本实用新型涉及人造板材成型设备技术领域,尤其涉及一种板材压制成型装置。
背景技术:
2.人造板材包括人造石英石板材、人造水泥板材等,应用十分广泛。其中,人造石英石板材常用来制作橱柜的台面,该板材具有硬度高、耐高温、耐酸碱、耐冲击、易清洗的优点,并且无任何放射性元素。
3.板材生产流程包括混料、压合、烘干及切料等工序,其中压合工序采用压制成型机进行,传统的压机采用震压或滚压的方式对原料进行压合。但是现有技术中的压机,对原料的滚压时会出现滚压不均匀,从而导致压制效果差。
4.针对上述问题,申请人作出了改进,在公开号为cn210617346u的中国实用新型专利中公开了一种“人造板材成型机”,该成型机采用往返式滚压运动,压力辊能够进行滚动式下压,物料受力均匀,保证压制均匀。但是,上述结构仍然存在一些不足之处:压板通过连接件与辊棒连接,使得辊棒安装于所述压板的底部,这样的连接方式,会使得辊棒的中部悬空,导致辊棒的中部并非紧密贴合于压板上的,从而在压制过程中,辊棒会严重变形和损耗;更重要的是,在压制过程中,辊棒的两端是与压板紧密接触,导致在压制过程中,辊棒两端的压制力大于辊棒中部,从而使得辊棒对原料压制不均均。
技术实现要素:
5.针对背景技术提出的问题,本实用新型的目的在于提出一种板材压制成型装置,解决了板材原料压制不均匀的问题。
6.为达此目的,本实用新型采用以下技术方案:
7.一种板材压制成型装置,包括外罩和压料装置;所述压料装置安装于所述外罩内;所述压料装置包括放料工作台、辊棒组件和升降压板机构;所述升降压板机构包括压板、第一升降组件和第一水平移动组件;所述第一水平移动组件能驱动所述压板沿着水平方向上往复移动;所述第一升降组件能驱动所述压板沿着竖直方向上升降;所述辊棒组件位于所述放料工作台与所述升降压板机构之间;所述辊棒组件的整体相对于所述放料工作台进行水平方向的移动,所述辊棒组件内的每个棍棒为无动力棍棒;当所述压板完全下降时,所述压板贴合于所述辊棒组件的每个辊棒的上边沿,所述辊棒组件的每个辊棒的下边沿紧密贴合于板材原料。
8.优选地,所述辊棒组件设有导向组件,所述辊棒组件可通过所述导向组件,使得所述辊棒组件的每个上边沿贴合于所述压板。
9.优选地,所述导向组件包括挂钩部和导向槽;所述挂钩部设置于所述辊棒组件;所述导向槽设置于所述压板;所述挂钩部限位安装于所述导向槽内;所述挂钩部在外力作用下,可在所述导向槽内移动,使得所述辊棒组件的每个辊棒的上边沿贴合于所述压板。
10.优选地,所述辊棒组件还包括连接组件,所述辊棒组件通过所述连接组件,使得所
述辊棒组件内的每个所述辊棒相互平行。
11.优选地,所述连接组件包括辊棒连接板和多条连接轴;所述辊棒连接板水平设置;所述辊棒组件内的每个辊棒的两端均卡装于所述辊棒连接板上;多条所述连接轴沿着所述放料工作台移动的方向间隔均匀地设置,且多条所述连接轴的两端与所述辊棒连接板连接。
12.优选地,所述第一升降组件包括升降连接板和多个第一升降件;多个所述第一升降件安装于所述外罩内的顶部,所述第一升降件的驱动端竖直向下;所述第一升降件与所述升降连接板连接,且驱动所述升降连接板在竖直方向上升降;所述压板与所述升降连接板的底部连接。
13.优选地,所述第一水平移动组件包括水平驱动件、滑轨和滑条;所述滑条设置于所述升降连接板的底部,所述滑轨设置于所述压板的顶部,通过所述滑条与所述滑轨的组装,使得所述压板连接于所述升降连接板的底部;所述水平驱动件用于驱动所述压板在水平方向上的移动。
14.优选地,还包括支撑工作台,所述外罩和所述压料装置均安装于所述支撑工作台的顶部;所述支撑工作台设有多个第二升降件;所述第二升降件的驱动端竖直向上,且所述第二升降件的驱动端与所述外罩连接,使得所述外罩能在所述支撑工作台上升降。
15.优选地,还包括上料装置;所述上料装置包括动力机构、拉板组件和底座;所述动力机构和所述拉板组件安装于所述底座的顶部;所述动力机构与所述拉板组件连接,且所述动力机构驱动所述拉板组件在水平方向移动,使得所述拉板组件可与所述放料工作台的上料端平齐。
16.优选地,所述外罩还设有抽气组件。
17.与现有技术相比,上述技术方案中的一个技术方案具有以下有益效果:
18.本技术通过确保所述辊棒组件中每个辊棒的上边沿与升降压板机构紧密贴合,避免辊棒中部悬空,使得辊棒组件中每个辊棒都与升降压板机构均匀接触,从而确保了压料装置在压制过程中辊棒不会变形,减少了损耗,延长使用寿命,减少更换、维修的成本,也确保了板材原料碾压均匀,提高板材原料成型的质量。
附图说明
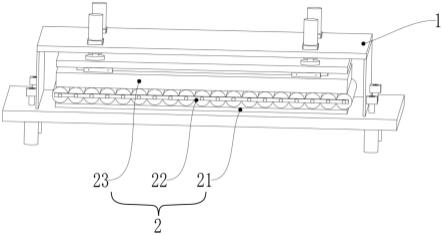
19.图1是本实用新型一个实施例的板材压制成型装置内部的结构示意图;
20.图2是本实用新型一个实施例的辊棒组件与压板的结构示意图;
21.图3是本实用新型一个实施例的辊棒组件的结构示意图;
22.图4是本实用新型一个实施例的升降压板机构的示意图;
23.图5是本实用新型一个实施例的真空罩与支撑工作台的结构示意图;
24.图6是本实用新型一个实施例的板材压制成型装置的结构示意图。
具体实施方式
25.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的
限制。
26.此外,术语“第一”、“第二”和“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”和“第三”的特征可以明示或者隐含地包括一个或者更多个该特征。
27.本技术中优选的一个实施例,如图1至图6所示,一种板材压制成型装置,包括外罩1和压料装置2;所述压料装置2安装于所述外罩内;所述压料装置2 包括放料工作台21、辊棒组件22和升降压板机构23;所述升降压板机构23包括压板231、第一升降组件233和第一水平移动组件232;所述第一水平移动组件232能驱动所述压板231沿着水平方向上往复移动;所述第一升降组件233 能驱动所述压板231沿着竖直方向上升降;所述辊棒组件22位于所述放料工作台21与所述升降压板机构23之间;所述辊棒组件22的整体相对于所述放料工作台进行水平方向的移动,所述辊棒组件内的每个棍棒为无动力棍棒;当所述压板231完全下降时,所述压板231贴合于所述辊棒组件22的每个辊棒的上边沿,所述辊棒组件22的每个辊棒的下边沿紧密贴合于板材原料。
28.如图1所示,所述外罩1在压制板材原料前,将外罩1内的空气抽走,使得所述外罩1内形成真空密封腔。所述辊棒组件22在外力作用的带动下可以绕自身轴线转动,且所述辊棒组件22在外力的作用下,其整体是不会进行水平方向的移动。在本实施例中,参照图5,所述水平方向为左右方向,竖直方向为上下方向,具体地,通过人工或机器将板材原料和原料模具放置于所示放料工作台21上,然后将上述板材原料和原料模具定位好后,关闭所述外罩1且将所述外罩1内的空气抽走,使得所述外罩1内形成真空的密封腔。在上述外罩1将内腔形成真空密封腔后,启动所述第一升降组件233,使得所述压板231带动位于下方的辊棒组件22一起下降,直至所述放料工作台21阻挡所述第一升降组件233下降,而此时的所述第一升降组件233即处于完全下降状态,所述辊棒组件22每个辊棒的上边沿会紧密贴合于所述压板231,而下边沿会紧密贴合于所述板材原料。在所述第一升降组件233处于完全下降后,再启动所述第一水平移动组件232,所述第一水平移动组件232带动所述压板231水平往复移动。因为所述辊棒的上边沿与所述压板231紧密接触,所以所述压板231的移动,通过摩擦力带动辊棒滚动,从而使得所述辊棒组件22也能在水平方向上移动,从而对放料工作台上的板材原料进行碾压。综上所述确,本技术通过确保所述辊棒组件22中每个辊棒的上边沿与升降压板机构23紧密贴合,避免辊棒中部悬空,使得辊棒组件22中每个辊棒都与升降压板机构23均匀接触,从而确保了压料装置2在压制过程中辊棒不会变形,减少了损耗,延长使用寿命,减少更换、维修的成本,也确保了板材原料碾压均匀,提高板材原料成型的质量。
29.所述辊棒组件22设有导向组件,所述辊棒组件22可通过所述导向组件,使得所述辊棒组件22的每个上边沿贴合于所述压板231。这样设置的目的在于:当所述压料装置不处于压制时,所述辊棒组件22可通过所述导向组件设置于所述压板231和放料工作台21之间。当所述压料装置处于压制时,在所述压板231 完全下降时,所述导向组件会带动所述辊棒组件22内的每个辊棒的上边沿贴合于所述压板231,从而避免在压制过程中所述辊棒悬空造成变形,减少了辊棒组件22的消耗,确保板材原料压制均匀。
30.在实际生产过程,可实现所述导向组件的部件种类繁多,但是在本实施例中优选以下实施例:所述导向组件包括挂钩部221和导向槽2310;所述挂钩部 221设置于所述辊棒
组件22;所述导向槽2310设置于所述压板231;所述挂钩部221限位安装于所述导向槽2310内;所述挂钩部221在外力作用下,可在所述导向槽2310内移动,使得所述辊棒组件22的每个辊棒的上边沿贴合于所述压板231。具体地,参照图2和图3,所述辊棒组件22通过挂钩部221限位安装于所述压板231的导向槽2310内,使得所述压板231可带动所述辊棒组件22 在竖直方向升降,以此能让所述辊棒组件22的下边沿贴合于板材原料的表面。进一步地,在所述辊棒组件22未与板材原料接触时,所述挂钩部221悬挂于所述导向槽2310的顶部,且所述挂钩部221与所述导向槽2310之间留有活动间隙。当所述压板231处于完全下降时,则所述辊棒组件22完全贴合于所述板材原料表面,无法下降时,因为所述挂钩部221与导向槽2310之间留有活动间隙,所以所述压板231还能继续下降,直至所述压板231与所述辊棒的上边沿贴合后才停止下降,从而确保了压料装置在压制过程中所述辊棒组件22的上边沿与所述压板231紧密贴合,避免辊棒中部悬空。
31.优选地,所述述辊棒组件22还包括连接组件,所述辊棒组件22通过所述连接组件,使得所述辊棒组件22内的每个所述辊棒相互平行。辊棒组件22通过所述连接组件确保辊棒组件22内的每个辊棒处于平行,以至于所述辊棒组件22在进行滚动时,所述辊棒组件22是直线行走,从而均匀地在板材原料上进行碾压。
32.具体地,所述连接组件包括辊棒连接板222和多条连接轴223;所述辊棒连接板222水平设置;所述辊棒组件22内的每个辊棒的两端均卡装于所述辊棒连接板222上;多条所述连接轴223沿着所述放料工作台21移动的方向间隔均匀地设置,且多条所述连接轴223的两端与所述辊棒连接板连接。在本实施例中,所述辊棒组件22将每个辊棒的两端都卡装于平行设置的两个所述辊棒连接板 222上,使得每个辊棒都相互平行,从而确保所述辊棒组件22在压制时是直线行走。而所述连接轴223的作用在于稳固两端所述辊棒连接板222与所述辊棒之间的连接,确保辊棒组件22紧凑。
33.优选地,所述第一升降组件233包括升降连接板2332和多个第一升降件 2331;多个所述第一升降件2331安装于所述外罩1内的顶部,所述第一升降件 2331的驱动端竖直向下;所述第一升降件与所述升降连接板2332连接,且驱动所述升降连接板2332在竖直方向上升降;所述压板231与所述升降连接板2332 的底部连接。
34.更优地,所述第一水平移动组件232包括水平驱动件、滑轨2322和滑条 2321;所述滑条2321设置于所述升降连接板2332的底部,所述滑轨2322设置于所述压板231的顶部,通过所述滑条2321与所述滑轨2322的组装,使得所述压板231连接于所述升降连接板2332的底部;所述水平驱动件用于驱动所述压板231在水平方向上的移动。
35.在本实施例中,如图1和图4所示,所述第一升降件2331为油缸,所述水平驱动件为丝杠组件;在其他实施例中,所述第一升降件2331和所述水平驱动件可以为其他功能相同的驱动件。具体地,所述外罩1的顶部设有四个间隔均匀的第一升降件2331,所述第一升降件2331的驱动端向下延伸与所述升降连接板2332连接,从而驱动所述升降连接板2332在竖直方向升降。所述压板231 通过滑条2321与滑轨2322之间的配合,滑动安装于所述升降连接板2332的底部,因为所述第一升降件2331驱动所述升降连接板2332升降时,所述升降连接板2332会带动所述压板231升降,从而使得所述压板231能推动所述辊棒组件22下降至下边沿紧密贴合于板材原料上。进一步地,水平驱动件安装在所述升降连接板2332中,通过所述水平驱动件能驱动所述压板231在水平方向移动。因此,当所述辊棒组件22被所述压板
231和所述放料工作台21夹持时,所述水平驱动件会驱动所述压板231,所述压板231通过所述滑轨2322滑条2321的配合作用下,会在水平方向下移动,从而带动所述辊棒组件22滚动,从而对板材原料进行滚压。这样的设置使得升降压板机构23结构简单,生产制造以及装配简单,减少装配时间,提高装配效率,降低生长成本。
36.进一步地,还包括支撑工作台3,所述外罩1和所述压料装置2均安装于所述支撑工作台3的顶部;所述支撑工作台3设有多个第二升降件31;所述第二升降件31的驱动端竖直向上,且所述第二升降件31的驱动端与所述外罩1连接,使得所述外罩1能在所述支撑工作台3上升降。
37.更优地,所述外罩12还设有抽气组件。
38.在本实施例中,参照图1和图5,所述第二升降件31为油缸。所述支撑工作台3上设置四个间隔均匀的第二升降件31,且四个所述升降与所述外罩1在支撑工作台3上升降。具体地,当设备上料时,所述第二升降件31驱动所述外罩1上升,使得所述外罩1与支撑工作台3的顶面留有上料空间。当设备压制时,需要所述第二升降件31驱动所述外罩1下降,使得所述外罩1的内腔与所述支撑工作台3的顶面形成密封腔,然后再通过抽气组件,将所述密封腔抽气,形成真空密封腔,确保板材原料在真空环境中进行压制,避免板材原料在压制后产生气泡,从而确保压制效果。
39.更进一步地,还包括上料装置4;所述上料装置4包括动力机构41、拉板组件43和底座42;所述动力机构41和所述拉板组件43安装于所述底座42的顶部;所述动力机构41与所述拉板组件43连接,且所述动力机构41驱动所述拉板组件43在水平方向移动,使得所述拉板组件43可与所述放料工作台21的上料端平齐。参照图6,在上料时,所述动力机构41驱动所述拉板组件43在底座42上滑动至上料装置4的右端,然后通过人力或机器将板材原料放置于拉板组件43上,然后再驱动所述拉板组件43向左滑动,使得所述拉板组件43滑动至与放料工作台21接触平齐,最后把物料放置于所述放料工作台21上。这样的设置减少了人力转运过程,增加转运效率。在本实施例中,所述动力机构为齿轮变速机,而在其他实施例中,可以为其他的动力机构。
40.以上结合具体实施例描述了本实用新型的技术原理。这些描述只是为了解释本实用新型的原理,而不能以任何方式解释为对本实用新型保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本实用新型的其它具体实施方式,这些方式都将落入本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1