一种PP波纹管挤出外壁机专用的锥双螺杆的制作方法
一种pp波纹管挤出外壁机专用的锥双螺杆
技术领域
1.本实用新型涉及塑料挤出技术领域,特别涉及一种pp波纹管挤出外壁机专用的锥双螺杆。
背景技术:
2.一种专用于pp波纹管挤出外壁机的锥双螺杆,一对锥形螺杆互相啮合并异向转动,使得机筒内的物料受到强烈的剪切和搅拌,并在锥形螺杆上的螺棱的推动下前进。目前市场上具有一种8056型号pp波纹管挤出外壁机的锥双螺杆,该锥双螺杆的大头外径为156mm,大头底径为95mm,螺杆的进料段采用双头薄螺棱,双头薄螺棱在进料段就对物料具有较高的剪切力,使物料在进入熔融混炼段之前部分已呈熔融状态,提高了生产效率;但是,由于刚进入螺杆进料段的物料多为固体,经过长时间的生产,薄螺棱会磨损严重,螺杆使用寿命短,需要经常更换螺杆,增加了生产成本,并且过高的剪切力容易使进料段的温度升高过快,物料在进料段容易粘结在螺棱上或者因温度过高而烧焦,降低了产品的质量和生产效率;该锥双螺杆的大头外径和大头底径限制了挤出机的产量,随着市场需求的而提高,需要提高挤出机的产量。
技术实现要素:
3.本技术的目的是解决现有技术中进料段的物料易粘结和烧焦、挤出机产量低的问题。
4.为达到上述目的,本技术采用如下技术方案:一种pp波纹管挤出外壁机专用的锥双螺杆,包括互相啮合且旋向相反的一对锥形杆体、沿所述锥形杆体周向布置的螺棱;所述锥形杆体从尾部至头部依次分为进料段、熔融混炼段、均化段、排气段以及挤出段;所述螺棱在上述的各分段上为彼此断开的独立螺棱,所述的锥形杆体的大头外径d为170mm-180mm,所述的锥形杆体的大头底径为100mm-105mm,所述进料段的螺棱为单螺纹,所述的进料段的螺棱的厚度为24mm-27mm。
5.在上述技术方案中,进一步优选的,所述的熔融混炼段的导程小于所述的进料段的导程,所述的熔融混炼段的螺棱角度小于所述的进料段的螺棱角度。
6.在上述技术方案中,进一步优选的,所述的熔融混炼段的螺棱的导程s1为56mm-58mm,在所述的熔融混炼段,一对所述的锥形杆体上的螺棱之间的中径间隙ζ1为1.8mm-1.9mm。
7.在上述技术方案中,进一步优选的,所述熔融混炼段分为第一熔融混炼段和第二熔融混炼段,所述第一熔融混炼段靠近所述进料段,所述第二熔融混炼段靠近所述均化段;在所述第二熔融混炼段上,一对所述锥形杆体的螺棱沿圆周方向分别开设有由轴心向外的u形斜槽,所述斜槽的中心线与相应所述锥形杆体的轴线具有角度β,所述斜槽21在一对所述锥形杆体上对称开设。
8.在上述技术方案中,进一步优选的,所述的排气段的导程大于所述的均化段的导
程,且所述的排气段的螺棱角度大于所述的所述的均化段的螺棱角度。
9.在上述技术方案中,进一步优选的,所述的排气段的螺棱的导程s2为179mm-181mm;在所述的排气段,一对所述的锥形杆体上的螺棱2之间的中径间隙ζ2为3.4mm-3.5mm。
10.在上述技术方案中,进一步优选的,所述挤出段分为第一挤出段和第二挤出段,所述第一挤出段靠近所述排气段,所述第二挤出段靠近所述锥形杆体的头部,所述螺棱在所述第二挤出段上沿圆周方向开设有由轴心向外的u形开槽,所述开槽的中心线与相应所述锥形杆体的轴线平行。
11.在上述技术方案中,进一步优选的,一对所述的锥形杆体上的螺棱之间的啮合间隙θ为2.1mm-2.5mm。
12.本技术与现有技术相比获得如下有益效果:本技术通过增加大头外径和大头底径以及两者的差值来增加进料段的进料体积,提高喂料效率和挤出机的产量,增加进料段的螺棱的厚度,将螺棱由双螺纹改为单螺纹,提高该段螺棱的耐磨性和螺杆的使用寿命,同时降低进料段的螺棱的剪切力,使物料不会因高温熔融后粘结在进料段或者被烧焦。
附图说明
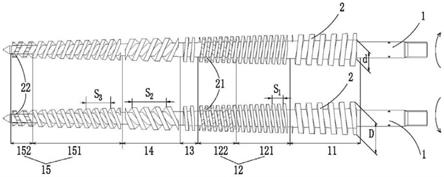
13.图1为本技术的结构示意图;
14.图2为本技术其中一个锥形杆体上螺棱的螺棱角度示意图;
15.图3为本技术一对锥形杆体上的螺棱之间的中径间隙和啮合间隙示意图;
16.图4为本技术其中一个锥形杆体的第二熔融混炼段的局部结构示意图;
17.图5为图4中沿k-k线的剖面结构示意图;
18.图6为本技术其中一个锥形杆体的第二挤出段的局部结构示意图;
19.图7为图6中沿b-b线的剖面结构示意图。
20.其中:1、锥形杆体;11、进料段;12、熔融混炼段;121、第一熔融混炼段;122、第二熔融混炼段;13、均化段;14、排气段;15、挤出段;151、第一挤出段;152、第二挤出段;2、螺棱;21、斜槽;22、开槽。
具体实施方式
21.为详细说明申请的技术内容、构造特征、所达成目的及功效,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。在下面的描述中,出于解释的目的,阐述了许多具体细节以提供对发明的各种示例性实施例或实施方式的详细说明。然而,各种示例性实施例也可以在没有这些具体细节或者在一个或更多个等同布置的情况下实施。此外,各种示例性实施例可以不同,但不必是排他的。例如,在不脱离发明构思的情况下,可以在另一示例性实施例中使用或实现示例性实施例的具体形状、构造和特性。
22.以下,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,除非另有说明,“多个”的含义是两个或两个以上。
23.此外,本技术中,诸如“在
……
上”等的空间相对术语,由此来描述如附图中示出的一个元件与另一(其它)元件的关系。空间相对术语意图包括设备在使用、操作和/或制造中除了附图中描绘的方位之外的不同方位。例如,如果附图中的设备被翻转,则被描述为“在”其它元件或特征“下方”或“之下”的元件随后将被定位为“在”所述其它元件或特征“上方”。因此,示例性术语“在
……
下方”可以包括上方和下方两种方位。此外,设备可以被另外定位(例如,旋转90度或者在其它方位处),如此,相应地解释在此使用的空间相对描述语。
24.在本技术中,除非另有明确的规定和限定,术语“连接”应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连。
25.本技术实施例提供一种pp波纹管挤出外壁机专用的锥双螺杆,该锥双螺杆包括互相啮合且旋向相反的一对锥形杆体1、在锥形杆体1周向布置的螺棱2。锥形杆体1从尾部至头部依次分为进料段11、熔融混炼段12、均化段13、排气段14以及挤出段15,螺棱2在进料段11、熔融混炼段12、均化段13、排气段14和挤出段15上为彼此断开的独立螺棱。一对锥形杆体1上的螺棱2在各分段上的啮合间隙θ为2.1mm-2.5mm,保证物料在一对锥形杆体1之间的正向输送,同时降低冒料风险。
26.相比于目前现有技术的8056型pp波纹管挤出外壁机的锥双螺杆,本技术的锥双螺杆的进料段11的进料体积增加,进料段11的螺棱2由双螺纹改为单螺纹,且进料段11的螺棱2厚度增加,提高进料段11的均喂料效率;一对锥双螺杆的螺棱2在熔融混炼段12的中径间隙ζ1和啮合间隙θ1保持不变,螺棱2在熔融混炼段12的导程s1和螺棱角度α1减小,延长物料在熔融混炼段12的停留时间;一对锥双螺杆的螺棱2在排气段14的中径间隙ζ2增加,啮合间隙θ2减小,螺棱2在排气段14的导程s2和螺棱角度α2增加,使物料中的气体在排气段14得到释放,提高物料输送效率,降低冒料和漏料的风险。
27.本技术的锥双螺杆的大头外径d由156mm增大到173mm-174mm,大头底径d由传统的95mm增加到103mm-104mm,大头外径d和大头底径d的差值由传统的61mm增加到70mm,进料段11的进料体积增加,提高单位时间的进料量,进一步提高挤出机的产量;进料段11上的螺棱2由双螺纹改为单螺纹,且进料段11的螺棱2的厚度增加为24mm-27mm;考虑到pp波纹管挤出外壁机在进料段11加入的物料为颗粒状和粉状的固体,所以进料段11加厚的螺棱2具有更高的耐磨性,并且降低了进料段11的剪切力,物料在低剪切力的环境下温度升高缓慢,不会因高温熔融后粘结在进料段11或者被烧焦,提高进料段的喂料效率。
28.熔融混炼段12的螺棱2为双螺纹,熔融混炼段12的螺棱2的导程s1为56mm-58mm,螺棱角度α1为4
°‑5°
,中径间隙ζ1保持为1.8mm-1.9mm。为降低物料流速,使物料在熔融混炼段停留的时间加长,熔融混炼段12的导程小于进料段11的导程,以及熔融混炼段12的螺棱角度也小于进料段11的螺棱角度。在一对锥双螺杆位于熔融混炼段12的中径间隙ζ1和啮合间隙θ1保持不变的情况下,导程s1和螺棱角度α1相对于进料段减小,使熔融混炼段12的螺杆的轴向压力增加,物料在熔融混炼段12停留的时间延长,物料的塑化熔融效果增强,提高产品质量,还降低冒料的风险。另外,熔融混炼段12分为第一熔融混炼段121和第二熔融混炼段122,第一熔融混炼段121靠近进料段11,第二熔融混炼段122靠近均化段13;在第二熔融混炼段122,一对锥形杆体12的螺棱2上分别沿圆周方向对称开设有由轴心向外的u形斜槽21,斜槽21的中心线与相应的锥形杆体1的轴线具有夹角β,夹角β为30
°
,增加斜槽21的螺棱2增
加物料的剪切力,提高塑化熔融效果。
29.为加大物料释放量,排出气体,所述的排气段14的导程大于均化段13的导程,且排气段14的螺棱角度大于均化段13的螺棱角度。排气段14的螺棱2为三头螺纹,排气段14的螺棱2的导程s2为179mm-181mm,螺棱角度α2为9
°‑
10
°
,中径间隙ζ2为3.4mm-3.5mm,啮合间隙θ2减小为2.3mm-2.4mm,增加的导程s2、螺棱角度α2以及中径间隙ζ2,提高物料在排气段14的输送效率,避免了物料在该段上停留时间过长导致塑化过渡的情况。由于物料在熔融混炼段12受到高剪切力和摩擦,从而产生巨大的热量和气体,过高的温度会导致物料提前硫化,影响最终产品的质量,所以排气段14增加物料输送效率,有利于快速排出熔融混炼段12产生的热量和气体;同时减小的啮合间隙θ2,降低物料在排气段14冒料的风险,减少底隙漏流,加强螺杆的正位移输送能力,以达到更高的物料输送效率。
30.如图1、6、7所示,为了提高塑料的微发泡效果和产品的合格率,将挤出段15分成第一挤出段151和第二挤出段152,第一挤出段151靠近排气段14,第二挤出段152靠近锥形杆体1的头部;在第二挤出段152的螺棱2上沿圆周方向开设有由轴心向外的u形开槽22,开槽22的中心线与相应的锥形杆体1的轴线平行,增加物料的混合和剪切力,使物料的塑化熔融效果增强,微发泡效果也随之增强,提高产品的性能。挤出段15的螺棱2为三螺纹,挤出段15的螺棱2的导程s3沿螺杆尾部至头部的方向逐渐增加,使得挤出段15对物料的正位移输送能力逐渐提高,物料的流速加快,螺杆的产量提高。
31.本技术通过增加大头外径d和大头底径d以及两者的差值来增加进料段11的进料体积,提高喂料效率和挤出机的产量,增加进料段11的螺棱2的厚度,将螺棱2由双螺纹改为单螺纹,提高该段螺棱2的耐磨性和螺杆的使用寿命,同时降低进料段11的螺棱2的剪切力,使物料不会因高温熔融后粘结在进料段11或者被烧焦;减小熔融混炼段12的螺棱2的螺棱导程s1和螺棱角度α1,降低物料在熔融混炼段12的流速,延长物料的停留时间,以达到提高物料塑化效果的目的;增加排气段14的螺棱2的螺棱导程s2和螺棱角度α2,增加物料在增加排气段14的流速,有利于物料中气体和热量的排出;挤出段15的螺棱2螺棱导程s3沿从尾部到头部的方向逐渐增加以提高正位移输送能力,增加螺杆的产量,挤出段15的部分螺棱2开设开槽22,提高塑料的微发泡效果和产品的合格率。
32.以上显示和描述了本技术的基本原理、主要特征和本技术的优点。本行业的技术人员应该了解,本技术不受上述实施例的限制,上述实施例和说明书中描述的只是说明本技术的原理,在不脱离本技术精神和范围的前提下,本技术还会有各种变化和改进,本技术要求保护范围由所附的权利要求书、说明书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1