一种装饰膜的复合机的制作方法
1.本实用新型属于薄膜复合机技术领域,涉及一种装饰膜的复合机。
背景技术:
2.装饰膜是以高分子聚合物(pvc)为原料,添加各种助剂、经压延、复合而制得的一种新型装饰材料,可与木材、塑料板、铝板、铁板等基材复合制成多用途装饰材料,广泛应用于家用电器、音响表面装饰、室内装饰、飞机、轮船、火车的内装饰。此外,还可以用于广告牌等,在pvc装饰膜的生产加工过程中,需要进行背胶涂覆工艺,在背胶涂覆完成后,需要对其进行烘干,常见的烘干工艺,通过将加工完成后的装饰膜单独起开并对装饰膜进行烘干作业,烘干且效率低,无法形成一体化加工,降低生产效率。
技术实现要素:
3.本实用新型的目的是针对现有的技术存在上述问题,提出了一种装饰膜的复合机,一体化加工,操作简单,提高生产效率。
4.本实用新型的目的可通过下列技术方案来实现:一种装饰膜的复合机,包括工作机架、pvc膜放料卷支架、固定架、传输组件、切边机构、收卷辊,其特征在于,切边机构、收卷辊设置在所述工作机架后端,所述传输组件包括传动辊、牵引辊一、牵引辊二、主动辊,所述传输组件固定在工作机架上,所述pvc膜放料卷支架设置在工作机架左侧,固定架固定在工作机架上且位于pvc膜放料卷支架右侧,所述固定架顶部转动连接有加热辊,所述加热辊右侧依次设有保护膜放料卷、点胶机、输送带一、装饰膜放料卷支架,装饰膜通过输送带一进入点胶机进行上胶并牵引至保护膜放料卷底部与保护膜相粘合,pvc膜依次通过传动辊、牵引辊一和主动辊牵引至装饰膜底端粘合成复合膜并一起由牵引辊一牵引至加热辊,所述加热辊右侧设有输送架,所述输送架固定在工作机架上,所述输送架顶部设有输送辊、驱动电机和输送带二,所述输送带二套在输送辊上,驱动电机驱动输送辊带动输送带转动,所述输送带二上端设有烘干整平机构,所述复合膜通过输送带二运输至烘干整平机构底部并由牵引辊二牵引至切边机构及收卷辊。
5.本实用新型装饰膜的复合机,设置有加热辊,对复合膜进行第一次加热,使复合膜快速粘合,本装置还设有烘干整平机构,可对初步粘合后的复合膜进一步加工烘干,并对复合膜进行整平,提高生产效率。
6.进一步的,所述的烘干整平机构包括固定在工作机架上的烘干箱和整平辊组,所述烘干箱位于整平辊组左侧。
7.进一步的,所述的烘干箱内设有加热器和吹风机,所述烘干箱底部开有若干均匀分布的通风孔。
8.进一步的,所述的切边机构包括切边机架、切刀、废边收集箱,所述切刀固定在切边机架两侧,废边收集箱固定在切边机架下端。切边机架两侧的切刀可对烘干整平后的复合膜进行边缘修剪,废边收集箱可将裁剪出来的废边进行收集。
9.进一步的,所述的输送架上设有若干个加热导向辊,所述输送带二套设在加热导向辊上。输送架上设置加热导向辊可对复合膜进一步进行加热,使其达到更好的烘干效果,
10.进一步的,所述的输送架两侧设有均匀分布的限位板。避免复合膜在输送过程中偏移输送方向。
11.与现有技术相比,本实用新型的优点有:
12.本实用新型实现装饰膜的粘合、烘干、整平、裁剪一体化设置,机械化程度高,本实用新型通过设置烘干箱、加热导向辊、吹风机、加热器,达到对复合膜的烘干效率,通过风机进行输出,将烘干箱内部排出的热能送至通风孔,并吹向复合膜表面,对复合膜进行加热烘干,且吹去复合膜表面杂物和颗粒。
附图说明
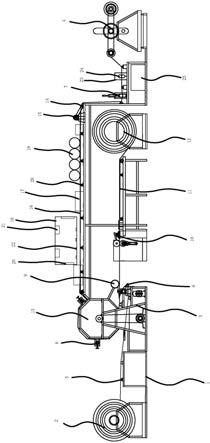
13.图1是本实用新型装饰膜的复合机的结构示意图。
14.图中,1、工作机架;2、pvc膜放料卷支架;3、固定架;4、收卷辊;5、传动辊;6、牵引辊一;7、牵引辊二;8、主动辊;9、保护膜放料卷;10、点胶机;11、输送带一;12、装饰膜放料卷支架;13、加热辊;14、输送辊;15、驱动电机;16、输送带二;17、限位板;18、烘干箱;19、整平辊组;20、加热器;21、吹风机;22、通风孔;23、切边机架;24、切刀;25、废边收集箱;26、加热导向辊。
具体实施方式
15.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
16.如图1所示,一种装饰膜的复合机,包括工作机架(1)、pvc膜放料卷支架(2)、固定架(3)、传输组件、切边机构、收卷辊(4),所述切边机构、收卷辊(4)设置在所述工作机架(1)后端,所述传输组件包括传动辊(5)、牵引辊一(6)、牵引辊二(7)、主动辊(8),所述传输组件固定在工作机架(1)上,所述pvc膜放料卷支架(2)设置在工作机架(1)左侧,固定架(3)固定在工作机架(1)上且位于pvc膜放料卷支架(2)右侧,所述固定架(3)顶部转动连接有加热辊(13),所述加热辊(13)右侧依次设有保护膜放料卷(9)、点胶机(10)、输送带一(11)、装饰膜放料卷支架(12),装饰膜通过输送带一(11)进入点胶机(10)进行上胶并牵引至保护膜放料卷(9)底部与保护膜相粘合,pvc膜依次通过传动辊(5)、牵引辊一(6)和主动辊(8)牵引至装饰膜底端粘合成复合膜并一起由牵引辊一(6)牵引至加热辊(13),所述加热辊(13)右侧设有输送架,所述输送架固定在工作机架(1)上,所述输送架顶部设有输送辊(14)、驱动电机(15)和输送带二(16),所述输送带二(16)套在输送辊(14)上,驱动电机(15)驱动输送辊(14)带动输送带转动,所述输送带二(16)上端设有烘干整平机构,所述复合膜通过输送带二(16)运输至烘干整平机构底部并由牵引辊二(7)牵引至切边机构及收卷辊(4)。
17.上述的烘干整平机构包括固定在工作机架(1)上的烘干箱(18)和整平辊组(19),所述烘干箱(18)位于整平辊组(19)左侧,所述烘干箱(18)内设有加热器(20)和吹风机(21),所述烘干箱(18)底部开有若干均匀分布的通风孔(22)。
18.上述的切边机构包括切边机架(23)、切刀(24)、废边收集箱(25),所述切刀(24)固定在切边机架(23)两侧,废边收集箱(25)固定在切边机架(23)下端。
19.上述的输送架上设有若干个加热导向辊(26),所述输送带二(16)套设在加热导向辊(26)上,所述输送架两侧设有均匀分布的限位板(17)。
20.具体操作方式:
21.pvc膜放料卷支架(2)牵引出pvc膜通过传动辊(5)、牵引辊一(6)、主动辊(8),同时装饰膜放料卷支架(12)牵引出装饰膜通过传输带一(11)通过点胶机(10),点胶机(10)对通过的装饰膜进行上胶,保护膜放料卷(9)牵引出保护膜并覆盖粘合在装饰膜上,所述pvc膜粘合在装饰膜底部,并与保护膜一起形成复合膜进入加热辊(13),复合膜由牵引辊一(6)牵引至输送带二(16)上,启动驱动电机(15)带动输送带二(16)运行,启动加热器(20)和吹风机(21),吹风机(21)将热气从烘干箱(18)底部开有的通风孔(22)吹出对复合膜进行烘干,复合膜由输送带二(16)输送至整平辊组(19)底部进行整平,并由牵引辊二(7)牵引至切边机架(23)内进行切边,切出来的废边进入废边收集箱(25)中,最后传动辊(5)将复合膜牵引至收卷辊(4)进行收集。
22.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1