一种模具对接安装机构及其成型机的制作方法
1.本实用新型涉及成型机,尤其涉及皮料成型机上模机构的模具安装。
背景技术:
2.皮料成型机一般分成上模和下模。通过上模和下模的相互压型或吸附成型,将加热软化后的皮料制成所需要的形状,再冷却后制成成品。由于皮料放置在上模和下模之间,因此,上模和下模通常都需要升降作业。现有技术下的皮料成型机,比如汽车内饰成型机,通常需要人工将皮料铺设在下模上,然后,下模升至指定高度与上模进行合模成型作业,成型作业完成后,下模再下降至工作台上,由工作人员人工取出成型后的皮料,再将待成型的皮料铺设在下模上,由此重复作业。另一方面,为节约成本,一台成型机通常需要适配多种产品型号的生产。不同产品型号需要对应不同的模具。而成型机通常只能一次装配一个模具,每当需要生产不同的型号的产品时,需要同步更换模具。对于下模来说,因为下模位于成型机底部,更换模具比较方便。但对于上模来说,更换模具需要吊装,安装不是很方便。除此之外,由于模具需要连接升降机构,其中的管路和线路的对接都不是很方便。
技术实现要素:
3.本实用新型所要解决的问题:现有技术下,成型机上模模具更换不方便。
4.为解决上述问题,本实用新型采用的方案如下:
5.根据本实用新型的一种模具对接安装机构,包括上模架和设置在上模架上的锁紧机构以及水气对接机构;锁紧机构用于将上模模具与上模架相固定;水气对接机构用于上模模具和上模架固定后进行水气对接;上模架包括相连的支撑梁和架台板;水气对接机构包括固定座、对接头和定位销;对接头和定位销设置在固定座上;固定座上设置有固定孔,并通过固定孔上设置的螺栓与架台板相固定;螺栓的直径小于固定孔的内径,使得设置在架台板上的固定座与架台板之间具有相对的移动空间。
6.进一步,根据本实用新型的模具对接安装机构,固定座包括定位部和固定部;其中,对接头和定位销设置在定位部上,固定孔设置在固定部上;架台板上设置有接槽孔;定位部能够卡入接槽孔。
7.进一步,根据本实用新型的模具对接安装机构,锁紧机构包括设置在上模架上的驱动气缸、联动杆和若干锁舌机构;所述锁舌机构包括相连的摆杆、锁舌轴和锁栓块;锁舌轴通过轴承设置在架台板上;驱动气缸连接联动杆,并通过联动杆连接各锁舌机构的摆杆,使得驱动气缸的伸缩能够通过联动杆带动摆杆围绕锁舌轴的轴心摆动,进而带动锁栓块旋转。
8.进一步,根据本实用新型的模具对接安装机构,锁紧机构还包括锁位机构;锁位机构包括锁位气缸和锁位块;锁位块设置在联动杆上;锁栓块锁紧上模模具时,锁位气缸的活塞杆能够通过伸缩顶在锁位块上。
9.进一步,根据本实用新型的模具对接安装机构,锁紧机构还包括指示机构;指示机
构包括用于探测锁紧机构是否在锁紧状态的第一接近开关和用于探测锁紧机构是否在解锁状态的第二接近开关。
10.根据本实用新型的一种成型机,包括下模机构和上模机构;其中,下模机构包括下模模具和下模升降机构;上模机构包括模具对接安装机构和上模模具;下模模具通过下模升降机构设置在成型机机架的底部,使得下模模具能够在下模升降机构的驱动下升降;上模模具通过上述的模具对接安装机构连接所述上模升降机构,并通过上模升降机构设置在成型机机架的顶部,使得上模模具能够在上模升降机构的驱动下升降;下模模具和上模模具升降后能够对接。
11.进一步,根据本实用新型的成型机,成型机机架的顶部设置有两个上模机构;两个上模机构通过平移机构设置在成型机机架的顶部,使得成型机能够通过平移机构的平移切换上模模具。
12.进一步,根据本实用新型的成型机,平移机构包括平移台、平移滑轨、平移齿条、齿轮和平移电机;两个上模机构以及齿轮和平移电机在平移台上;平移台设置在平移滑轨上;平移齿条和平移滑轨相互平行地设置在成型机机架的顶部;齿轮和平移齿条啮合。
13.本实用新型的技术效果如下:
14.1、通过水气对接机构中螺栓的直径小于固定孔的内径使得水气对接时,上模架和上模模具之间允许有较大公差,从而便于上模模具和上模架之间的对接安装。
15.2、通过两个设置在平移台上的上模机构,使得上模可以一次性安装两个模具,并在两个模具之间切换,从而减少模具更换的工作量。
附图说明
16.图1和图2分别是本实用新型实施例不同视角的模具对接安装机构的立体结构示意图。
17.图3是本实用新型实施例水气对接机构接头部分的立体剖面结构示意图。
18.图4是本实用新型实施例水气对接机构隐藏接头部分后的结构示意图。
19.图5是本实用新型实施例锁紧机构的立体结构示意图。
20.图6是图2虚线圆圈r所标注部分的放大图。
21.图7是本实用新型实施例成型机的整体结构示意图。
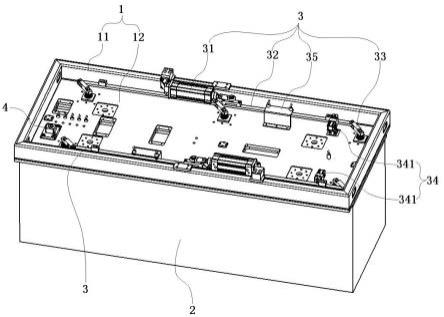
22.图8是本实用新型实施例成型机上模部分的立体结构示意图。
23.上述各图中,
24.1是上模架,11是支撑梁,12是架台板;
25.2是上模模具,21是模具顶板,22是模具壁板,211是锁栓板,212是锁栓孔;
26.3是锁紧机构,31是驱动气缸,311是铰链,32是联动杆,33是锁舌机构,331是摆杆,332是锁舌轴,333是锁栓块,34是锁位机构,341是锁位气缸,342是锁位块,35是指示机构,351是第一接近开关,352是第二接近开关,359是传感器安装架;
27.4是水气对接结构,41是固定座,411是定位部,412是固定部,413是固定孔,4131是垫片台阶槽,4132是螺栓间隙,4133是垫片,42是对接头,43是定位销,44是对接口,45是定位孔,46是螺栓,461是螺栓帽,48是接槽孔;
28.5是平移机构,51是平移台,52是平移滑轨,53是平移齿条,54是齿轮,55是平移电
机,56是同步传动轴;
29.900是成型机机架,901是底座,902是顶台,910是下模机构,911是下模模具,912是下模升降机构,920是上模机构,921是模具对接安装机构,922是上模升降机构。
具体实施方式
30.下面结合附图对本实用新型做进一步详细说明。
31.图7示例了一种成型机,该成型机为汽车内饰成型机,是一种皮料成型机,包括设置在成型机机架900上的上模机构920和下模机构910。成型机机架900包括底座901、顶台902和四根竖直设置的立柱。底座901位于立柱的底部,顶台902设置于立柱的顶部。下模机构910设置在底座901上,上模机构920在顶台902上。上模机构920和下模机构910上下相对设置。下模机构910包括下模模具911和下模升降机构912。上模机构920包括上模模具2和上模升降机构922。下模模具911通过下模升降机构912设置在成型机机架900的底部的底座901上,上模模具2通过上模升降机构922设置在成型机机架900的顶部的顶台902上,由此使得,上模模具2和下模模具911能够分别在上模升降机构922和下模升降机构912的驱动下升降实现成型时的合模对接。
32.本实施例中,上模模具2通过模具对接安装机构921连接上模升降机构922。具体来说,参照图1和图2,模具对接安装机构921包括上模架1和设置在上模架1上的锁紧机构3以及水气对接机构4。锁紧机构3用于将上模模具2与上模架1相固定。水气对接机构4用于上模模具2和上模架1固定后进行水气对接。上模架1包括相连的支撑梁11和架台板12。其中支撑梁11有四根,四根支撑梁11组成囗形结构的框架,架台板12则是与四根支撑梁11相固定的板体。上模模具2至少包括模具顶板21和四块模具壁板22。四块模具壁板22组成囗形结构,并与模具顶板21组成一个底部开口的箱体。上模模具2通过两个锁紧机构3与上模架1相固定。两个锁紧机构3相对设置。上模架1则连接上模升降机构922。上模模具2和上模架1相固定相固定时,模具顶板21的顶面紧贴架台板12的底面,并且模具顶板21和架台板12呈水平。
33.参照图5,锁紧机构3包括驱动气缸31、联动杆32和若干锁舌机构33。锁舌机构33包括相连的摆杆331、锁舌轴332和锁栓块333。锁舌轴332通过轴承334设置在架台板12上,使得锁舌轴332能够围绕其竖直的轴心转动。锁栓块333固定连接于锁舌轴332的底端。其中,锁栓块333是长条的块体,与锁舌轴332组成t字形结构。摆杆331的一端连接锁舌轴332的顶端,另一端与联动杆32以铰接方式活动相连。联动杆32是一根呈水平设置的杆体,连接驱动气缸31的活塞杆。驱动气缸31通过铰链311与上模架1活动连接。具体来说,本实施例中,驱动气缸31通过铰链311连接支撑梁11。由此,驱动气缸31通过联动杆32连接各锁舌机构33的摆杆331,使得驱动气缸31活塞杆的伸缩能够通过联动杆332带动摆杆331围绕锁舌轴332的轴心摆动,进而带动锁栓块333旋转。
34.与锁紧机构3相匹配地,参照图6,上模模具2的模具顶板21设置有与锁栓块333相匹配的锁栓孔212。锁栓孔212是一个与锁栓块333尺寸相匹配的长条孔,设置在锁栓板211上。锁栓板211上与模具顶板21相固定。当上模模具2通过锁紧机构3锁紧时,锁栓块333通过锁栓孔212穿入上模模具2的箱体内。然后锁栓块333通过驱动气缸31转动90度后,长条方向与锁栓孔212长条方向呈十字交叉,从而实现上模模具2与上模架1的固定。解锁时,锁栓块333通过驱动气缸31转动90度后,使得锁栓块333长条方向和锁栓孔212长条方向相同,从而
使得锁栓块333能够通过锁栓孔212穿出于上模模具2的箱体外,此时,上模模具2和上模架1相脱离。由此可见锁紧机构3包括有两个状态,第一个状态是锁紧状态,第二个是解锁状态。锁紧状态下,锁栓块333长条方向和锁栓孔212呈十字交叉;解锁状态下,锁栓块333长条方向和锁栓孔212呈平行。锁紧状态下的锁栓块333和解锁状态下的锁栓块333相差90度角。
35.此外,进一步地,本实施例中,锁紧机构3还包括了锁位机构34和指示机构35。锁位机构34包括锁位气缸341和锁位块342。锁位块342设置在联动杆32上。锁位气缸341设置在联动杆32的侧边,其活塞杆伸缩方向与联动杆32相垂直。当锁紧机构3锁紧时,也就是锁栓块333锁紧上模模具2时,锁位气缸341的活塞杆能够通过伸缩顶在锁位块342上。指示机构35用于指示锁紧机构3的状态,包括第一接近开关351和第二接近开关352。第一接近开关351和第二接近开关352均为接近传感器,通过传感器安装架359设置在架台板12上。其中,第一接近开关351用于探测锁紧机构3是否在锁紧状态;第二接近开关352用于探测锁紧机构3是否在解锁状态。
36.参照图3,水气对接机构4包括固定座41、对接头42和定位销43。对接头42和定位销43设置在固定座41上。对接头42用于连接水气管路。定位销43围绕对接头42设置。参照图4,模具顶板21上设置有对接口44和定位孔45。定位孔45围扰对接口42设置。水气对接机构4和上模模具2对接时,对接头42和对接口44对接,定位销43插入定位孔45内。对接头42和对接口44对接对接时,定位销43和定位孔45除了起到定位和导向作用。水气对接机构4螺栓方式与架台板12相固定。具体来说,固定座41上设置有固定孔413,通过固定孔413上设置的螺栓46与架台板12相固定。水气对接机构4与架台板12相固定时,水气对接机构4和架台板12之间具有相对的移动空间,以解决水气对接机构4上的对接头42和上模模具2上的对接口44对接的公差问题。为此,本实施例中,螺栓46的直径小于固定孔413的内径,使得固定孔413内的螺栓46和固定孔413内壁之间存在螺栓间隙4132。此外,匹配螺栓46的螺栓帽461和固定孔413内径之间的差距小的问题,本实施例中,螺栓帽461通过垫片4133设置在固定孔413内。垫片4133设置在固定孔413顶部的垫片台阶槽4131内。
37.此外,进一步地,为便于水气对接机构4与架台板12之间的安装,本实施例中,固定座41包括定位部411和固定部412。其中定位部411是固定座41上的凸块。对接头42和定位销43设置在定位部411上。固定孔413位于固定部412。与此匹配地,架台板12与设置有与定位部411相匹配的接槽孔48。由此,使得定位部411能够卡入接槽孔48内。
38.此外,进一步地,本实施例中,成型机机架900的顶部顶台902上设置的上模机构920有两个。两个上模机构920通过平移机构5设置在成型机机架900的顶部,使得成型机能够通过平移机构5的平移切换上模模具2。参照图8,平移机构5包括平移台51、平移滑轨52、平移齿条53、齿轮54和平移电机55。顶台902是由成型机机架900顶部的若干横梁所组成。其中两根相互平行的边缘横梁上设置有水平设置的平移滑轨52和平移齿条53。平移滑轨52和平移齿条53相平行。平移台51两侧通过底部的滑块设置在平移滑轨52上,使得平移台51能够沿着平移滑轨52滑动。两个上模机构920以及齿轮54和平移电机55在平移台51上。平移电机55连接同步传动轴56。同步传动轴56水平设置,并垂直于平移滑轨52。齿轮54设置于同步传动轴56两端,并与平移台51两侧的平移齿条53相啮合。
39.本实施例中,下模升降机构912和上模升降机构922均通过电机确定齿轮,通过齿轮和齿柱啮合的方式驱动,其具体结构为本领域技术人员所熟悉。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1