一种柔性灯条板自动贴胶设备的制作方法
1.本技术涉及灯具加工装置技术领域,具体是一种柔性灯条板自动贴胶设备。
背景技术:
2.请参照图1,柔性灯条板x是由还未裁剪分成柔性灯条y的诸多并列的柔性灯条y组成,柔性灯条y上具有灯珠z;在柔性灯条板x进行后续加工前,如裁板分条,或根据其它需求进行卷料归集前,需要对柔性灯条板x进行贴胶,以满足相应的使用。
3.在对柔性灯条板x进行贴胶时,需要着重注意胶带与柔性灯条y的位置关系,使每条胶带不歪斜的对应贴在相应的柔性灯条y上,如果出现偏斜,在后续对柔性灯条板x进行裁切时,胶带容易粘贴污染裁刀,或者使柔性灯条y应该有胶带的地方出现空区,无法将柔性灯条y粘贴使用。
技术实现要素:
4.本实用新型主要针对以上问题,提出了一种柔性灯条板自动贴胶设备,旨在自动化将柔性灯条板上的柔性灯条与胶带对应贴胶,提高柔性灯条板的贴胶质量。
5.为实现上述目的,本实用新型提供了一种柔性灯条板自动贴胶设备,包括:贴胶组件,所述贴胶组件包括安装胶带盘的胶盘支架,用于提供与柔性灯条板贴合的胶带;
6.灯条板校位组件,所述灯条板校位组件用于调整柔性灯条板输送方位,使柔性灯条与相应胶带一一对应;
7.胶带校位组件,所述胶带校位组件用于调整胶带出胶方向,使胶带与相应柔性灯条一一对应。
8.进一步地,包括工作平台;所述灯条板校位组件设有与所述工作平台可翻转连接的校位压板,所述工作平台与所述校位压板之间具有用于容纳柔性灯条板的定位区;所述校位压板设有与柔性灯条板上灯珠对应的梳料槽。
9.进一步地,所述灯条板校位组件包括导向杆、与所述导向杆滑动连接的直线轴承、固定所述导向杆的安装座;所述安装座与所述工作平台连接,所述校位压板与所述直线轴承连接。
10.进一步地,所述灯条板校位组件包括定位挡板,所述定位挡板设有长圆形孔,所述长圆形孔长度方向与柔性灯条板宽度方向大致同向;所述定位挡板通过螺钉穿设所述长圆形孔与所述工作平台连接;所述定位挡板用于对柔性灯条板两侧定位导向。
11.进一步地,所述胶带校位组件包括胶带分梳架,所述胶带分梳架设有多个分隔齿片;其中,两相邻所述分隔齿片间距与胶带宽度大致对应。
12.进一步地,所述胶带校位组件包括胶带托辊,所述胶带托辊位于所述胶盘支架、胶带分梳架之间。
13.进一步地,所述贴胶组件还包括压胶辊筒,所述压胶辊筒设于所述胶带分梳架出胶侧;所述压胶辊筒用于将胶带与柔性灯条板压紧。
14.进一步地,包括机架、调节手柄;所述胶带分梳架安装于所述机架,所述调节手柄穿设所述机架与所述胶带分梳架螺纹连接;所述贴胶组件安装于所述机架。
15.进一步地,包括输料组件,所述输料组件包括送料辊筒、调位辊筒、调位架、驱动电机,所述调位架设有驱动气缸,所述驱动气缸与所述调位辊筒连接,驱动所述调位辊筒相对所述送料辊筒移动;所述驱动电机与所述送料辊筒连接,用于驱动所述送料辊筒旋转。
16.进一步地,所述输料组件还包括导柱、导套、连接架;所述导套设于所述调位架,所述导柱设于所述连接架且与所述导套配合;所述连接架与所述驱动气缸动力输出端连接。
17.与现有技术相比,本实用新型提供的一种柔性灯条板自动贴胶设备,能够通过安装胶带盘的胶盘支架,胶盘支架可以放置一个或并排多个胶带盘,胶带盘的数量与柔性灯条板上柔性灯条的数量对应;胶带盘以胶盘支架为轴心,进行旋转放出胶带,通过胶带灯条板校位组件调整胶带出胶方向,使胶带与相应柔性灯条一一对应,胶带与相应柔性灯条精准不偏斜的进行贴合;同样,柔性灯条板的输送方向也是影响柔性灯条能否对应胶带进行精准贴合的因素,本柔性灯条板自动贴胶设备通过设置灯条板校位组件用于调整柔性灯条板输送方位,使柔性灯条与相应胶带一一对应,提高了柔性灯条板贴胶的质量,通过自动化机械完成,具有较高效率,保证品质一致性。
附图说明
18.图1为柔性灯条板与柔性灯条结构示意图。
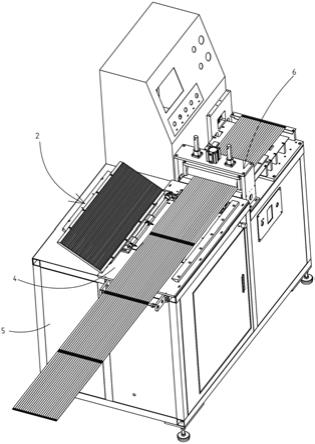
19.图2为本技术一种柔性灯条板自动贴胶设备结构示意图。
20.图3为本技术一种柔性灯条板自动贴胶设备的校位压板与工作平台翻转靠近时的结构示意图。
21.图4为本技术一种柔性灯条板自动贴胶设备结构示意图。
22.图5为图4的a处放大图。
23.图6为本技术一种柔性灯条板自动贴胶设备移除工作平台后的结构示意图。
24.图7为本技术一种柔性灯条板自动贴胶设备移除工作平台与机架部分箱板后的结构示意图。
25.图8为图7的b处放大图。
26.图9为本技术一种柔性灯条板自动贴胶设备的压胶辊筒、胶带分梳架、调节手柄的结构示意图。
27.图10为本技术一种柔性灯条板自动贴胶设备的输料组件结构示意图。
28.图中所示的附图标记:1、贴胶组件;110、胶盘支架;120、压胶辊筒;2、灯条板校位组件;210、校位压板;211、梳料槽;212、滚动轴承;220、导向杆;221、直线轴承;222、安装座;2221、调节孔;230、定位挡板;231、长圆形孔;232、螺钉;3、胶带校位组件;310、胶带分梳架;311、分隔齿片;320、胶带托辊;330、调节手柄;4、工作平台;410、定位区;420、托板;5、机架;6、输料组件;610、送料辊筒;620、调位辊筒;630、调位架;631、驱动气缸;640、驱动电机;650、导柱;660、导套;670、连接架。
具体实施方式
29.请参照图1-图10,本实施例提供了一种柔性灯条板自动贴胶设备,包括贴胶组件
1、灯条板校位组件2、胶带校位组件3,贴胶组件1包括安装胶带盘的胶盘支架110,用于提供与柔性灯条板贴合的胶带;灯条板校位组件2用于调整柔性灯条板输送方位,使柔性灯条与相应胶带一一对应;胶带灯条板校位组件2用于调整胶带出胶方向,使胶带与相应柔性灯条一一对应。
30.柔性灯条板是由还未裁剪分成柔性灯条的诸多并列的柔性灯条组成,柔性灯条上具有灯珠;在柔性灯条板进行后续加工前,如裁板分条,或根据其它需求进行卷料归集前,需要对柔性灯条板进行贴胶,以满足相应的使用。
31.在对柔性灯条板进行贴胶时,需要着重注意胶带与柔性灯条的位置关系,使每条胶带不歪斜的对应贴在相应的柔性灯条上,如果出现偏斜,在后续对柔性灯条板进行裁切时,胶带容易粘贴污染裁刀,或者柔性灯条应该有胶带的地方出现空区,无法粘贴。
32.本柔性灯条板自动贴胶设备通过安装胶带盘的胶盘支架110,胶盘支架110可以放置一个或并排多个胶带盘,胶带盘的数量与柔性灯条板上柔性灯条的数量对应;胶带盘以胶盘支架110为轴心,进行旋转放出胶带,通过胶带灯条板校位组件2调整胶带出胶方向,使胶带与相应柔性灯条一一对应,胶带与相应柔性灯条精准不偏斜的进行贴合;同样,柔性灯条板的输送方向也是影响柔性灯条能否对应胶带进行精准贴合的因素,本柔性灯条板自动贴胶设备通过设置灯条板校位组件2用于调整柔性灯条板输送方位,使柔性灯条与相应胶带一一对应,提高了柔性灯条板贴胶的质量,通过自动化机械完成,具有较高效率,提高品质一致性。
33.请参照图1、图3-图5,包括工作平台4;灯条板校位组件2设有与工作平台4可翻转连接的校位压板210,工作平台4与校位压板210之间具有用于容纳柔性灯条板的定位区410;校位压板210设有与柔性灯条板上灯珠对应的梳料槽211。
34.校位压板210相对工作平台4翻转,盖合位于定位区410的柔性灯条板,校位压板210上设置的梳料槽211与柔性灯条板上的灯珠相对应,在梳料槽211对灯珠避位的同时,梳料槽211的槽壁也能够与灯珠相接触引导调整柔性灯条板的位置,使柔性灯条板在输送过程中能够摆正方向;进而使贴胶时,柔性灯条与相应胶带一一对应。而且校位压板210盖压在柔性灯条板的面积教大,梳料槽211的长度较长,对柔性灯条板的输送过程中导向,摆正方向的效果显著。
35.请参照图1、图3-图5、图8,灯条板校位组件2包括导向杆220、与导向杆220滑动连接的直线轴承221、固定导向杆220的安装座222;安装座222与工作平台4连接,校位压板210与直线轴承221连接。
36.校位压板210具体通过直线轴承221、导向杆220、安装座222与工作平台4可翻转连接,对柔性灯条板盖合,在首次对柔性灯条板贴胶时,将柔性灯条板引导到与胶带相贴的位置时,先将校位压板210相对工作平台4打开,待柔性灯条板引导通过过校位压板210的板长长度,再将校位压板210盖合在柔性灯条板上,这种设计使得柔性灯条板既能得到引导,也能在首次送料穿引时避免冲突;直线轴承221与导向杆220为套装关系连接,校位压板210可以通过直线轴承221沿导向杆220的周向进行翻盖旋转运动,同时也可以沿导向杆220的轴向进行移动,使得校位压板210移动靠近柔性灯条板与胶带贴合部分,起到一定的辅助压合作用。
37.优先的,校位压板210与工作平台4可翻转连接相对的边缘设有滚动轴承212,工作
平台4设有与滚动轴承212对应的托板420,在校位压板210压合柔性灯条板后,一边利用直线轴承221沿导向杆220的轴向进行移动,另一边因为滚动轴承212与托板420进行滑动,避免校位压板210与工作平台4直接接触,产生摩擦。
38.优先的,安装座222设有调节孔2221,调节孔2221为长条形,通过螺钉(未图示)穿设调节孔2221与工作平台4连接,在调节孔2221的长度方向,校位压板210的位置可以进行调整,以更好的适配不同宽度、不同灯珠间距柔性灯条板,提高本设备通用性。
39.请参照图3-图5,灯条板校位组件2包括定位挡板230,定位挡板230设有长圆形孔231,长圆形孔231长度方向与柔性灯条板宽度方向大致同向;定位挡板230通过螺钉232穿设长圆形孔231与工作平台4连接;定位挡板230用于对柔性灯条板两侧定位导向。
40.定位挡板230数量为两个,设置在工作平台4上对柔性灯条板的两侧,辅助校位压板210对柔性灯条板,输送方向的限位导向;定位挡板230设置容螺钉232穿设的长圆形孔231,在长圆形孔231的长度范围内方便定位挡板230相对工作平台4移动调节,然后固定,以对不同宽度规格的柔性灯条板限位导向,增加本设备加工通用性。
41.请参照图4、图8和图9,胶带校位组件3包括胶带分梳架310,胶带分梳架310设有多个分隔齿片311;其中,两相邻分隔齿片311间距与胶带宽度大致对应。
42.当胶盘支架110架设多个胶带盘,为了多个并列的胶带贴附柔性灯条板相互分隔开,利用胶带分梳架310上的分隔齿片311,相邻的分隔齿片311与胶带盘上的胶带宽度相对应,将相邻的胶带隔开,防止相互影响,以及对胶盘提供胶带贴合在柔性灯条板提供引导校位,使胶带与相应柔性灯条一一对应。
43.请参照图7和图8,胶带校位组件3包括胶带托辊320,胶带托辊320位于胶盘支架110、胶带分梳架310之间。
44.胶带托辊320位于胶盘支架110、胶带分梳架310之间,胶带盘上的胶带从胶盘支架110上旋出,到胶带分梳架310还有一段距离,胶带托辊320对胶带起到中继托举,避免胶带悬垂,将胶带过渡到胶带分梳架310。
45.请参照图4和图6-图9,贴胶组件1还包括压胶辊筒120,压胶辊筒120设于胶带分梳架310出胶侧;压胶辊筒120用于将胶带与柔性灯条板压紧。
46.压胶辊筒120与胶带分梳架310相邻设置,具体为胶带分梳架310出胶带的一侧,且压胶辊筒120在垂直方向上可以适当高出胶带分梳架310,提供张力,使刚从胶带分梳架310出胶贴到柔性灯条板的胶带与柔性灯条板压紧。以及压胶辊筒120可以转动,减小贴好胶的柔性灯条板输送过程中的摩擦力。
47.请参照图4,图6-图9,包括机架5、调节手柄330;胶带分梳架310安装于机架5,调节手柄330穿设机架5与胶带分梳架310螺纹连接;贴胶组件1安装于机架5。
48.调节手柄330安装在机架5上,并与胶带分梳架310连接,调节胶带分梳架310的位置,使胶盘上的胶带经过胶带分梳架310的定位调整,与柔性灯条需要贴胶的位置更加适配。工作平台4安装于机架5上。
49.请参照图3和图10,包括输料组件6,输料组件6包括送料辊筒610、调位辊筒620、调位架630、驱动电机640,调位架630设有驱动气缸631,驱动气缸631与调位辊筒620连接,驱动调位辊筒620相对送料辊筒610移动;驱动电机640与送料辊筒610连接,用于驱动送料辊筒610旋转。
50.贴好胶带的柔性灯条从送料辊筒610、调位辊筒620之间通过,驱动气缸631驱动调位辊筒620相对送料辊筒610移动,调整到合适的间隙,以对不同厚度规格的柔性灯条板适配接触抵压,驱动电机640旋转带动送料辊筒610,送料辊筒610与调位辊筒620带动柔性灯条板运送。以及送料辊筒610、调位辊筒620从一定程度上也对胶带与柔性灯条板之间进行压紧,使柔性灯条板贴胶更加的牢固。相比传统的辊子输送机单面与柔性灯条板接触输送,这种由送料辊筒610、调位辊筒620分别夹持压紧输送柔性灯条板的两面,传送效率更高。输料组件6也是柔性灯条板通过校位压板210输送、胶带盘在胶盘支架110上旋转出胶的动力。
51.请参照图4和图10,输料组件6还包括导柱650、导套660、连接架670;导套660设于调位架630,导柱650设于连接架670且与导套660配合;连接架670与驱动气缸631动力输出端连接。
52.为了进一步增强输料组件6的驱动气缸631驱动调整调位辊筒620与送料辊筒610相对距离,输送定位柔性灯条板时的稳定性、精密准确性;通过设置相互配合的导柱650、导套660,对驱动气缸631动力输出时提供方向引导,连接架670起到安装导柱650以及与驱动气缸631动力输出端连接的作用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1