热压精密微成型装置
1.本技术涉及微结构成型装置,特别是涉及热压精密微成型装置。
背景技术:
2.光学微透镜具有集成度高、体积小、质量轻等优点,被广泛应用于光电子系统、成像系统及传感器系统中。目前适用于光学微透镜中,其大批量生产的有效方式为热压印成型及注塑成型等方法;对于热压成型,现有技术的热压微成型工艺,需要基于电阻热效应加热微结构模芯,利用水循环冷却模芯,利用模芯温度反复间接控制工件温度,高压下实现微成型,但电阻及水管分布不均,易造成工件受热不均匀的问题,并且往往伴随着生产周期长的问题,从而导致生产效率低,进而导致能耗高。
技术实现要素:
3.基于此,本技术的目的在于,提供热压精密微成型装置,其具有方便加工从而提高效率且节能的优点。
4.本技术的一方面,提供一种热压精密微成型装置,包括热风供应装置、热风软管、升降装置、模芯、铜压板以及支架;
5.所述支架包括支撑柱和顶板,所述顶板横向放置,多个所述支撑柱分别竖向放置,并分别固定安装在所述顶板的底面;
6.所述升降装置限位活动安装在所述支撑柱上,并相对所述支撑柱升降;
7.所述模芯安装在所述顶板的底面;
8.所述铜压板安装在所述升降装置的顶面,并置于所述模芯的下方;
9.所述热风软管的一端连接在所述升降装置的中部,且其管口置于所述铜压板的下方,所述热风软管的另一端与所述热风供应装置连接;
10.所述热风供应装置放置在所述支架的一侧;
11.所述铜压板的上表面形成有微孔。
12.本技术所述的热压精密微成型装置,通过设置热风供应装置,并在升降装置的中部通过热风软管与热风供应装置连接,从而热空气直接通过升降装置的中部吹出,并冲击加热在铜压板上;工件放置在铜压板上,在升降装置的驱动下,工件上升并挤压在模芯的表面,从而在铜压板和模芯的双重挤压下,利用铜压板的表面的微孔对工件进行微挤压成型,进而工件的下表面加工出微凸起结构。在工件挤压成型的过程中,通过热风直接冲击在铜压板上,从而对工件直接进行加热;而在工件加热完成后,关闭热风供应或降低气流温度,即可实现工件的快速冷却。相对于现有技术而言,本技术的热压精密微成型装置,通过热风直接冲击在铜压板上,实现了直接加热的效果,从而加热速度快,铜压板的冷却速度也快,进而提高了加工的效率,除去了冷却的工艺,既提高了生产效率,也减少了操作和步骤,还达到了节能的效果。本技术所述的热压精密微成型装置,可以快速直接加热/冷却工件,节能高效。
13.进一步地,所述支架还包括底板,该底板置于所述支撑柱的下方,并且所述支撑柱的底端与所述底板固定。
14.进一步地,所述升降装置包括升降驱动器和升降板;
15.所述升降驱动器竖向放置,其底端安装在所述底板上,其顶端与所述升降板连接;
16.所述升降板活动穿套在所述支撑柱上,且所述升降板中部开设有通风口,所述铜压板安装在所述升降板的中部;
17.所述热风软管的端部安装在所述通风口上;所述铜压板置于该通风口的上方。
18.进一步地,所述升降装置还包括连接架,该连接架安装在所述升降驱动器和所述升降板之间。
19.进一步地,所述升降装置还包括压板支撑框架,该压板支撑框架安装在所述铜压板和所述升降板之间。
20.进一步地,所述升降装置还包括直线轴承,该直线轴承穿套固定在所述升降板上,并套接在所述支撑柱上。
21.进一步地,所述升降驱动器为电动推杆。
22.进一步地,所述铜压板的表面形成有多个微结构,并形成微阵列。
23.进一步地,所述模芯的底面为平面,或者所述模芯的底面向上内凹形成有内凹曲面,或者所述模芯的底面为外凸曲面;
24.模芯的表面光滑或者分布有微孔阵列结构。
25.进一步地,还包括压力传感器,该压力传感器置于所述顶板和所述模芯之间。
26.为了更好地理解和实施,下面结合附图详细说明本技术。
附图说明
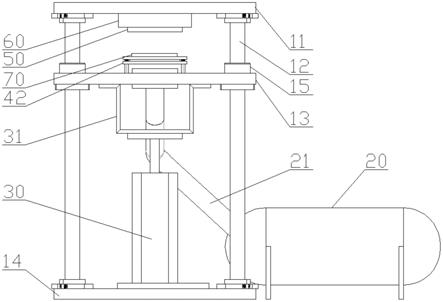
27.图1为本技术示例性的热压精密微成型装置的主视图;
28.图2为本技术示例性的热压精密微成型装置的立体图;
29.图3为本技术示例性的热压精密微成型装置的另一视角的立体图;
30.图4为本技术示例性的压板支撑框架与铜压板的装配结构的立体结构示意图;
31.图5为本技术示例性的压板支撑框架与工件的装配结构的立体结构示意图;
32.图6为本技术示例性的模芯与压力传感器的装配结构的立体结构示意图;
33.图7为本技术示例性铜压板的立体结构示意图;
34.图8为本技术示例性的三种模芯的主视图;
35.图9为本技术示例性的工作原理流程图。
具体实施方式
36.在本技术的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。在本技术的描述中,除非另有说明,“多个”的含义是两个或两个以上。
37.图1为本技术示例性的热压精密微成型装置的主视图;图2为本技术示例性的热压
精密微成型装置的立体图;图3为本技术示例性的热压精密微成型装置的另一视角的立体图;图4为本技术示例性的压板支撑框架与铜压板的装配结构的立体结构示意图;图5为本技术示例性的压板支撑框架与工件的装配结构的立体结构示意图;图6为本技术示例性的模芯与压力传感器的装配结构的立体结构示意图;图7为本技术示例性铜压板的立体结构示意图;图8为本技术示例性的三种模芯的主视图;图9为本技术示例性的工作原理流程图。
38.请参阅图1-图8,本技术示例性的一种热压精密微成型装置,包括热风供应装置20、热风软管21、升降装置、模芯50、铜压板41以及支架;
39.所述支架包括支撑柱12和顶板11,所述顶板11横向放置,多个所述支撑柱12分别竖向放置,并分别固定安装在所述顶板11的底面;
40.所述升降装置限位活动安装在所述支撑柱12上,并相对所述支撑柱12升降;
41.所述模芯50安装在所述顶板11的底面;
42.所述铜压板41安装在所述升降装置的顶面,并置于所述模芯50的下方;
43.所述热风软管21的一端连接在所述升降装置的中部,且其管口置于所述铜压板41的下方,所述热风软管21的另一端与所述热风供应装置20连接;
44.所述热风供应装置20放置在所述支架的一侧;
45.所述铜压板41的上表面形成有微孔。
46.本技术所述的热压精密微成型装置,通过设置热风供应装置20,并在升降装置的中部通过热风软管21与热风供应装置20连接,从而热空气直接通过升降装置的中部吹出,并冲击加热在铜压板41上;工件放置在铜压板41上,在升降装置的驱动下,工件上升并挤压在模芯50的表面,从而在铜压板41和模芯50的双重挤压下,利用铜压板41的表面的微孔对工件进行微挤压成型,进而工件的下表面加工出微凸起结构。在工件挤压成型的过程中,通过热风直接冲击在铜压板41上,从而对工件直接进行加热;而在工件加热完成后,关闭热风供应或降低气流温度,即可实现工件的快速冷却。相对于现有技术而言,本技术的热压精密微成型装置,通过热风直接冲击在铜压板41上,实现了直接加热的效果,从而加热速度快;铜压板41的冷却速度快,关闭热风或降低气流温度,可以实现在线快速冷却。与现有技术的热压工艺对比,省去了模芯及工件换工位冷却时间,既提高了生产效率,也减少了操作和步骤,还达到了节能的效果。
47.在一些优选实施例中,所述支架还包括底板14,该底板14置于所述支撑柱12的下方,并且所述支撑柱12的底端与所述底板14固定。设置底板14,以方便安装支撑柱12和升降装置,将升降装置的底部安装在底板14上。
48.在一些优选实施例中,所述升降装置包括升降驱动器30和升降板13;
49.所述升降驱动器30竖向放置,其底端安装在所述底板14上,其顶端与所述升降板13连接;
50.所述升降板13活动穿套在所述支撑柱12上,且所述升降板13中部开设有通风口,所述铜压板41安装在所述升降板13的中部;
51.所述热风软管的端部安装在所述通风口上;所述铜压板41置于该通风口的上方。
52.升降驱动器30推动升降板13升降,升降板13上放置铜压板41,工件放置在铜压板41上,在升降驱动器30的推动下,使得铜压板41带动工件上升,并且通过铜压板41将工件向上推动,并将工件的上表面挤压在模芯50的表面,进而使得工件上表面与模芯50挤压,工件
的下表面与铜压板41挤压成型。完成加工后,在升降驱动器30的推动下,工件下降。
53.在一些优选实施例中,所述升降装置还包括连接架31,该连接架31安装在所述升降驱动器30和所述升降板13之间。通过设置连接架31,从而使得升降驱动器30和升降板13之间的连接更稳定。进一步的,连接架31的截面呈“u”字形或者倒“π”字形,升降驱动器30安装在连接架31的底面,连接架31的顶面的两端分别安装在升降板13上,从而升降驱动器30输出的作用力,均布在升降板13的两侧,使得升降板13上的受力更均匀。
54.在一些优选实施例中,所述升降装置还包括压板支撑框架42,该压板支撑框架42安装在所述铜压板41和所述升降板13之间。通过设置压板支撑框架42,提高了铜压板41和升降板13的连接稳定性。进一步的,铜压板41夹持放置在压板支撑框架42上。进一步的,压板支撑框架42与升降板13之间形成有漏风空隙,热风可以从漏风空隙排出。
55.在一些优选实施例中,所述升降装置还包括直线轴承15,该直线轴承15穿套固定在所述升降板13上,并套接在所述支撑柱12上。设置直线轴承15,以增加升降板13的升降稳定性。
56.在一些优选实施例中,所述升降驱动器30为电动推杆。
57.在一些优选实施例中,所述铜压板41的表面形成有多个微结构,并形成微阵列。形成的微阵列用以在工件表面形成微结构。可以理解的是,铜压板41上的多个微孔呈阵列排布,从而形成微阵列。
58.在一些优选实施例中,所述模芯50的底面向外凸出的曲面,表面为光面。则加工出的工件宏观形状为曲面,微结构阵列分布于外曲表面。
59.在另一些优选实施例中,所述模芯50的底面向内凹形成弧形型腔,表面为光面。则加工出的工件宏观形状为曲面,微结构阵列分布于内曲表面。
60.在另一些优选实施例中,所述模芯50的底面向内凹形成弧形型腔,表面分布微结构阵列。则加工出的工件宏观形状为曲面,微结构阵列分布于内外两侧曲表面。
61.在另一些优选实施例中,所述模芯50的底面呈平面,表面为光面。则加工出的工件宏观形状为矩形,微结构阵列分布于平面的下表面。
62.如图8所示,在一些优选实施例中,所述模芯的底面为平面,或者,在一些优选实施例中,所述模芯的底面向上内凹形成有内凹曲面;或者,在一些优选实施例中,所述模芯的底面为外凸曲面。
63.在一些优选实施例中,模芯的表面光滑,此时模芯的表面为光滑面,则加工出来的工件内侧面或者上表面为光滑面,工件的外侧面或者下表面为具有微凸阵列的表面。
64.在另一些优选实施例中,模芯的表面分布有微孔阵列结构,尤其是模芯的底面分布有微孔阵列结构,此时模芯的表面为微孔阵列面,则加工出来的工件的内外侧面均为具有微凸阵列的表面,或者工件的上下表面均为具有微凸阵列的表面。
65.示例性的结构组合形式。其一,模芯的底面为平面,且光滑;其二,模芯的底面为内凹曲面,且光滑;其三,模芯的底面外凸,且光滑;其四,模芯的底面为平面,且分布有微孔阵列;其五,模芯的底面为内凹曲面,且分布有微孔阵列;其六,模芯的底面为外凸曲面,且分布有微孔阵列。不同的组合形式,加工出的工件的形状不同,且表面的光滑度也不同。
66.在一些优选实施例中,还包括压力传感器60,该压力传感器60置于所述顶板11和所述模芯50之间。设置压力传感器60以判断压力值,并对挤压的情况可控。
67.在一些优选实施例中,还包括软管接头(图中未标示),该软管接头安装在所述升降板13的中部的通风口上,且该软管接头与热风软管21连接。软管接头为硬质接头,热风软管21为柔性的管。
68.本技术示例性的热压精密微成型装置的工作原理:
69.请参阅图1-8,并结合图9。图9中,曲面模芯91、工件92、具有微阵列的铜压板93。步骤a为准备阶段,步骤b为热气流冲击软化工件,步骤c为冷气流冷却工件,步骤d为脱模,步骤e为工件成型状态。最终形成热压成型的复眼微透镜阵列的透镜。
70.工件放置在铜压板41上,在电动推杆的驱动下,升降板13带动铜压板41和软管接头上升,当工件挤压在模芯50上,并通过压力传感器60读取到预设的压力值时停止上升。然后通过热风供应装置20持续给铜压板41提供热风,使得铜压板41被加热,铜压板41上的微阵列与工件挤压,使得工件的底面形成凸起阵列,进而得到目标产品。
71.本技术通过连续调节控制气流温度在25℃-600℃范围内,热压微成型塑料及低熔点玻璃等微透镜结构。例如用于光学微透镜的加工。
72.本技术示例性的热压精密微成型装置,利用高速气流热冲击效应加热铜压板41,压制工件使工件成型。本技术实现工件均匀成型,且不产生大幅变形,有利于加工精密工件,是一种简单实用、成本低廉的热压装置。
73.本技术基于高速气流热冲击效应加热工件、减小成型过程中的热压压力、灵活控制气体温度在线加热/冷却工件,旨在提高成型效率,降低热压成型过程能耗。
74.以上所述实施例仅表达了本技术的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对申请专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本技术构思的前提下,还可以做出若干变形和改进,这些都属于本技术的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1